一种向后绝缘体孔腔中下卡爪的自动装配设备及装配方法
文献发布时间:2023-06-19 11:00:24
技术领域
本发明属于电连接器装配技术领域,涉及一种向后绝缘体孔腔中下卡爪的自动装配设备及装配方法。
背景技术
目前后绝缘体下卡爪的装配为人工手动装配,卡爪(100)(如图1所示)与后绝缘体(200)(如图2所示),卡爪一侧为开口端,后绝缘体根据不同型号外形尺寸不同并且孔腔的数量也不同,卡爪通过开口端的收缩量由工装下到后绝缘体孔腔内,形成下完卡爪的后绝缘体,如图3和图4所示。
目前后绝缘体下卡爪的装配为人工手动装配,人工装配效率低下,且由于产品大批量、数量多,造成劳动量过大,装配工序与检验工序需要一定的熟练度,因此会对操作者的熟练度有更高的要求,同时装配的卡爪零件尺寸较小,直径仅有2.9mm,通过工具检查难以准确判断每一个卡爪是否都下到位,只能在绝缘体对接时,通过是否容易对接来完全判断,若卡爪未下到位,影响工期。并且对于该后绝缘体大小和装卡爪的孔腔数种类较多,单个后绝缘体最多孔腔可达62个孔,装配人员长期装配也会产生疲劳强度,影响生产效率。因此需要一种自动化设备能够实现向后绝缘体孔腔中自动下卡爪,使一台设备能够完成装配卡爪和检验卡爪装配两种工序的装配加工,提高产品的生产效率和装配一致性。
发明内容
为了解决上述问题,本发明提供了一种向后绝缘体孔腔中下卡爪的自动装配设备及装配方法。本发明向后绝缘体孔腔中下卡爪的自动装配设备及装配方法能够实现卡爪和后绝缘体的自动上料、装配、检验与下料,对于卡爪与后绝缘体的装配工艺具有重要的应用价值。
为了实现上述目的,本发明采用的技术方案为:一种向后绝缘体孔腔中下卡爪的自动装配设备,该设备包括:
机箱,在所述机箱内设有工作台;
四分盘工装机构,安装在工作台的上方中间位置;
以及安装在所述四分盘工装机构外周的绝缘体上料传送机构、绝缘体上料机构、开工装机构、卡爪上料机构、三轴伺服机构、料带切断机构、绝缘体下料机构、绝缘体下料传送机构、视觉拍照定位机构和视觉拍照检验机构;
所述绝缘体上料传送机构安装在工作台的一端;
所述绝缘体上料机构安装在所述绝缘体上料传送机构的末端,用于将绝缘体上料传送机构中的后绝缘体夹取到四分盘工装机构上;
所述开工装机构与所述绝缘体上料机构相邻安装,用于控制四分盘工装机构夹紧或松开后绝缘体;
所述卡爪上料机构固定在工作台一端,实现料带上的卡爪不断向前输送;
所述三轴伺服机构安装在所述卡爪上料机构的末端,用于夹取所述卡爪上料机构输送的卡爪并向四分盘工装机构上的后绝缘体孔腔内下卡爪;
所述料带切断机构安装在所述三轴伺服机构的末端,且与所述卡爪上料机构的出料端位置相对应,用于切断从卡爪上料机构出来的料带;
所述绝缘体下料机构和绝缘体下料传送机构依次安装在所述料带切断机构的末端;
视觉拍照定位机构,安装在所述开工装机构与卡爪上料机构之间,用于对四分盘工装机构上的后绝缘体进行拍照识别;
视觉拍照检验机构,安装在所述料带切断机构和绝缘体下料机构之间,用于检验后绝缘体中的所有孔腔是否装满卡爪。
进一步地,所述绝缘体上料传送机构包括第一支撑座、第二支撑座、第一传送带组件、第一传送驱动调节组件、第一绝缘体上料识别传感器、第二绝缘体上料识别传感器和传感器安装架,所述第一支撑座和第二支撑座平行且间隔设置,第一传送带组件水平架设于所述第一支撑座和第二支撑座上方,且第一支撑座位于进料端,第二支撑座位于出料端,第一传送驱动调节组件安装在所述第一传送带组件的中部,驱动第一传送带组件的传动及松紧调节,在所述第二支撑座上端安装有第一绝缘体上料识别传感器,在第一传送带组件的出料端末端安装有第一传感器安装架,第二绝缘体上料识别传感器安装在所述第一传感器安装架上。
进一步地,所述四分盘工装机构包括驱动电机、第一电机安装板、分割器组件和圆盘组件,所述驱动电机通过第一电机安装板固定,所述驱动电机的输出端与分割器组件相连接,圆盘组件设置在分割器组件上方且与分割器组件相连接,驱动电机旋转一周带动分割器组件旋转90°,从而带动圆盘组件旋转90°;所述圆盘组件包括圆盘、4个夹爪组件、转换器、4个控制开关和圆盘支柱,在所述圆盘的底面中心安装有圆盘支柱,在所述圆盘上沿圆周方向均匀分布有1个夹爪组件,圆盘底面每个夹爪组件的旁边安装有1个控制开关,在圆盘支柱的外周的圆盘上设有4个沿圆周平均分布的径向通孔,作为过气管孔,在圆盘上还安装有1个转换器,气泵上的主气管通过转换器被分成4个支气管,4个支气管分别自上方向下穿过圆盘上的径向通孔,分别连接到每个控制开关的控制中心孔,控制开关与夹爪组件相连接并通过换阀控制夹爪组件的开闭;所述圆盘组件上的4个夹爪组件位置,分别与绝缘体上料机构、视觉拍照定位机构、绝缘体下料机构和视觉拍照检验机构的位置相对应,分别作为第一工位、第二工位、第三工位和第四工位。
进一步地,所述开工装机构包括第二底板、第二支柱、开工装气缸和顶帽,所述第二支柱垂直固定在所述第二底板的一端,所述开工装气缸水平安装在所述第二支柱的顶端,在所述开工装气缸的前端安装有顶帽,开工装气缸伸缩控制顶帽的前后运动。
进一步地,所述视觉拍照定位机构包括第三底板、第一支架、第一单轴驱动器、第一单轴驱动器连接块、第一转接板、第一联轴器、第一伺服电机、第二垫块、第三垫块、调节架、第一视觉摄像头安装块、第一视觉摄像头、第一光源座和第一光源;所述第三底板固定在工作台上,第三底板的一端垂直固定有第一支架,第一支架前方与所述第一单轴驱动器相连接,第一单轴驱动器的上方设有第一伺服电机,第一伺服电机通过第一联轴器与第一转接板与第一单轴驱动器相连接,第一单轴驱动器的前方与第一单轴驱动器连接块相连接,第一单轴驱动器连接块的前方依次与第二垫块、第三垫块和调节架相连接,调节架的前方安装有第一视觉摄像头安装块,第一视觉摄像头安装块的前方安装有第一视觉摄像头,调节架的底端安装有第一光源座,第一光源座的底端安装有第一光源,第一视觉摄像头位于第一光源座的正上方,第一视觉摄像头对四分盘工装机构上的后绝缘体进行拍照,焦距可由第一单轴驱动器调节,对后绝缘体内孔腔的数量、位置和直径大小识别,然后传递给三轴伺服机构。
进一步地,所述视觉拍照检验机构包括下支柱座、4个立柱、第四底板、第二支架、第二单轴驱动器、第二单轴驱动器连接块、第二转接板、第二联轴器、第二伺服电机、第四垫块、第五垫块、第二视觉摄像头安装块和第二视觉摄像头;所述下支柱座固定在工作台上,下支柱座的上方四角处分别垂直有1个立柱,4个立柱的上方固定有第四底板,第四底板的上方垂直固定有第二支架,第二支架前方与所述第二单轴驱动器相连接,第二单轴驱动器的上方设有第二伺服电机,第二伺服电机通过第二联轴器与第二转接板与第二单轴驱动器相连接,第二单轴驱动器的前方与第二单轴驱动器连接块相连接,第二单轴驱动器连接块的前方依次与第四垫块、第五垫块相连接,第五垫块的前方安装有第二视觉摄像头安装块,第二视觉摄像头安装块的前方安装有第二视觉摄像头,第二视觉摄像头对四分盘工装机构上装完卡爪后的后绝缘体进行拍照,焦距可由第二单轴驱动器调节,看后绝缘体孔腔内卡爪是否装满,然后向绝缘体下料传送机构传递信息。
进一步地,所述绝缘体下料传送机构包括第三支撑座、第四支撑座、第二传送带组件、第二传送驱动调节组件、绝缘体下料识别传感器和挡料板,所述第三支撑座和第四支撑座平行且间隔设置,第二传送带组件水平架设于所述第三支撑座和第四支撑座上方,第二传送驱动调节组件安装在所述第二传送带组件的中部,驱动第二传送带组件的传动及松紧调节,在所述第四支撑座上端安装有绝缘体下料识别传感器,所述挡料板安装在第二传送带组件的前端;
所述第二传送带组件包括第二环形传送带,在所述第二环形传送带的两端圆弧段内分别设有第二转轴,在每个第二转轴的两端分别通过轴承和C型扣与一对相对称设置的第二挡止板相连接,在所述第二环形传送带两侧开口端分别设有第二型材,第二型材的前后两端分别与同侧的2个第二挡止板相固定,在2个第二型材的上方固定有第二支撑平板,用于支撑第二环形传送带,所述第三支撑座和第四支撑座的上方两端分别与第二环形传送带两侧的第二型材相固定。
进一步地,所述料带切断机构包括支柱底座、2个第四支柱、切断气缸、切断气缸安装板、刀架安装板、切断刀、盖板、限位块、料道、废料盒和吹风座,所述支柱底座固定在工作台上,2个第四支柱垂直固定在支柱底座上方,2个第四支柱上方固定有刀架安装板,支柱底座后端上方垂直固定有切断气缸安装板,切断气缸安装在所述切断气缸安装板上方,刀架安装板上设有用于切断刀穿出的通道,切断刀与切断气缸的伸出端相连接,切断气缸驱动切断刀在通道内前后移动,在刀架安装板上方固定有盖板,将切断刀上方盖住,在刀架安装板上方前端设有限位块,限位块与刀架安装板前边沿设有空隙,用于料带穿过,在支柱底座的右侧设有废料盒,在切断刀和限位块的右侧设有料道,料道的出口端伸入至废料盒内,将由切断刀切断的料带通过料道送入指废料盒中,在料道的入口端设有吹风座,向料道内进行吹风,向料道内吹出切断料带,所述废料盒置于第二传送带组件末端的下方,接收自第二传送带组件末端传送掉落下来的未装满卡爪的不合格绝缘体。
本发明另外提供一种向后绝缘体孔腔中下卡爪的装配方法,包括以下步骤:
(1)卡爪上料:带有卡爪的料带由料带上料组件和料带进给组件实现按照一定步距L向前输送;
(2)后绝缘体上料:将多个后绝缘体按一定的方向和距离放在绝缘体上料传送机构的第一环形传送带向前运行,通过第一绝缘体上料识别传感器、第二绝缘体上料识别传感器使后绝缘体停在固定的位置,以便绝缘体上料机构进行抓取;
绝缘体上料机构将停在第一环形传送带固定的位置中的后绝缘体夹到四分盘工装机构的第一工位处,此时,开工装机构的开工装气缸伸出,使顶帽顶到四分盘工装机构第一工位的控制开关上,使四分盘工装机构第一工位的夹爪组件打开,使后绝缘体落在圆盘上,此时,开工装机构的开工装气缸收回,致使四分盘工装机构的第一工位处的夹爪组件闭合,夹紧后绝缘体,四分盘工装机构由第一工位转到第二工位,绝缘体上料机构和开工装结构回到初始状态;
(3)视觉拍照定位:当后绝缘体到达四分盘工装机构第二工位时,视觉拍照定位机构会根据第一视觉摄像头的影像情况,判定第一伺服电机是否需要旋转,以调整第一视觉摄像头的焦距;当第一视觉摄像头调整好后,对第二工位上的后绝缘体进行拍照识别,识别出待装卡爪的孔腔、孔腔数量和孔腔位置,然后将此信息传递给三轴伺服机构,这时四分盘工装机构将拍照完成的后绝缘体旋转到第三工位;
(4)下卡爪:此时三轴伺服机构开始准备向第三工位的后绝缘体中下卡爪,三轴伺服机构初始状态时,三轴伺服机构的左夹料夹爪和右夹料夹爪初始位置位于由料带进给组件中卡爪识别传感器对应的卡爪向后数第四个卡爪的上方;
当拍照完成的后绝缘体来到第三工位时,Z轴伺服电机开始转动带动Z轴电缸移动到料带处,到位时停止,此时夹爪气缸闭合,左夹料夹爪和右夹料夹爪夹起卡爪;然后 X轴伺服电机与Y轴伺服电机开始转动,同时X轴电缸和Y轴电缸开始根据视觉拍照定位机构拍照得到的孔腔的位置坐标开始往第一个孔腔上方移动,到位时停止;接着Z轴电缸开始下移到距离后绝缘体上方停止;然后顶杆气缸伸出,顶杆向下顶出卡爪,将卡爪装入后绝缘体的第一个孔腔内,随后顶杆气缸带着顶杆收回,Z轴电缸上移,此时三轴伺服机构回到初始位置,夹爪气缸打开,这时卡爪上料机构向前上一个卡爪,循环上述操作,直到装完视觉拍照机构反馈的孔腔数量为止;
(5)视觉拍照检查:四分盘工装机构将第三工位装完卡爪的后绝缘体旋转到第四工位,视觉拍照检验机构对第四工位上的后绝缘体进行拍照识别,识别后绝缘体中的所有孔腔内是否装满卡爪;
(6)绝缘体下料:绝缘体下料机构上的第二光源给视觉拍照检验机构增加光亮,当视觉拍照检验机构完成拍照检检查时,开工装机构的开工装气缸伸出,使顶帽顶到四分盘工装机构第四工位的控制开关上,使四分盘工装机构第四工位的夹爪组件打开,这时绝缘体下料机构的第二左夹爪和第二右夹爪将后绝缘体夹起放入绝缘体下料传送机构的第二环形传送带上;
绝缘体下料传送机构的绝缘体下料识别传感器根据视觉拍照检验机构的识别信息,向第二传送驱动调节组件的带减速器的伺服电机发出开始转动信号,如果装满,则带减速器的伺服电机正转,第二传送驱动调节组件驱动第二环形传送带向前传递一定距离,如果未装满,则带减速器的伺服电机反转,第二传送驱动调节组件驱动第二环形传送带向后传递一定距离,使后绝缘体从第二环形传送带掉落至不合格零件盒中。
进一步地,所述步骤(1)的料带穿过料带切断机构的刀架安装板和限位块之间的间隙,料带切断机构将多余的料带进行切断。
与现有技术相比,本发明的有益效果在于:本发明向后绝缘体孔腔中下卡爪的自动装配设备及装配方法能够实现卡爪和后绝缘体的自动上料、装配、检验与下料,对于卡爪与后绝缘体的装配工艺具有重要的应用价值。本发明的设备为全自动设备,无需人工操作,安全稳定,解决了手工装配效率低,工作量大,装配方法传统,对操作者熟练度要求高的问题。大大降低了卡爪与后绝缘体的装配时间,提高了产品装配的一致性,避免出现质量问题。
附图说明
图1是本发明的卡爪结构示意图;
图2是本发明的后绝缘体结构示意图;
图3是装配后的后绝缘体与卡爪结构示意图;
图4是图3的A-A向剖视图;
图5是料带的结构示意图;
图6是本发明的自动装配设备结构示意图;
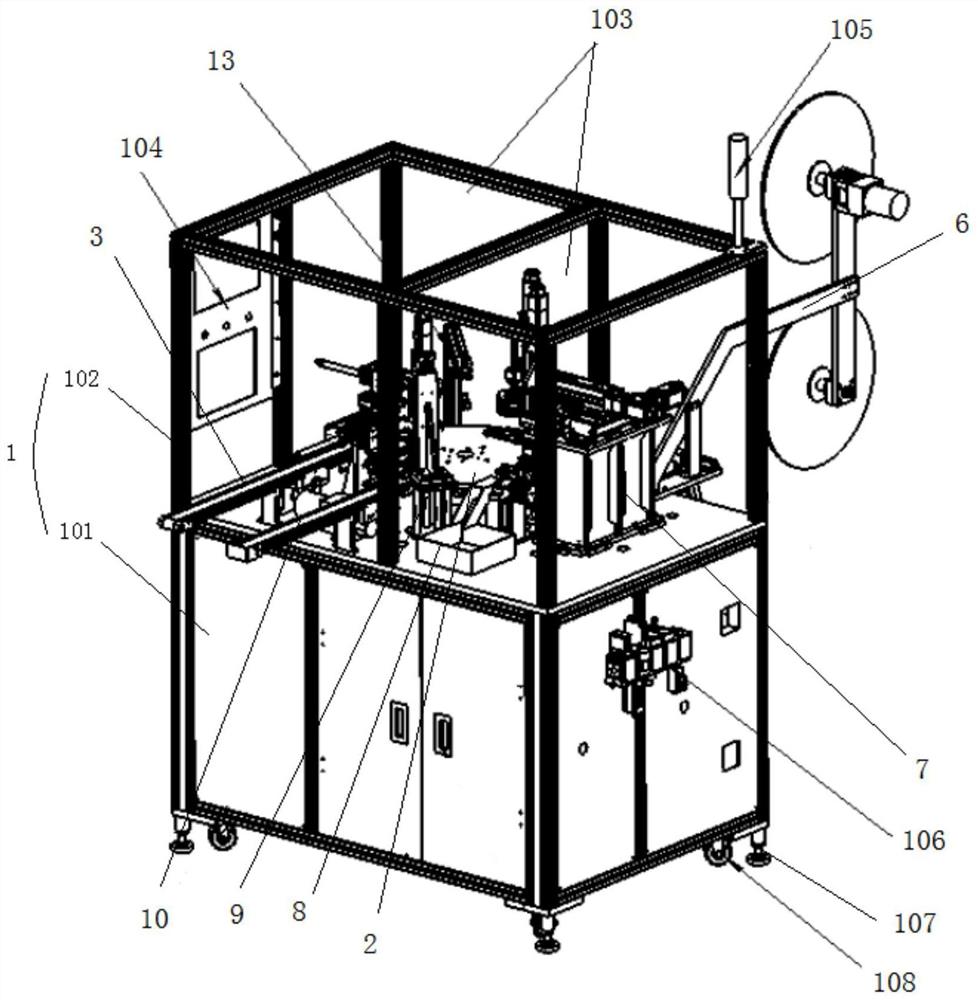
图7是本发明的自动装配设备去罩体后的结构示意图;
图8是四分盘工装机构的结构示意图;
图9是四分盘工装机构中分割器组件与驱动电机的连接结构示意图;
图10是分割器组件中的控制盘结构示意图;
图11是四分盘工装结构中的圆盘组件的上部结构示意图;
图12是四分盘工装结构中的圆盘组件的底部结构示意图;
图13是圆盘组件的卡爪组件的结构示意图;
图14是绝缘体上料传送机构的零件拆解结构示意图;
图15是绝缘体上料传送机构的整体结构示意图;
图16是绝缘体上料机构的结构示意图;
图17是绝缘体上料机构的主视图;
图18是开工装机构的结构示意图;
图19是卡爪上料机构的结构示意图;
图20是料带上料组件的结构示意图;
图21是料带进给组件的结构示意图;
图22是图21中的B处结构放大示意图;
图23是三轴伺服机构的结构示意图;
图24是三轴伺服机构中的夹爪顶料组件结构示意图;
图25是料带切断机构的结构示意图;
图26是绝缘体下料机构的结构示意图;
图27是绝缘体下料传送机构的结构示意图;
图28是视觉拍照定位机构的结构示意图;
图29是视觉拍照检验机构的结构示意图;
图中,100-卡爪;200-后绝缘体;
1-机箱;101-箱体;102-罩体;103-玻璃窗;104-屏幕安装板;105-指示灯;106- 气源处理装置;107-支脚;108-脚轮;
2-四分盘工装机构;201-驱动电机;202-第一电机安装板;203-分割器组件;2031-转接盘;2032-分割器;2033-同步带;2034-同步轮;2035-缺口识别传感器;2036-传感器安装板;2037-控制盘;20371-缺口;204-圆盘组件;2041-圆盘;20411-径向通孔; 2042-夹爪组件;2043-转换器;2044-控制开关;2045-圆盘支柱;
3-绝缘体上料传送机构;301-第一支撑座;302-第二支撑座;303-第一传送带组件;3031-第一环形传送带;3032-第一转轴;3033-第一挡止板;3034-第一型材;3035- 第一支撑平板;304-第一传送驱动调节组件;3041-惰轮连接座;30411-第一腰型孔; 30412-第一螺孔;3042-垂直安装板;3043-惰轮;3044-带减速器的伺服电机;3045-第一电机安装板;3046-型材支撑座;30461-第二腰型孔;30462-第二螺孔;3047-主动轮; 305-第一绝缘体上料识别传感器;306-第二绝缘体上料识别传感器;307-第一传感器安装架;
4-绝缘体上料机构;401-第一底板;402-第一支柱;403-第一安装板;404-第一导轨;405-左挡板;406-右挡板;407-第一圆气缸;408-上料气缸;409-第一垫板;4010- 第一连接板;4011-第一气爪;4012-第一左夹爪;4013-第一右夹爪;4014-第一限位钉; 4015-第一缓冲器;
5-开工装机构;501-第二底板;502-第二支柱;503-开工装气缸;504-顶帽;
6-卡爪上料机构;601-料带上料组件;6011-固定底座;6012-弯臂支撑板;6013-第二连接板;6014-电机安装架;6015-上料电机;6016-第一垫块;6017-带座轴承;6018-轴;6019-挡盘;60110-空料盘;60111-料盘;60112-固定盘;60113-第一压块;60114- 短轴;60115-第一挡板;60116-第二挡板;60117-上传感器安装架;60118-下传感器安装架;60119-上传感器;60120-下传感器;
602-料带进给组件;6021-上料固定支柱;6022-上料滑道;6023-上料挡块;6024-第二压块;6025-压料板;6026-X轴气缸;6027-Y轴气缸;6028-第三连接板;6029-上料夹爪;60210-第二气爪;60211-气爪连接板;60212-上底板;60213-支撑杆;60214- 下底板;60215-卡爪识别传感器;60216-传感器安装架;60217-定位钉安装板;60218- 挡钉板;60219-定位钉;60220-带料块;
7-三轴伺服机构;701-安装底座;702-上固定板;703-X轴电缸;704-X轴伺服电机;705-Y轴电缸;706-Y轴伺服电机;707-第三导轨;708-第三导轨安装板;709-Y 轴电缸安装板;7010-Z轴电缸;7011-Z轴伺服电机;7012-第三联轴器;7013-Z轴电缸转接板;7014-第一Z轴电缸连接板;7015-夹爪顶料组件;70151-第二Z轴电缸连接板; 70152-气缸安装板;70153-顶杆气缸;70154-顶杆安装板;70155-顶杆;70156-夹爪气缸;70157-左夹料夹爪;70158-右夹料夹爪;
8-料带切断机构;801-支柱底座;802-第四支柱;803-切断气缸;804-切断气缸安装板;805-刀架安装板;806-切断刀;807-盖板;808-限位块;809-料道;8010-废料盒;8011-吹风座;
9-绝缘体下料机构;901-支柱底板;902-第三支柱;903-第二安装板;904-第二导轨;905-挡板A;906-挡板B;907-第二圆气缸;908-下料气缸;909-第二垫板;9010- 第四连接板;9011-第三气爪;9012-第二左夹爪;9013-第二右夹爪;9014-第二限位钉; 9015-第二缓冲器;9016-光源连接板;9017-第二光源座;9018-第二光源;
10-绝缘体下料传送机构;1001-第三支撑座;1002-第四支撑座;1003-第二传送带组件;10031-第二环形传送带;10032-第二转轴;10033-第二挡止板;10034-第二型材;10035-第二支撑平板;1004-第二传送驱动调节组件;1005-绝缘体下料识别传感器; 1006-挡料板;
11-视觉拍照定位机构;1101-第三底板;1102-第一支架;1103-第一单轴驱动器;1104-第一单轴驱动器连接块;1105-第一转接板;1106-第一联轴器;1107-第一伺服电机;1108-第二垫块;1109-第三垫块;1110-调节架;1111-第一视觉摄像头安装块;1112- 第一视觉摄像头;1113-第一光源座;1114-第一光源;
12-视觉拍照检验机构;1201-下支柱座;1202-立柱;1203-第四底板;1204-第二支架;1205-第二单轴驱动器;1206-第二单轴驱动器连接块;1207-第二转接板;1208- 第二联轴器;1209-第二伺服电机;12010-第四垫块;12011-第五垫块;12012-第二视觉摄像头安装块;12013-第二视觉摄像头;13-气管架。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
参照图6-图7,一种向后绝缘体孔腔中下卡爪的自动装配设备,该设备包括:
机箱1,在所述机箱1内设有工作台;具体地,所述机箱1包括位于下方的箱体101,箱体101的上表面为工作台,在箱体101的上方安装有罩体102,罩体102为矩形框架结构,罩体102的下方四周均为镂空,罩体102的上方设有玻璃窗103,在罩体102的一侧垂直方向安装有屏幕安装板104,触摸屏、显示屏和开关均设置在屏幕安装板104 上,罩体102的顶端安装有指示灯105,箱体101内放置电控器件和气动器件,剩余空间用于走线,箱体101外部设有气源处理装置106,箱体101底部设有4个支脚107和4个脚轮108,方便机箱1的移动。
四分盘工装机构2,安装在工作台的上方中间位置;以及安装在所述四分盘工装机构2外周的绝缘体上料传送机构3、绝缘体上料机构4、开工装机构5、卡爪上料机构6、三轴伺服机构7、料带切断机构8、绝缘体下料机构9、绝缘体下料传送机构10、视觉拍照定位机构11和视觉拍照检验机构12;所述绝缘体上料传送机构3安装在工作台的一端;所述绝缘体上料机构4安装在所述绝缘体上料传送机构3的末端,用于将绝缘体上料传送机构3中的后绝缘体夹取到四分盘工装机构2上;所述开工装机构5与所述绝缘体上料机构4相邻安装,用于控制四分盘工装机构2夹紧或松开后绝缘体;所述卡爪上料机构6固定在工作台一端,实现料带上的卡爪按一定步距L不断向前输送;所述三轴伺服机构7安装在所述卡爪上料机构6的末端,用于夹取所述卡爪上料机构6输送的卡爪并向四分盘工装机构2上的后绝缘体孔腔内下卡爪;所述料带切断机构8安装在所述三轴伺服机构7的末端,且与所述卡爪上料机构6的出料端位置相对应,用于切断从卡爪上料机构6出来的料带;所述绝缘体下料机构9和绝缘体下料传送机构10依次安装在所述料带切断机构8的末端;视觉拍照定位机构11,安装在所述开工装机构5与卡爪上料机构6之间,用于对四分盘工装机构2上的后绝缘体进行拍照识别;视觉拍照检验机构12,安装在所述料带切断机构8和绝缘体下料机构9之间,用于检验后绝缘体中的所有孔腔是否装满卡爪。
参照图14-图15,所述绝缘体上料传送机构3包括第一支撑座301、第二支撑座302、第一传送带组件303、第一传送驱动调节组件304、第一绝缘体上料识别传感器305、第二绝缘体上料识别传感器306和第一传感器安装架307,所述第一支撑座301和第二支撑座302平行且间隔设置,第一传送带组件303水平架设于所述第一支撑座301和第二支撑座302上方,且第一支撑座301位于进料端,第二支撑座302位于出料端,第一传送驱动调节组件304安装在所述第一传送带组件303的中部,驱动第一传送带组件303 的传动及松紧调节,在所述第二支撑座302上端安装有第一绝缘体上料识别传感器305,在第一传送带组件303的出料端末端安装有第一传感器安装架307,第二绝缘体上料识别传感器306安装在所述第一传感器安装架307上。所述第一传送带组件303包括第一环形传送带3031,在所述第一环形传送带3031的两端圆弧段内分别设有第一转轴3032,在每个第一转轴3032的两端分别通过轴承和C型扣与一对相对称设置的第一挡止板 3033相连接,在所述第一环形传送带3031两侧开口端分别设有第一型材3034,第一型材3034的前后两端分别与同侧的2个第一挡止板3033相固定,在2个第一型材3034 的上方固定有第一支撑平板3035,用于支撑第一环形传送带3031,所述第一支撑座301 和第二支撑座302的上方两端分别与第一环形传送带3031两侧的第一型材3034相固定;所述第一传送驱动调节组件304包括惰轮连接座3041、垂直安装板3042、2个惰轮3043、带减速器的伺服电机3044、第一电机安装板3045、型材支撑座3046和主动轮3047,所述第一环形传送带3031的底部包覆在所述主动轮3047外部,所述主动轮3047的上方间隔设有2个惰轮3043,且2个惰轮3043均与所述第一环形传送带3031外侧接触,所述惰轮连接座3041的上端与第一环形传送带3031一侧的第一型材3034相固定,下端外侧与垂直安装板3042相固定,垂直安装板3042下端通过轴承和C型扣与主动轮3047 的轴端一侧相连接,所述型材支撑座3046的上端与第一环形传送带3031另一侧的第一型材3034相固定,型材支撑座3046的外侧设有第一电机安装板3045,带减速器的伺服电机3044与第一电机安装板3045相连接,带减速器的伺服电机3044的输出端穿过型材支撑座3046与主动轮3047的轴端另一侧相连接,带减速器的伺服电机3044驱动主动轮3047转动,在所述连接座上设有2个第一腰型孔30411,所述型材支撑座3046上设有2个与所述第一腰型孔30411位置相对应的2个第二腰型孔30461,每个惰轮3043 的2个轴端分别置于同侧的第一腰型孔30411和第二腰型孔30461内,在惰轮连接座 3041上在2个第一腰型孔30411的外侧分别设有1个第一螺孔30412,在型材支撑座3046 的2个第二腰型孔30461的外侧分别设有1个第二螺孔30462,在每个第一螺孔30412 和每个第二螺孔30462内均安装有锁紧螺钉,锁紧螺钉与惰轮3043的轴端相抵靠,通过调节锁紧螺栓从而调节2个惰轮3043的位置,进而调节第一环形传送带3031的松紧。
参照图16-图17,所述绝缘体上料机构4包括第一底板401、第一支柱402、第一安装板403、第一导轨404、左挡板405、右挡板406、第一圆气缸407、上料气缸408、第一垫板409、第一连接板4010、第一气爪4011、第一左夹爪4012、第一右夹爪4013、一对第一限位钉4014和一对第一缓冲器4015;所述第一支柱402垂直固定在所述第一底板401一端,第一支柱402的顶端水平固定有第一安装板403,第一安装板403的前端面上水平安装有第一导轨404,第一安装板403的左、右两端分别安装有左挡板405 和右挡板406,所述第一圆气缸407水平安装在左挡板405上,第一圆气缸407与所述第一垫板409连接,第一垫板409前端与上料气缸408固定,第一垫板409与第一导轨 404可滑动连接,第一圆气缸407驱动第一垫板409带动上料气缸408沿第一导轨404 沿水平方向左右移动,所述上料气缸408底端通过第一连接板4010与第一气爪4011连接,第一气爪4011下端与第一左夹爪4012和第一右夹爪4013连接,上料气缸408驱动第一左夹爪4012与第一右夹爪4013开合,在所述左挡板405与右挡板406的内侧的交叉位置分别设有一对第一限位钉4014和一对第一缓冲器4015,分别与第一垫板409 的左、右两端相配合对第一垫板409的左、右移动位置进行限位与缓冲。
参照图8,所述四分盘工装机构2包括驱动电机201、第一电机安装板202、分割器组件203和圆盘组件204,所述驱动电机201通过第一电机安装板202固定,所述驱动电机201的输出端与分割器组件203相连接,圆盘组件204设置在分割器组件203上方且与分割器组件203相连接,驱动电机201旋转一周带动分割器组件203旋转90°,从而带动圆盘组件204旋转90°。
参照图9,所述分割器组件203包括转接盘2031、分割器2032、同步带2033、同步轮2034、缺口识别传感器2035、传感器安装板2036和控制盘2037,所述分割器2032 的转轴通过同步轮2034与同步带2033与所述驱动电机201的输出端相连接,分割器 2032的转轴另一端与带有缺口的控制盘2037相连接,分割器2032的上方设有转接盘 2031,在工作台上方相邻近控制盘2037处安装有传感器安装板2036,传感器安装板2036 上安装有用于识别控制盘2037缺口20371(参照图10)的缺口识别传感器2035,驱动电机201旋转一周,通过同步轮2034传递给分割器2032,分割器2032的转轴也相应旋转一周,当缺口识别传感器2035识别到控制盘2037旋转的缺口时,便会向驱动电机201 传递停止信号,使驱动电机201停止输入动力,此时分割器2032上方的转接盘2031正好旋转90°。
参照图11-图12,所述圆盘组件204包括圆盘2041、4个夹爪组件2042、转换器2043、4个控制开关2044和圆盘支柱2045,在所述圆盘2041的底面中心安装有圆盘支柱2045,圆盘支柱2045与分割器组件203的转接盘2031相连接,转接盘2031通过圆盘支柱2045带动圆盘2041同步旋转,在所述圆盘2041上沿圆周方向均匀分布有1个夹爪组件2042,每个夹爪组件2042的旁边安装有1个控制开关2044,在圆盘支柱2045 的外周的圆盘2041上设有4个沿圆周平均分布的径向通孔20411,作为过气管孔,在圆盘2041上还设有1个转换器2043,气泵上的主气管与气管架13连接并通过转换器2043 被分成4个支气管,4个支气管分别自上方向下穿过圆盘2041上的径向通孔20411,分别连接到每个控制开关2044的控制中心孔,控制开关通过换阀控制夹爪组件的开闭。控制开关2044的一个气孔连接到夹爪组件2042上的入气孔,控制开关2044的另一个气孔连接到夹爪组件2042上的出气孔,控制开关2044上的另外两个气孔可安装消音器,控制开关2044通过开工装机构5的触碰实现换阀作用,从而控制夹爪组件2042的闭合。夹爪组件2042的结构参照图13,当圆盘2041转动时,由于转换器2043的设置,4个支气管和主气管也会随之圆盘2041转动而转动,这样就不会使气管打结。所述圆盘组件204上的4个夹爪组件2042的位置,分别与绝缘体上料机构4、视觉拍照定位机构 11、绝缘体下料机构9和视觉拍照检验机构12的位置相对应,分别作为第一工位、第二工位、第三工位和第四工位。
参照图18,所述开工装机构5包括第二底板501、第二支柱502、开工装气缸503 和顶帽504,所述第二支柱502垂直固定在所述第二底板501的一端,所述开工装气缸 503水平安装在所述第二支柱502的顶端,在所述开工装气缸503的前端安装有顶帽504,开工装气缸503伸缩控制顶帽504的前后运动,顶帽504与四分盘工装机构2的圆盘2041 上的控制开关2044触碰或分离,从而控制相应的夹爪组件2042的开合。
参照图19,所述卡爪上料机构6包括料带上料组件601和料带进给组件602,参照图20,所述料带上料组件601包括固定底座6011、弯臂支撑板6012、第二连接板6013、电机安装架6014、上料电机6015、第一垫块6016、带座轴承6017、2个轴6018、挡盘 6019、空料盘60110、料盘60111、固定盘60112、第一压块60113、短轴60114、第一挡板60115、第二挡板60116、上传感器安装架60117、下传感器安装架60118、上传感器60119和下传感器60120,所述固定底座6011固定在工作台靠边缘位置的上方,弯臂支撑板6012包括与固定底座6011上方相固定的倾斜段以及与第二连接板6013相固定的水平段,水平段置于工作台的外侧,水平段的末端与第二连接板6013相垂直固定,第二连接板6013的上、下两端均依次安装有第一垫块6016和带座轴承6017,带座轴承 6017分别与1个轴6018相连接,2个轴6018上分别安装有挡盘6019,上端的轴6018 上安装有空料盘60110,下端的轴6018上安装有料盘60111,在2个轴6018上均安装有固定盘60112,将空料盘60110和料盘60111的轴向位置固定,上端的带座轴承6017 后方安装有上料电机6015,上料电机6015与电机安装架6014连接,上料电机6015驱动轴6018转动从而带动空料盘60110转动;固定底座6011的外侧末端上方设有第一压块60113,第一压块60113与短轴60114的一端连接,短轴60114的另一端与上传感器安装架60117可转动连接,上传感器安装架60117的两侧分别可转动地安装有第一挡板 60115和第二挡板60116,下传感器安装架60118可转动地安装在第一挡板60115和第二挡板60116的底端之间,所述上传感器60119安装在上传感器安装架60117上,下传感器60120安装在下传感器安装架60118上;所述料盘60111上缠绕有料带,空料盘 60110上缠绕有纸带,料带自第一挡板60115和第二挡板60116之间的空隙传送至料带进给组件602中,输送料带时,料带会不断靠近上传感器60119,当到达一定距离时,上传感器60119会给上料电机6015传递开始信号,使上料电机6015转动,同时空料盘 60110一起转动,通过纸带拽动料盘60111转动送料,当送料到达下传感器60120的一定距离时,下传感器60120又会给上料电机6015传递结束信号,使上料电机6015停止转动,防止料带输送过多;
参照图21-图22,所述料带进给组件602包括2个上料固定支柱6021、上料滑道6022、2个上料挡块6023、2个第二压块6024、压料板6025、X轴气缸6026、Y轴气缸 6027、第三连接板6028、上料夹爪6029、第二气爪60210、气爪连接板60211、上底板 60212、4个支撑杆60213、下底板60214、卡爪识别传感器60215、传感器安装架60216、定位钉安装板60217、挡钉板60218、定位钉60219和带料块60220;所述2个上料固定支柱6021间隔垂直固定在工作台上,上料滑道6022水平安装在2个上料固定支柱6021 上,且上料滑道6022的进口端与自料带上料组件601输出的料带位置相对应,使料带可顺利进入上料滑道6022上,在上料滑道6022上方沿水平方向通过2个第二压块6024 固定有2个上料挡块6023,2个上料挡块6023之间设有用于料带通过的间隙,在所述2 个上料挡块6023上方还固定有压料板6025,在上料滑道6022出口端末端前方的工作台上固定有下底板60214,下底板60214上方四角处分别安装有1个支撑杆60213,4个支撑杆60213的上方与上底板60212相固定,上底板60212的前端垂直安装有气爪连接板 60211,气爪连接板60211前方安装有第二气爪60210,第二气爪60210的上方设有用于夹取料带的上料夹爪6029,在上底板60212的上方安装有X轴气缸6026,X轴气缸6026 的伸出端与第三连接板6028相连接,第三连接板6028的上方沿长度方向设有凹槽,在凹槽内安装有带料块60220,带料块60220与第三连接板6028之间具有用于料带穿过的空隙,在X轴气缸6026的上方设有Y轴气缸6027,Y轴气缸6027的伸出端与挡钉板60218 和定位钉安装板60217相连接,定位钉安装板60217的前端安装有2个定位钉60219,2个定位钉60219之间的间距与料带的步距L相应(料带的结构参照图5),同时X轴气缸6026的位移量调整为料带的步距L,在上料滑道6022的出口端上方还安装有传感器安装架60216,在传感器安装架60216上设有卡爪识别传感器60215,用于判定当前位置是否有卡爪并传递给三轴伺服机构7。
参照图28,所述视觉拍照定位机构11包括第三底板1101、第一支架1102、第一单轴驱动器1103、第一单轴驱动器连接块1104、第一转接板1105、第一联轴器1106、第一伺服电机1107、第二垫块1108、第三垫块1109、调节架1110、第一视觉摄像头安装块1111、第一视觉摄像头1112、第一光源座1113和第一光源1114;所述第三底板1101 固定在工作台上,第三底板1101的一端垂直固定有第一支架1102,第一支架1102前方与所述第一单轴驱动器1103相连接,第一单轴驱动器1103的上方设有第一伺服电机 1107,第一伺服电机1107通过第一联轴器1106与第一转接板1105与第一单轴驱动器 1103相连接,第一单轴驱动器1103的前方与第一单轴驱动器连接块1104相连接,第一单轴驱动器连接块1104的前方依次与第二垫块1108、第三垫块1109和调节架1110相连接,调节架1110的前方安装有第一视觉摄像头安装块1111,第一视觉摄像头安装块 1111的前方安装有第一视觉摄像头1112,调节架1110的底端安装有第一光源座1113,第一光源座1113的底端安装有第一光源1114,第一视觉摄像头1112位于第一光源座 1113的正上方,第一视觉摄像头1112对四分盘工装机构2上的后绝缘体进行拍照,焦距可由第一单轴驱动器1103调节,对后绝缘体内孔腔的数量、位置和直径大小识别,然后传递给三轴伺服机构7。
参照图23,所述三轴伺服机构7包括安装底座701、上固定板702、2个X轴电缸 703、X轴伺服电机704、Y轴电缸705、Y轴伺服电机706、第三导轨707、第三导轨安装板708、Y轴电缸安装板709、Z轴电缸7010、Z轴伺服电机7011、第三联轴器7012、 Z轴电缸转接板7013、第一Z轴电缸连接板7014和夹爪顶料组件7015,所述上固定板 702设置在安装底座701上,2个X轴电缸703同向且并排固定在上固定板702上,在其中1个X轴电缸703与X轴伺服电机704相连接,所述Y轴电缸705的底部安装有Y 轴电缸安装板709,Y轴电缸安装板709与所述2个X轴电缸703的滑块连接,Y轴电缸 705的末端安装有Y轴伺服电机706,在所述Y轴电缸安装板709的外侧沿Y轴方向安装有第三导轨安装板708,在第三导轨安装板708上安装有第三导轨707,Y轴电缸705 前端安装有第一Z轴电缸连接板7014,第一Z轴电缸连接板7014同时与第三导轨707 相连接,在第一Z轴电缸连接板7014的前端安装有Z轴电缸7010,Z轴电缸7010的上端安装有Z轴电缸转接板7013、第三联轴器7012及Z轴伺服电机7011,Z轴电缸7010 的下端安装有夹爪顶料组件7015,夹爪顶料组件7015将卡爪下到四分盘工装机构2第三工位的绝缘体孔腔内。
参照图24,所述夹爪顶料组件7015包括第二Z轴电缸连接板70151、气缸安装板70152、顶杆气缸70153、顶杆安装板70154、顶杆70155、夹爪气缸70156、左夹料夹爪70157和右夹料夹爪70158;所述第二Z轴电缸连接板70151与所述Z轴电缸的下端连接,在所述第二Z轴电缸连接板70151的下端安装有气缸安装板70152,在所述气缸安装板70152的下方从前到后依次安装有夹爪气缸70156和顶杆气缸70153,在所述夹爪气缸70156的下方安装有左夹料夹爪70157和右夹料夹爪70158,夹爪气缸70156驱动左夹料夹爪70157和右夹料夹爪70158的开合,在顶杆气缸70153的下方安装有L型的顶杆安装板70154,顶杆安装板70154前端下方垂直安装有顶杆70155,顶杆70155 置于左夹料夹爪70157和右夹料夹爪70158的中间位置,顶杆气缸70153驱动顶杆安装板70154上下运动,从而带动顶杆70155的伸缩,当左夹料夹爪70157和右夹料夹爪 70158夹取卡爪到绝缘体的孔腔上方时,顶杆气缸70153驱动顶杆70155向下伸出,顶着卡爪进入孔腔内,并送入到底,实现向绝缘体孔腔内下卡爪。
参照图29,所述视觉拍照检验机构12包括下支柱座1201、4个立柱1202、第四底板1203、第二支架1204、第二单轴驱动器1205、第二单轴驱动器连接块1206、第二转接板1207、第二联轴器1208、第二伺服电机1209、第四垫块12010、第五垫块12011、第二视觉摄像头安装块12012和第二视觉摄像头12013;所述下支柱座1201固定在工作台上,下支柱座1201的上方四角处分别垂直有1个立柱1202,4个立柱1202的上方固定有第四底板1203,第四底板1203的上方垂直固定有第二支架1204,第二支架1204 前方与所述第二单轴驱动器1205相连接,第二单轴驱动器1205的上方设有第二伺服电机1209,第二伺服电机1209通过第二联轴器1208与第二转接板1207与第二单轴驱动器1205相连接,第二单轴驱动器1205的前方与第二单轴驱动器连接块1206相连接,第二单轴驱动器连接块1206的前方依次与第四垫块12010、第五垫块12011相连接,第五垫块12011的前方安装有第二视觉摄像头安装块12012,第二视觉摄像头安装块12012 的前方安装有第二视觉摄像头12013,第二视觉摄像头12013对四分盘工装机构2上装完卡爪后的后绝缘体进行拍照,焦距可由第二单轴驱动器1205调节,看后绝缘体孔腔内卡爪是否装满,然后向绝缘体下料传送机构10传递信息。
参照图26,所述绝缘体下料机构9包括支柱底板901、第三支柱902、第二安装板903、第二导轨904、挡板A905、挡板B906、第二圆气缸907、下料气缸908、第二垫板 909、第四连接板9010、第三气爪9011、第二左夹爪9012、第二右夹爪9013、一对第二限位钉9014、一对第二缓冲器9015、光源连接板9016、第二光源座9017和第二光源 9018;所述支柱底板901固定在工作台上,第三支柱902垂直固定在所述支柱底板901 上方一端,第三支柱902的顶端水平固定有第二安装板903,第二安装板903的前端面上水平安装有第二导轨904,第二安装板903的左、右两端分别安装有挡板A905和挡板 B906,所述第二圆气缸907水平安装在挡板A905上,第二圆气缸907与所述第二垫板 909连接,第二垫板909前端与下料气缸908固定,第二垫板909与第二导轨904可滑动连接,第二圆气缸907驱动第二垫板909带动下料气缸908沿第二导轨904沿水平方向左右移动,所述下料气缸908前端通过第二连接板6013与第三气爪9011连接,第三气爪9011下端与第二左夹爪9012和第二右夹爪9013连接,下料气缸908驱动第二左夹爪9012与第二右夹爪9013开合,在所述挡板A905与挡板B906的内侧的交叉位置分别设有一对第二限位钉9014和一对第二缓冲器9015,分别与第二垫板909的左、右两端相配合对第二垫板909的左、右移动位置进行限位与缓冲,在第四连接板9010的右侧上方固定有光源连接板9016,光源连接板9016的末端与第二光源座9017相连接,第二光源座9017底端安装有第二光源9018,当视觉拍照检验机构12完成时,由第二左夹爪9012、第二右夹爪9013夹起后绝缘体放入绝缘体下料传送机构10上,输出装配完成的绝缘体。
参照图27,所述绝缘体下料传送机构10包括第三支撑座1001、第四支撑座1002、第二传送带组件1003、第二传送驱动调节组件1004、绝缘体下料识别传感器1005和挡料板1006,所述第三支撑座1001和第四支撑座1002平行且间隔设置,第二传送带组件 1003水平架设于所述第三支撑座1001和第四支撑座1002上方,第二传送驱动调节组件 1004安装在所述第二传送带组件1003的中部,驱动第二传送带组件1003的传动及松紧调节,在所述第四支撑座1002上端安装有绝缘体下料识别传感器1005,所述挡料板1006 安装在第二传送带组件1003的前端;所述第二传送带组件1003包括第二环形传送带 10031,在所述第二环形传送带10031的两端圆弧段内分别设有第二转轴10032,在每个第二转轴10032的两端分别通过轴承和C型扣与一对相对称设置的第二挡止板10033相连接,在所述第二环形传送带10031两侧开口端分别设有第二型材10034,第二型材 10034的前后两端分别与同侧的2个第二挡止板10033相固定,在2个第二型材10034 的上方固定有第二支撑平板10035,用于支撑第二环形传送带10031,所述第三支撑座 1001和第四支撑座1002的上方两端分别与第二环形传送带10031两侧的第二型材10034 相固定;所述第二传送驱动调节组件1004与绝缘体上料传送机构3中的第一传送驱动调节组件304结构相同,在此不再赘述。
参照图25,所述料带切断机构8包括支柱底座801、2个第四支柱802、切断气缸803、切断气缸安装板804、刀架安装板805、切断刀806、盖板807、限位块808、料道 809、废料盒8010和吹风座8011,所述支柱底座801固定在工作台上,2个第四支柱802 垂直固定在支柱底座801上方,2个第四支柱802上方固定有刀架安装板805,支柱底座801后端上方垂直固定有切断气缸安装板804,切断气缸803安装在所述切断气缸安装板804上方,刀架安装板805上设有用于切断刀806穿出的通道,切断刀806与切断气缸803的伸出端相连接,切断气缸803驱动切断刀806在通道内前后移动,在刀架安装板805上方固定有盖板807,将切断刀806上方盖住,在刀架安装板805上方前端设有限位块808,限位块808与刀架安装板805前边沿设有空隙,用于料带穿过,在支柱底座801的右侧设有废料盒8010,在切断刀806和限位块808的右侧设有料道809,料道809的出口端伸入至废料盒8010内,将由切断刀806切断的料带通过料道809送入指废料盒8010中,在料道809的入口端设有吹风座8011,向料道809内进行吹风,向料道809内吹出切断料带,所述废料盒8010置于第二传送带组件1003末端的下方,接收自第二传送带组件1003末端传送掉落下来的未装满卡爪的不合格绝缘体。
本发明另外提供一种向后绝缘体孔腔中下卡爪的装配方法,包括以下步骤:
(1)卡爪上料:带有卡爪的料带由料带上料组件601和料带进给组件602实现按照一定步距L向前输送;所述步骤(1)的料带穿过料带切断机构8的刀架安装板805 和限位块808之间的间隙,料带切断机构8将多余的料带进行切断;
(2)后绝缘体上料:将多个后绝缘体按一定的方向和距离放在绝缘体上料传送机构3的第一环形传送带3031向前运行,通过第一绝缘体上料识别传感器305、第二绝缘体上料识别传感器306使后绝缘体停在固定的位置,以便绝缘体上料机构4进行抓取;
绝缘体上料机构4将停在第一环形传送带3031固定的位置中的后绝缘体夹到四分盘工装机构2的第一工位处,此时,开工装机构5的开工装气缸503伸出,使顶帽504 顶到四分盘工装机构2第一工位的控制开关2044上,使四分盘工装机构2第一工位的夹爪组件2042打开,使后绝缘体落在圆盘2041上,此时,开工装机构5的开工装气缸 503收回,致使四分盘工装机构2的第一工位处的夹爪组件2042闭合,夹紧后绝缘体,四分盘工装机构2由第一工位转到第二工位,绝缘体上料机构4和开工装结构回到初始状态;
(3)视觉拍照定位:当后绝缘体到达四分盘工装机构2第二工位时,视觉拍照定位机构11会根据第一视觉摄像头1112的影像情况,判定第一伺服电机1107是否需要旋转,以调整第一视觉摄像头1112的焦距;当第一视觉摄像头1112调整好后,对第二工位上的后绝缘体进行拍照识别,识别出待装卡爪的孔腔、孔腔数量和孔腔位置,然后将此信息传递给三轴伺服机构7,这时四分盘工装机构2将拍照完成的后绝缘体旋转到第三工位;
(4)下卡爪:此时三轴伺服机构7开始准备向第三工位的后绝缘体中下卡爪,三轴伺服机构7初始状态时,三轴伺服机构7的左夹料夹爪70157和右夹料夹爪70158初始位置位于由料带进给组件602中卡爪识别传感器60215对应的卡爪向后数第四个卡爪的上方;当拍照完成的后绝缘体来到第三工位时,Z轴伺服电机7011开始转动带动Z 轴电缸移动到料带处,到位时停止,此时夹爪气缸70156闭合,左夹料夹爪70157和右夹料夹爪70158夹起卡爪;然后X轴伺服电机704与Y轴伺服电机706开始转动,同时 X轴电缸703和Y轴电缸705开始根据视觉拍照定位机构11拍照得到的孔腔的位置坐标开始往第一个孔腔上方移动,到位时停止;接着Z轴电缸开始下移到距离后绝缘体上方停止;然后顶杆气缸70153伸出,顶杆70155向下顶出卡爪,将卡爪装入后绝缘体的第一个孔腔内,随后顶杆气缸70153带着顶杆70155收回,Z轴电缸上移,此时三轴伺服机构7回到初始位置,夹爪气缸70156打开,这时卡爪上料机构6向前上一个卡爪,循环上述操作,直到装完视觉拍照机构反馈的孔腔数量为止;
(5)视觉拍照检查:四分盘工装机构2将第三工位装完卡爪的后绝缘体旋转到第四工位,视觉拍照检验机构12对第四工位上的后绝缘体进行拍照识别,识别后绝缘体中的所有孔腔内是否装满卡爪;
(6)绝缘体下料:绝缘体下料机构9上的第二光源9018给视觉拍照检验机构12 增加光亮,当视觉拍照检验机构12完成拍照检检查时,开工装机构5的开工装气缸503 伸出,使顶帽504顶到四分盘工装机构2第四工位的控制开关2044上,使四分盘工装机构2第四工位的夹爪组件2042打开,这时绝缘体下料机构9的第二左夹爪9012和第二右夹爪9013将后绝缘体夹起放入绝缘体下料传送机构10的第二环形传送带10031上;
绝缘体下料传送机构10的绝缘体下料识别传感器1005根据视觉拍照检验机构12的识别信息,向第二传送驱动调节组件1004的带减速器的伺服电机3044发出开始转动信号,如果装满,则带减速器的伺服电机3044正转,第二传送驱动调节组件1004驱动第二环形传送带10031向前传递一定距离,如果未装满,则带减速器的伺服电机3044 反转,第二传送驱动调节组件1004驱动第二环形传送带10031向后传递一定距离,使后绝缘体从第二环形传送带10031掉落至不合格零件盒中。
本发明各个机构的动作过程详细描述如下:
1、卡爪上料机构:首先是准备工作,将料带经由料带上料组件601进入料带进给组件602中的上料滑道6022、途经2个上料挡块6023之间的间隙,向前输送到连接板6028与带料块60220之间的间隙,接着经过上料夹爪6029,最后穿过料带切断机构8 处刀架安装板805和限位块808之间的间隙。Y轴气缸6027推进将2个定位钉60219 穿过料带上的步距L孔里(步距L孔参照图5所示的料带中的相邻两个孔),料带进给组件602中的卡爪识别传感器60215对应的卡爪为初始位置,该卡爪一般为从料带最前端向后数第五个卡爪,料带最前端的四个卡爪一般全部切掉,以便于上料夹爪6029闭合将料带夹住,至此,卡爪上料机构的准备工作完成。在后续卡爪上料动作时,该机构初始状态是将Y轴气缸6027为伸出状态、X轴气缸6026为收回状态,卡爪识别传感器 60215为常开状态,第二气爪60210为闭合状态。当上料时,首先第二气爪60210带动上料夹爪6029打开,X轴气缸6026伸出使料带向前输送,然后第二气爪60210关闭,上料夹爪6029夹紧料带,接着Y轴气缸6027收回,使定位钉60219不限制料带;接着 X轴气缸6026收回到初始位置;最后Y轴气缸6027伸出,使定位钉60219固定住料带,这样便完成一次上料,重复上料时,只需循环上述动作即可。当料带上到一定程度,料带达到上传感器60119的设定距离时,上传感器60119发出信号给上料电机6015,上料电机6015转动带动空料盘60110转动,空料盘60110通过纸带使料盘转动上料,当料带到达下传感器60120设定距离时,下传感器60120会给上料电机6015传递停止信息,动作停止,如此循环。
2、绝缘体上料传送机构:该机构可实现对不同型号的后绝缘体进行上料,通过前期将该型号的后绝缘体的直径输入到系统中,初始状态时,带减速器的伺服电机3044 转动,第一环形传送带3031向前运行,第一绝缘体上料识别传感器305和第二绝缘体上料识别传感器306为常开状态,将多个后绝缘体按一定距离放到第一环形传送带3031 上,当后绝缘体经过第一绝缘体上料识别传感器305时,系统就会判定出第一环形传送带3031传送到第二绝缘体上料识别传感器306位置的距离,不同型号的后绝缘体直径不同,距离也就不同,这样就避免了不同型号后绝缘体到达限定位置距离不同的问题;当到第二绝缘体上料识别传感器306时,此时带减速器的伺服电机3044停止转动,第一环形传送带3031为静止状态,至此,该组动作结束,当后绝缘体被绝缘体上料机构4 从第一环形传送带3031上取走后,各电气件回到初始状态,准备下一个动作循环。这样当一种后绝缘体安装完时,要换另一直径不同的后绝缘体时,只需将直径输入系统即可,不用切换程序,这样避免了调试时间,提高生产效率。
3.绝缘体上料机构:初始状态时,第一圆气缸407、上料气缸408均为收回状态,第一气爪4011为打开状态。首先,上料气缸408伸出,使第一左夹爪4012和第一右夹爪4013位置到达后绝缘体的可夹位置处;然后第一气爪4011带动第一左夹爪4012和第一右夹爪4013闭合,夹住后绝缘体;接着上料气缸408收回,使第一气爪4011回到初始位置;然后第一圆气缸407伸出,使第一垫板409带着第一左夹爪4012和第一右夹爪4013运行到第一限位钉4014的位置,也就是到达四分盘工装机构5的第一工位处,此时,开工装机构5的开工装气缸503伸出,使顶帽504顶到四分盘工装机构2的控制开关上,使四分盘工装机构2第一工位的夹爪组件2042打开;接着本机构中的上料气缸408伸出,使第一气爪4011带动第一左夹爪4012和第一右夹爪4013贴近圆盘2041;然后第一气爪4011带动第一左夹爪4012和第一右夹爪4013打开,使后绝缘体落在圆盘2041上;接着上料气缸408收回,第一气爪4011闭合;此时,开工装机构5的开工装气缸503收回,致使四分盘工装机构2的第一工位处的夹爪组件2042闭合,夹紧后绝缘体;为了避免后绝缘体没有完全贴近圆盘,该机构的上料气缸408伸出,使闭合的第一左夹爪4012和第一右夹爪4013顶在后绝缘体上,开工装机构5开工装气缸503伸出,四分盘工装机构第一工位夹爪组件2042打开,然后开工装气缸503收回,四分盘工装机构2第一工位夹爪组件2042闭合,这样可保证后绝缘体完全贴在圆盘上;接着本机构的上料气缸408收回,第一圆气缸407也收回。至此,动作已完成,等四分盘工装机构第一工位转到第二工位完成后,各气缸已回到初始位置,准备下一个动作循环。
4.四分盘工装机构:初始状态时,圆盘2041上的夹爪组件2042均为闭合状态,驱动电机201为停止状态,缺口识别传感器2035为常开状态(但由于有控制盘2037盘面阻挡,此时传感器信号未接通)。当后绝缘体已放到第一工位,绝缘体上料机构4中的第一左夹爪4012和第一右夹爪4013回到原始位置,便说明第一工位完成,此时系统会给驱动电机201信号,开始转动,通过同步轮2034带动分割器2032转动,分割器2032 的输出轮带动控制盘2037转动,当旋转到控制盘面缺口处,缺口识别传感器2035信号接通,此时,缺口识别传感器2035信号传递给驱动电机201停止转动,分割器2032正好旋转90°,到达第二工位。至此,动作已完成,等视觉拍照定位机构11进行下一工作完成后,准备下一个动作循环(每一个工位上的旋转皆如此,但是当四个工位上有件时,要当最慢的工位完成时,才能旋转,使其进入下一个工位)。
5.视觉拍照定位机构:初始状态时,第一伺服电机1107停止状态。当后绝缘体到达四分盘工装机构2第二工位时,本机构会随第一视觉摄像头1112收集的影像情况,判定第一伺服电机1107是否需要旋转,以调整第一单轴驱动器1103上的第一视觉摄像头1112的焦距;当第一视觉摄像头1112调整好后,对第二工位上的后绝缘体进行拍照识别,识别出待装卡爪的孔腔、孔腔数量和孔腔位置,然后将此信息传递给三轴伺服机构7,至此,动作已完成,等四分盘工装机构2将拍完照的后绝缘体旋转到第三工位,三轴伺服机构7开始下卡爪时,准备下一个动作循环。
6.三轴伺服机构:初始状态时,其左夹料夹爪70157和右夹料夹爪70158位置固定在与卡爪上料机构6中卡爪识别传感器60215对应的卡爪上方,三轴伺服电机7停止状态,顶杆气缸70153收回状态,夹爪气缸70156打开状态。当完成拍照定位,后绝缘体来到第三工位时,Z轴伺服电机7011开始转动带动Z轴电缸7010移动到料带处,到位时停止,此时夹爪气缸70156闭合,左夹料夹爪70157和右夹料夹爪70158夹起卡爪;然后X轴伺服电机704与Y轴伺服电机706开始转动,同时X轴电缸703和Y轴电缸705 开始根据视觉拍照定位机构11识别的待装卡爪孔腔的位置坐标开始往第一个孔腔上方移动,到位时停止;接着Z轴电缸7010开始下移到距离后绝缘体面上一定的距离时停止;然后顶杆气缸70153伸出,顶杆70155向下顶出卡爪,进入后绝缘体孔腔内,顶杆气缸70153带着顶杆70155收回,Z轴电缸7010上移到安全位置,让三轴伺服机构7 回到初始位置,夹爪气缸70156打开,卡爪上料机构6向前上一个卡爪,开始循环工作,直到装完视觉拍照反馈的孔腔数量为止。至此,动作完成,等待四分盘工装机构旋转到第四工位,视觉拍照检验机构开始工作时,各电气件已回到初始位置,准备下一个动作循环。
7.视觉拍照验查机构:初始状态时,第二伺服电机1209停止状态。当后绝缘体到达四分盘工装机构第四工位时,此时视觉拍照验查机构会借助绝缘体下料机构9初始位置的第二光源,本机构会随第二视觉摄像头12013收集的影像情况,判定第二伺服电机 1209是否需要旋转,以调整第二单轴驱动器1205上的第二视觉摄像头12013的焦距;当第二视觉摄像头12013调整好后,对后绝缘体进行拍照识别,识别出后绝缘体孔腔内是否装满卡爪,然后将此信息传递给绝缘体下料传送机构10的第二传送驱动调节组件中1004的带减速器的伺服电机3044(如果装满,则带减速器的伺服电机3044正转,第二环形传送带10031向前传递一定距离,如果未装满,则第二传送驱动调节组件中1004 的带减速器的伺服电机3044反转,第二环形传送带10031向后传递一定距离,使后绝缘体从第二环形传送带掉落至不合格零件盒(放置在第二环形传送带的末端下方)中,至此,动作已完成,等绝缘体下料机构将后绝缘体夹出时,准备下一个动作循环。
8.绝缘体下料机构:初始状态时,第二圆气缸907收回,第二光源9018正好处在四分盘工装机构第四工位后绝缘体的上方,第三气爪9011打开,第二左夹爪9012和第二右夹爪9013正好位于绝缘体下料传送机构10的第四支撑座1002的上方,下料气缸 908为闭合状态。当视觉拍照检验机构12完成后,第二圆气缸907伸出,使第四连接板 9010顶在第二限位钉9014上,使第二左夹爪9012和第二右夹爪9013正好位于后绝缘体的上方,此时,开工装机构5的开工装气缸503伸出,使顶帽504顶到四分盘工装机构的控制开关上,使四分盘工装机构第四工位的夹爪组件打开,然后本机构下料气缸908 伸出,使第二左夹爪9012和第二右夹爪9013向下移动一定距离,接着第三气爪9011 关闭,第二左夹爪9012和第二右夹爪9013夹取后绝缘体,接着下料气缸908收回,使第二左夹爪9012和第二右夹爪9013上移,然后第二圆气缸907收回,使后绝缘体来到第四支撑座1002所在的第二环形传送带10031上方,此时,开工装气缸503收回,四分盘工装机构第四工位的夹爪组件闭合,接着,下料气缸908伸出,使后绝缘体放到第二环形传送带10031上,然后第三气爪9011带动第二左夹爪9012和第二右夹爪9013 打开,下料气缸908收回,回到初始位置。至此,动作完成,等待将装配完的后绝缘体放到绝缘体下料传送机构的第二环形传送带10031上传送时,准备下一个循环。
9.绝缘体下料传送机构:初始状态时,第二传送驱动调节组件1004的带减速器的伺服电机3044停止,绝缘体下料识别传感器1005为常开状态。当将装配好的后绝缘体放在第二环形传送带10031上时,绝缘体下料识别传感器1005会向第二传送驱动调节组件1004的带减速器的伺服电机3044发出开始转动信号,依据视觉拍照检验机构传递的信息结果,如果装满,则第二传送驱动调节组件1004的带减速器的伺服电机3044正转,第二环形传送带10031向前传递一定距离后停止,如果未装满,则第二传送驱动调节组件1004的带减速器的伺服电机3044反转,第二环形传送带10031向后传递一定距离,使后绝缘体掉落进入不合格盒中,减速器的伺服电机3044停止,至此,动作完成,当绝缘体下料识别传感器1005识别到有装配好的后绝缘体落下时,准备下一个循环。
10.料带切断机构:初始状态时,切断气缸803收回状态。当料带不断进料时,多余的料带会经过本机构,因此当上料一定数量时,切断气缸803伸出,带动切断刀806 切断料带,然后切断气缸803收回,料带落在料道809上,为防止料带没有滑到废品盒里,而是在料道809里堆积,在一定时间时,将气通过吹风座,吹出废料,滑落到废料盒8010中,至此,动作完成,如此循环。
本发明的卡爪上料机构可实现对料带的自动上料,并通过料带进给组件中的卡爪识别传感器60215实现对当前位置有无卡爪的判定,避免后续夹取卡爪时空夹,影响效率;在带料上料组件中的上传感器60119和下传感器60120,可控制料带输送的量,避免送料多而造成堆积,也避免送料少,对料带进给组件造成拖拽,容易卡料的问题。四分盘工装机构可以实现在一个机构上进行卡爪与后绝缘体装配与检验的传递工作,同时,由于控制开关2044和转换器2043的设立,可避免主气管因旋转而打结,简化了工作流程,提高了生产效率。绝缘体上料传送机构的可实现对不同型号的后绝缘体进行上料,通过前期将该零件的直径输入到系统中,当通过第一绝缘体上料识别传感器305时,系统就会判定出第一环形传送带3031传送到第二绝缘体上料识别传感器306位置的距离,不同型号的后绝缘体直径不同,距离也就不同,这样就避免了不同型号后绝缘体到达限定位置距离不同的问题;当到第二绝缘体上料识别传感器306时,后绝缘体停止。这样当装配完一种型号的后绝缘体时,要换另一直径不同的后绝缘体时,只需将直径输入即可,不用切换程序,这样避免了调试时间,提高生产效率。视觉拍照定位机构和视觉拍照检验机构可精准地对后绝缘体的孔腔数量和装卡爪孔腔位置进行定位,并且对是否装满卡爪进行检验。
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种向后绝缘体孔腔中下卡爪的自动装配设备及装配方法
- 一种向后绝缘体孔腔中下卡爪的自动装配设备