一种绝缘子的连续成型模具
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及注塑模具技术领域,特别是一种绝缘子的连续成型模具。
背景技术
复合绝缘子主要包括芯棒、端部金具和伞裙,端部金具连接在芯棒的两端,伞裙包覆在芯棒外侧。伞裙是将胶料注射进伞裙模具中成型的,有些规格的复合绝缘子较长而伞裙模具较短,整个伞裙的生产一次注射不能完成,需采用分段注射技术多次注射方可完成,具体地,本段注射成型的伞裙的首端与上段注射成型的伞裙的末端连接。
由于较长的绝缘子需要较长的模具与之相匹配,生产较长的绝缘子的模具在不需要使用时,所占用的空间较多,并且长度固定的绝缘子模具并不能应用于其他长度的绝缘子生产,实用程度较低,不利于工厂的快速生产。
发明内容
本发明要解决的技术问题是:提供一种绝缘子的连续成型模具,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
本发明解决其技术问题的解决方案是:
一种绝缘子的连续成型模具,包括第一模板和第二模板,所述第一模板和第二模板上分别设置有成型模组;所述成型模组包括主成型模芯、第一端部镶件和第二端部镶件,所述主成型模芯上开设有若干第一大伞裙腔和若干第一小伞裙腔,若干所述第一大伞裙腔沿主成型模芯的长度方向排列,所述第一小伞裙腔设置于相邻的两个第一大伞裙腔之间,若干所述第一大伞裙腔以及若干第一小伞裙腔形成成型腔;所述第一端部镶件和第二端部镶件分别设置于主成型模芯长度方向上相对的两端,所述第一端部镶件和第二端部镶件均与主成型模芯可拆卸连接;所述第一端部镶件的最小内径以及所述第二端部镶件的最小内径均小于成型腔的最小内径。
通过上述方案,首先在第一模板和第二模板上分别安装第一端部镶件和第二端部镶件,随后进行注塑;绝缘子第二次注塑成型时,将第一模板和第二模板上的第一端部镶件拆除后,将第一次注塑成型后的绝缘子靠近第二端部镶件的一端移动至主成型模芯远离第二端部镶件的一端,随后合模,对绝缘子进行第二次注塑成型。本方案在不需要生产长度较长的绝缘子时,模具收纳所占用的地方较少,减少了工厂内的空间占用。
作为上述技术方案的进一步改进,所述第一端部镶件包括第一颈部镶块、第一端部镶块和第一连接镶块,所述第一连接镶块、第一颈部镶块以及第一端部镶块在远离主成型模芯的方向上依次排列,所述第一连接镶块、第一颈部镶块、第一连接镶块以及主成型模芯通过连接件连接;所述第二端部镶件包括第二颈部镶块、第二端部镶块和第二连接镶块,所述第二连接镶块、第二颈部镶块和第二端部镶块在远离主成型模芯的方向上依次排列,所述第二连接镶块、第二颈部镶块、第二连接镶块以及主成型模芯通过连接件连接。
通过上述方案,第二颈部镶块用于形成绝缘子尾端的颈部,绝缘子尾端的颈部能增大下一段注塑成型的绝缘子与该段绝缘子的接触面积,增加两次注塑形成的绝缘子的连接的牢固程度,第一颈部镶块使第一端部镶件能适应不同长度的绝缘子颈部。
作为上述技术方案的进一步改进,所述第一连接镶块上开设有第一定位槽,所述第一定位槽与第一颈部镶块卡接配合。
作为上述技术方案的进一步改进,所述第二连接镶块上开设有第二定位槽,所述第二颈部镶块凸出有定位块,所述第二定位槽与定位块卡接配合。
作为上述技术方案的进一步改进,所述主成型模芯包括若干单元模芯,所述第一大伞裙腔或第一小伞裙腔设置于单元模芯上。
通过上述方案,通过单元模型能调节主成型模芯的总长度,能使本成型模具适应不同长度的绝缘子的生产要求,增加了本成型模具的实用性。
本发明的有益效果是:本方案在不需要生产长度较长的绝缘子时,模具收纳所占用的地方较少,减少了工厂内的空间占用。
本发明用于注塑模具技术领域。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
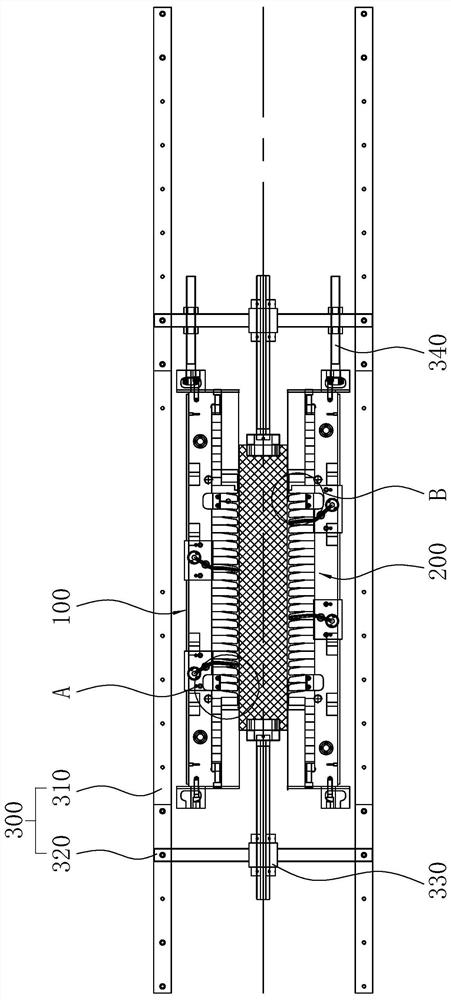
图1是本发明实施例的整体结构示意图;
图2是图1中A部分的局部放大示意图;
图3是图1中B部分的局部放大示意图。
图中,100、第一模板;200、成型模组;210、主成型模芯;211、单元模芯;212、第一大伞裙腔;213、第一小伞裙腔;220、第一端部镶件;221、第一连接镶块;222、第一颈部镶块;223、第一端部镶块;224、第一定位槽;230、第二端部镶件;231、第二连接镶块;232、第二颈部镶块;233、第二端部镶块;234、第二定位槽;235、定位块;300、固定架;310、长边构件;320、短边构件;330、固定组件;340、连接杆。
具体实施方式
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
参照图1至图3,一种绝缘子的连续成型模具,包括第一模板100和第二模板(图中未示出)。第一模板100和第二模板上分别设置有成型模组200,成型模组200包括主成型模芯210、第一端部镶件220和第二端部镶件230。
第一端部镶件220包括第一连接镶块221、第一颈部镶块222和第一端部镶块223;第一连接镶块221、第一颈部镶块222和第一端部镶块223沿远离主成型模芯210的方向依次排列,相邻的两个镶块之间紧密贴合,第一连接镶块221与主成型模芯210的端面抵接。第一连接镶块221、第一颈部镶块222以及第一端部镶块223通过螺钉与主成型模芯210连接。第一连接镶块221远离主成型模芯210的端面上开设有第一定位槽224,第一定位槽224与第一颈部镶块222卡接配合。第一连接镶块221上开设有与主成型模芯210连接的第一连接腔,第一连接腔的形状与第一大伞裙腔212的形状相匹配,第一颈部镶块222的最小内径与第一小伞裙腔213的最小内径相等,第一端部镶块223的最小内径等于绝缘子芯棒的外径,使第一端部镶块223的内周面与绝缘子芯棒紧密抵接。
第二端部镶件230包括第二连接镶块231、第二颈部镶块232和第二端部镶块233;第二连接镶块231、第二颈部镶块232和第二端部镶块233沿远离主成型模芯210的方向依次排列,相邻的两个镶块之间紧密贴合,第二连接镶块231与主成型模芯210的端面抵接。第二连接镶块231、第二颈部镶块232以及第二端部镶块233通过螺钉与主成型模芯210连接。第二颈部镶块232的最小内径与第二小伞裙腔的最小内径相等,第二端部镶块233的最小内径等于绝缘子芯棒的外径,使第二端部镶块233的内周面与绝缘子芯棒紧密抵接。第二连接镶块231远离主成型模芯210的端面上开设有第二定位槽234,第二颈部镶块232突出有定位块235使第二颈部镶块232呈“L”字型的结构,定位块235与第二定位槽234插接配合。
主成型模芯210包括若干单元模芯211,单元模芯211上开设有第一大伞裙腔212或第一小伞裙腔213,若干单元模芯211沿直线依次排列,使第一大伞裙腔212和第一小伞裙腔213沿直线间隔设置形成成型腔。相邻的两个单元模芯211之间通过若干螺钉相固定。
还包括固定架300,固定架300为矩形框架,固定架300包括两个长边构件310和两个短边构件320,其中短边构件320上设置有用于固定芯棒的固定组件330,短边构件320的两端分别与两个长边构件310通过螺钉连接。其中一个短边构件320与第一模板100或第二模板之间设置有连接杆340。
以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
- 一种绝缘子的连续成型模具
- 一种制造三角扒钉的连续成型模具及连续成型三角扒钉