一种锥形压盖用万向轴及其使用方法
文献发布时间:2023-06-19 10:24:22
技术领域
本发明涉及压盖连接件技术领域,尤其是一种锥形压盖用万向轴及其使用方法。
背景技术
现有内外圆锥面的研磨是靠人工手动操作研磨体进行研磨加工,折算到单个人每只孔需要研磨80小时,加工效率低,制造成本高。
发明内容
为了克服现有的压盖连接件连接能力的不足,本发明提供了一种锥形压盖用万向轴。
本发明解决其技术问题所采用的技术方案是:一种锥形压盖用万向轴,包括连接套,所述连接套顶面内设置有连轴体一,连轴体一通过连接块和连轴体二,连轴体二另一端设置有莫式柄。
根据本发明的另一个实施例,进一步包括连接套包括底座和位于底座顶面中部的连接座,底座底面设置有用于和压盖连接件连接的第一连接槽,连接座中部设置有和连轴体一对接的第二连接槽,连接座侧面设置有固定孔。
根据本发明的另一个实施例,进一步包括连轴体一上端设置有转动槽一,转动槽一侧壁上设置有连接孔一,连轴体一下端设置有和固定孔对接的连接孔二。
根据本发明的另一个实施例,进一步包括连轴体二下端设置有和转动槽一配合的转动槽二,转动槽二侧壁上设置有连接孔三,连轴体二上端设置有连接孔四,连轴体二顶面设置有用于连接莫式柄的第三连接槽。
根据本发明的另一个实施例,进一步包括连接块为方形结构,连接块一面上设置有和连接孔一对接的连接孔五,连接块一面上设置有和连接孔三对接的连接孔六,转动槽一和转动槽二配合构成用于放置连接块的空腔。
根据本发明的另一个实施例,进一步包括莫式柄包括一体化设置的连接轴、柄体和连接头,连接轴上设置有和连接孔四对接的连接孔七。
根据本发明的另一个实施例,进一步包括,包括如下步骤:
步骤1:万向轴一端连接摇臂钻床的主轴,万向轴另一端通过铰链套连接压盖;
步骤2:压盖外锥面上间隔涂上研磨砂,在研磨砂之间的空面上涂上机油;
步骤3:操作钻床将压盖放入研磨体内锥口,使研磨体锥面和压盖外锥面接触后转正8圈、反转8圈左右后抬刀再慢慢放下使锥面接触,循环5到8分钟后抬起压盖,把离合器放在空挡再按照步骤2涂上研磨砂以此循环研磨;
步骤4:压盖用毛刷清洗并干净,在压盖外锥上涂上3条均布红丹粉油,放入研磨体内锥来回转动1/3圈取出,将压盖外锥转过180°放入研磨体内锥再来回转动1/3圈取出压盖,检查研磨体接触面上的红丹粉油在70%以上为合格。
根据本发明的另一个实施例,进一步包括步骤2中对称涂上4条宽10mm,厚度为0.5mm的研磨砂,机油为10号或20号。
根据本发明的另一个实施例,进一步包括步骤3中压盖放入研磨体内锥口的离合转速为25转每秒。
本发明的有益效果是:本发明通过连接套、连轴体一、连接块、连轴体二和莫式柄构成的万向轴,实现自定心,使得研磨体能够和机床连接,用机床动力源代替人力,减少员工体力的消耗,提升产品质量,稳定的动力输出和进给速度,有效提升产品研磨表面质量,增加接触面积。
附图说明
下面结合附图和实施例对本发明进一步说明。
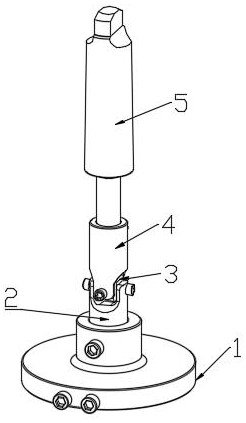
图1是本发明的结构示意图;
图2是本发明连接套的三维结构示意图;
图3是本发明连接套的剖面结构示意图;
图4是本发明连轴体一的结构示意图;
图5是本发明连轴体二的三维结构示意图;
图6是本发明连轴体二的剖面结构示意图;
图7是本发明连接块的结构示意图;
图8是本发明莫式柄的结构示意图。
图中1、连接套,2、连轴体一,3、连接块,4、连轴体二,5、莫式柄,6、底座,7、连接座,8、第一连接槽,9、第二连接槽,10、固定孔,11、转动槽一,12、连接孔一,13、转动槽二,14、连接孔三,15、连接孔四,16、第三连接槽,17、连接孔五,18、连接孔六,19、连接轴,20、柄体,21、连接头,22、连接孔七,23、连接孔二。
具体实施方式
如图1是本发明的结构示意图,一种锥形压盖用万向轴,包括连接套1,所述连接套1顶面内设置有连轴体一2,连轴体一2通过连接块3和连轴体二4,连轴体二4另一端设置有莫式柄5。本发明通过连接套1、连轴体一2、连接块3、连轴体二4和莫式柄5构成的万向轴,实现自定心,使得研磨体能够和机床连接,用机床动力源代替人力,减少员工体力的消耗,提升产品质量,稳定的动力输出和进给速度,有效提升产品研磨表面质量,增加接触面积。
如图2和图3所示,所述连接套1包括底座6和位于底座6顶面中部的连接座7,底座6底面设置有用于和压盖连接件连接的第一连接槽8,连接座7中部设置有和连轴体一2对接的第二连接槽9,连接座7侧面设置有固定孔10。
如图4所示,所述连轴体一2上端设置有转动槽一11,转动槽一11侧壁上设置有连接孔一12,连轴体一2下端设置有和固定孔10对接的连接孔二13。
如图5和图6所示,所述连轴体二4下端设置有和转动槽一11配合的转动槽二23,转动槽二23侧壁上设置有连接孔三14,连轴体二4上端设置有连接孔四15,连轴体二4顶面设置有用于连接莫式柄5的第三连接槽16。
如图7所示,所述连接块3为方形结构,连接块3一面上设置有和连接孔一12对接的连接孔五17,连接块3一面上设置有和连接孔三14对接的连接孔六18,转动槽一11和转动槽二23配合构成用于放置连接块3的空腔。
如图8所示,所述莫式柄5包括一体化设置的连接轴19、柄体20和连接头21,连接轴19上设置有和连接孔四15对接的连接孔七22。
一种锥形压盖用万向轴的使用方法,包括如下步骤:
步骤1:万向轴一端连接摇臂钻床的主轴,万向轴另一端通过铰链套连接压盖;
步骤2:压盖外锥面上间隔涂上研磨砂,在研磨砂之间的空面上涂上机油;
步骤3:操作钻床将压盖放入研磨体内锥口,使研磨体锥面和压盖外锥面接触后转正8圈、反转8圈左右后抬刀再慢慢放下使锥面接触,循环5到8分钟后抬起压盖,把离合器放在空挡再按照步骤2涂上研磨砂以此循环研磨;
步骤4:压盖用毛刷清洗并干净,在压盖外锥上涂上3条均布红丹粉油,放入研磨体内锥来回转动1/3圈取出,将压盖外锥转过180°放入研磨体内锥再来回转动1/3圈取出压盖,检查研磨体接触面上的红丹粉油在70%以上为合格。
所述步骤2中对称涂上4条宽10mm,厚度为0.5mm的研磨砂,机油为10号或20号。
所述步骤3中压盖放入研磨体内锥口的离合转速为25转每秒。
实施例:研磨体通过万向轴和钻床连接使用,通过实践证明,工装和加工工艺是正确的,并且在生产中得到了广泛的应用,取得了很好的效果,提高生产效率300%以上,通过工艺技术改进,用机加工代替纯手工操作,采用高效率和稳定的方式,缩短产品的在制周期;降低劳动强度,用机床动力源代替人力,减少员工体力的消耗;提升产品质量,锥度接触面从75%提升到80%以上:稳定的动力输出和进给速度,有效提升产品研磨表面质量,增加接触面积;实现100%产品不落地,有效进行防护,为其他车型的同类产品的加工提供技术支持。
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本发明的保护范围内。
- 一种锥形压盖用万向轴及其使用方法
- 一种免维护高密封的万向节十字轴及其使用方法