销孔对中自动检测装置及销孔参考线的制作装置
文献发布时间:2023-06-19 09:55:50
技术领域
本发明涉及风力发电系统技术领域,尤其是涉及一种销孔对中自动检测装置及销孔参考线的制作装置。
背景技术
目前,在盘车过程中,风轮锁紧盘的销孔和风轮锁紧销对中困难,无法顺利将锁紧销插入锁紧盘的销孔中。在现有的技术方案中,锁紧销与销孔的对中需要的操作人员比较多,操作人员通过肉眼观测锁紧销与销孔的位置,进而实现对中。该对中方法精度较低,且操作过程中需要反复校正,效率也低,并要求操人员具有一定的工作经验,否则不能胜任该项工作。
鉴于此,迫切需要一种可自动检测锁紧销与销孔对中的装置,以解决上述的锁紧销和锁紧孔对中困难的问题,提高工作效率,节省人力。
发明内容
本发明的目的在于提供一种销孔对中自动检测装置及销孔参考线的制作装置,以缓解相关技术中锁紧销与锁紧孔对中困难的技术问题。
为了解决上述技术问题,本发明采取的技术手段为:
本发明提供的一种销孔对中自动检测装置包括:销孔参考线和检测装置;
所述销孔参考线设置于主轴的圆周面,并与所述主轴的轴线和锁紧孔的轴线处于同一平面内;
所述检测装置设置于靠近所述主轴的圆周面的固定位置,并与锁紧销处于同一平面,用于检测所述销孔参考线;
所述检测装置检测到所述销孔参考线时,操作人员可从所述检测装置得出所述锁紧销与所述锁紧孔已对中的信息。
作为一种进一步的技术方案,所述检测装置包括传感器装置,所述传感器装置包括激光传感器和信号装置;
所述激光传感器和所述信号装置电连接;
所述激光传感器用以检测所述销孔参考线;
所述信号装置在所述激光传感器检测到所述销孔参考线时向外界发出信号。
作为一种进一步的技术方案,所述传感器装置包括支架,所述激光传感器通过所述支架设置于靠近所述主轴的圆周面的固定位置。
作为一种进一步的技术方案,所述信号装置包括灯光信号装置;
所述激光传感器检测到所述销孔参考线时,所述灯光信号装置启动。
作为一种进一步的技术方案,所述信号装置包括声音信号装置;
所述激光传感器检测到所述销孔参考线时,所述声音信号装置启动。
作为一种进一步的技术方案,所述检测装置包括多个第一激光发射器,多个所述第一激光发射器发射的光束均指向所述主轴的轴线。
作为一种进一步的技术方案,所述第一激光发射器的数量为两个,两个所述第一激光发射器的连线与所述主轴的轴线处于同一平面。
本发明提供的一种销孔参考线的制作装置包括:滑动装置和对中圆筒;
所述滑动装置套设于主轴,所述对中圆筒转动连接于锁紧孔;
所述滑动装置上设有第二激光发射器和至少两个第三激光发射器,且所述第二激光发射器和所述第三激光发射器的连线与所述主轴的轴线处于同一平面;
所述第二激光发射器发射的光束背离所述主轴的轴线,所述第三激光发射器发射的光束指向所述主轴的轴线;
所述对中圆筒上设有经过所述对中圆筒的轴线的缝隙。
作为一种进一步的技术方案,所述滑动装置包括圆弧导轨和滑块支架;
所述圆弧导轨套设于所述主轴,所述滑块支架与所述圆弧导轨滑动连接;
所述第二激光发射器和所述第三激光发射器均设置于所述滑块支架上。
作为一种进一步的技术方案,所述第三激光发射器的数量为两个,两个所述第三激光发射器分设于所述滑块支架的两端,所述第二激光发射器设于两个所述第三激光发射器之间。
与现有技术相比,本发明提供的一种销孔对中自动检测装置及销孔参考线的制作装置所具有的技术优势为:
本发明提供的销孔对中自动检测装置,包括销孔参考线和检测装置,销孔参考线设置于主轴的圆周面,并与主轴的轴线和锁紧孔的轴线处于同一平面内,检测装置设置于靠近主轴的圆周面的固定位置,并与锁紧销处于同一平面,用于检测销孔参考线,检测装置检测到销孔参考线时,操作人员可从检测装置得出锁紧销与锁紧孔已对中的信息。
本发明提供的销孔对中自动检测装置及销孔参考线的制作装置具有的优点:
在本发明中,检测装置与锁紧销始终处于同一平面内,销孔参考线与主轴的轴线和锁紧孔的轴线始终处于同一平面内,当检测装置检测到销孔参考线时,说明检测装置、锁紧销和销孔参考线三者处于同一平面,则此时主轴的轴线、锁紧孔、检测装置、锁紧销和销孔参考线处于同一平面,锁紧销的轴线与锁紧孔的轴线重合,锁紧销与锁紧孔对中。在实际应用时,操作人员盘车操纵主轴转动,销孔参考线和锁紧孔随之同步转动,当检测装置检测到销孔参考线时,检测装置向操作人员给出锁紧孔和锁紧销已对中的信息,提醒操作人员停止盘车,此时可将锁紧销顺利插入锁紧孔,完成对中工作。该设计实现了对锁紧孔和锁紧销对中的自动检测,解决了二者对中困难的技术问题,提高了工作效率,并节省了人力。
附图说明
为了更清楚地说明本发明具体实施方式或相关技术中的技术方案,下面将对具体实施方式或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
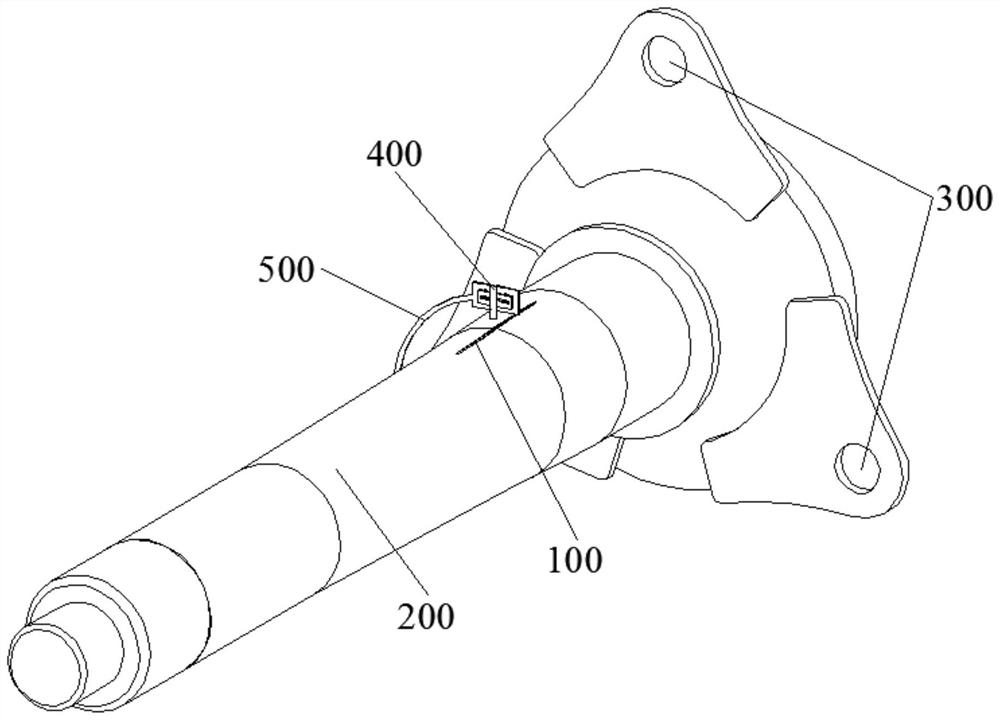
图1为本发明实施例提供的销孔对中自动检测装置的电控方案的结构示意图;
图2为本发明实施例提供的销孔对中自动检测装置的机械方案的结构示意图;
图3为本发明实施例提供的销孔参考线的制作装置的相关结构示意图;
图4为本发明实施例提供的销孔参考线的制作装置的相关结构主视图。
图标:
100-销孔参考线;200-主轴;300-锁紧孔;400-激光传感器;500-支架;600-第一激光发射器;
700-滑动装置;710-圆弧导轨;720-滑块支架;
800-对中圆筒;810-缝隙;
900-第二激光发射器;1000-第三激光发射器。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本实施例提供的销孔对中自动检测装置包括销孔参考线100和检测装置,其中,销孔参考线100设置于主轴200的圆周面,并与主轴200的轴线和锁紧孔300的轴线处于同一平面内,检测装置设置于靠近主轴200的圆周面的固定位置,并与锁紧销处于同一平面,用于检测销孔参考线100,检测装置检测到销孔参考线100时,操作人员可从检测装置得出锁紧销与锁紧孔300已对中的信息。
具体的,如图1所示,检测装置与锁紧销始终处于同一平面内,销孔参考线100与主轴200的轴线和锁紧孔300的轴线始终处于同一平面内,当检测装置检测到销孔参考线100时,说明检测装置、锁紧销和销孔参考线100三者处于同一平面,则此时主轴200的轴线、锁紧孔300、检测装置、锁紧销和销孔参考线100处于同一平面,锁紧销的轴线与锁紧孔300的轴线重合,锁紧销与锁紧孔300对中。在实际应用时,操作人员盘车操纵主轴200转动,销孔参考线100和锁紧孔300随之同步转动,当检测装置检测到销孔参考线100时,检测装置向操作人员给出锁紧孔300和锁紧销已对中的信息,提醒操作人员停止盘车,此时可将锁紧销顺利插入锁紧孔300,完成对中工作。该设计实现了对锁紧孔300和锁紧销对中的自动检测,解决了二者对中困难的技术问题,提高了工作效率,并节省了人力。
本实施例的可选技术方案中,检测装置包括传感器装置,传感器装置包括激光传感器400和信号装置,激光传感器400和信号装置电连接,激光传感器400用以检测销孔参考线100,信号装置在激光传感器400检测到销孔参考线100时向外界发出信号。
在本实施例中,如图1所示,通过激光传感器400对销孔参考线100进行检测,激光传感器400检测到销孔参考线100时说明此时锁紧销和锁紧孔300对中,信号装置向外界发出提示信号,提示操作人员锁紧销和锁紧孔300已对中,该方案为电控方案。具体的,操作人员盘车操纵主轴200转动,销孔参考线100和锁紧孔300随之同步转动,激光传感器400和锁紧销相对主轴200固定,当激光传感器400检测到销孔参考线100时,信号装置提示操作人员锁紧销和锁紧孔300已对中,停止盘车,将锁紧销插入锁紧孔300。
本实施例的可选技术方案中,传感器装置包括支架500,激光传感器400通过支架500设置于靠近主轴200的圆周面的固定位置。
具体的,如图1所示,支架500固定设置于靠近主轴200的圆周面的位置,激光传感器400固定设置于支架500,且激光传感器400正对于销孔参考线100并与锁紧销始终处于同一平面内,保证了主轴200转动时激光传感器400能够检测到销孔参考线100,保证了锁紧销与锁紧孔300对中的精确性。
本实施例的可选技术方案中,信号装置包括灯光信号装置,激光传感器400检测到销孔参考线100时,灯光信号装置启动。
在本实施例中,激光传感器400与灯光信号装置电连接,激光传感器400检测到销孔参考线100时将该检测结果发送至灯光信号装置,灯光信号装置启动,向外界发出灯光信号。具体的,主轴200转动时,激光传感器400固定在靠近主轴200的圆周面的位置,实时检测销孔参考线100,以确定销孔参考线100相对锁紧销的位置,当激光传感器400检测到销孔参考线100时立即向灯光信号装置发送检测结果,灯光信号装置启动,灯光信号装置的信号灯亮起,提示操作人员此时锁紧销和锁紧孔300已对中。需要指出的是,该信号灯可以是长明的并带有显著颜色提示的灯,亦可以是闪烁的并带有显著颜色提示的灯。
本实施例的可选技术方案中,信号装置包括声音信号装置,激光传感器400检测到销孔参考线100时,声音信号装置启动。
在本实施例中,激光传感器400与声音信号装置电连接,激光传感器400检测到销孔参考线100时将该检测结果发送至声音信号装置,声音信号装置接收到该检测信息并启动,向外界发出声音信号,提示操作人员锁紧销和锁紧孔300已对中。
本实施例的可选技术方案中,检测装置包括多个第一激光发射器600,多个第一激光发射器600发射的光束均指向主轴200的轴线。
在本实施例中,如图2所示,通过第一激光发射器600发射的光束对销孔参考线100进行检测,当多个第一激光发射器600在主轴200上打出的光点的连线与销孔参考线100重合时,说明此时锁紧销和锁紧孔300对中,操作人员通过目测光点的连线与销孔参考线100的位置关系,来判断锁紧销与锁紧孔300是否对中,该方案为机械方案。具体的,操作人员盘车操纵主轴200转动,销孔参考线100和锁紧孔300随之同步转动,第一激光发射器600和锁紧销相对主轴200固定,操作人员实时观察光点的位置,当多个第一激光发射器600在主轴200上打出的光点的连线与销孔参考线100重合时,停止盘车,将锁紧销插入锁紧孔300。
本实施例的可选技术方案中,第一激光发射器600的数量为两个,两个第一激光发射器600的连线与主轴200的轴线处于同一平面。
具体的,两个第一激光发射器600在主轴200上打出的光点即可确定一条直线,当两个光点均位于销孔参考线100上时,锁紧销与锁紧孔300对中,操作人员可停止盘车,将锁紧销插入锁紧孔300。
本实施例提供的销孔参考线100制作方法,包括滑动装置700和对中圆筒800,其中,滑动装置700套设于主轴200,对中圆筒800转动连接于锁紧孔300,滑动装置700上设有第二激光发射器900和至少两个第三激光发射器1000,且第二激光发射器900和第三激光发射器1000的连线与主轴200的轴线处于同一平面,第二激光发射器900发射的光束背离主轴200的轴线,第三激光发射器1000发射的光束指向主轴200的轴线,对中圆筒800上设有经过对中圆筒800的轴线的缝隙810。
在本实施例中,第二激光发射器900和第三激光发射器1000的连线与主轴200的轴线始终处于同一平面,保证了第三激光发射器1000在主轴200上打出的光点的连线与主轴200的轴线始终处于同一平面,并经过第二激光发射器900发出的光束,当第二激光发射器900发出的光束穿过缝隙810时,说明了此时第二激光发射器900发出的光束与锁紧孔300的轴线相交,则锁紧孔300的轴线与第三激光发射器1000在主轴200上打出的光点的连线、主轴200的轴线处于同一平面内,即第三激光发射器1000在主轴200上打出的光点的连线满足销孔参考线100的要求,则通过销孔参考线100的制作装置可绘制出与主轴200的轴线、锁紧孔300的轴线位于同一平面内的销孔参考线100。
具体的,如图3所示,首先调整滑动装置700在主轴200上的位置,以使第二激光发射器900处于主轴200与缝隙810之间,保证第二激光发射器900发出的光束处于缝隙810的长度范围内;其次,转动对中圆筒800,以使第二激光发射器900发出的光束穿过缝隙810;然后记录第三激光发射器1000发出的光束在主轴200上形成的光点;最后连接各个光点即得到销孔参考线100。需要指出的是,在保证销孔参考线100和锁紧孔300的轴线在主轴200的周向的相对角度位置不变的情况下,销孔参考线100在主轴200上的位置可以根据实际情况进行调节。
本实施例的可选技术方案中,滑动装置700包括圆弧导轨710和滑块支架720,圆弧导轨710套设于主轴200,滑块支架720与圆弧导轨710滑动连接,第二激光发射器900和第三激光发射器1000均设置于滑块支架720上。
具体的,结合图3和图4所示,圆弧导轨710的侧面的周向设有滑轨,滑块支架720包括用于固定激光发射器的支架和与圆弧导轨710滑动连接的滑块,且滑块卡接在滑轨上,滑块支架720可绕主轴200的轴线在圆弧导轨710上360°转动,并带动第二激光发射器900和第三激光发射器1000同步转动,以调整第二激光发射器900和对中圆筒800上的缝隙810的相对位置。
本实施例的可选技术方案中,第三激光发射器1000的数量为两个,两个第三激光发射器1000分设于滑块支架720的两端,第二激光发射器900设于两个第三激光发射器1000之间。
具体的,在制作销孔参考线100时,如图4所述,第二激光发射器900发出的光束穿过缝隙810并与锁紧孔300的轴线相交,两个第三激光发射器1000发出的光束在主轴200的圆周面上形成两个光点,过光点的连线即为满足要求的销孔参考线100。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制,尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 销孔对中自动检测装置及销孔参考线的制作装置
- 盘车工装的锁定销与转子的销孔对中装置