一种全自动无压力磁粉成型机的拍粉摔落装置
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及磁各向异性稀土类烧结磁铁的技术领域,尤其涉及一种全自动无压力磁粉成型机的拍粉摔落装置。
背景技术
传统的薄板状稀土类烧结磁铁的无压力制造方法,通常其供粉的方式是在磁粉储存桶出料口处设置敲击磁粉储存桶的震动器,以此起到粉碎磁粉的作用;储存桶出料口在震动器的震动下桶内的磁粉落入称重定量的翻斗料盒,达到设定的重量后,储存桶出料口关闭;翻斗料盒上设有落粉振荡器,翻斗料盒翻转,磁粉被倒入加料筒直接落入模具内,然后对模具口填充的磁粉进行刮平,再连模具一起放入烧结炉烧结。但这种无压力制造法在实际生产中存在以下问题:(1)磁粉在物流、储存期、生产流转过程中的微量氧化,以及因工艺所需添加的润滑剂而存在结块或形成松柔颗粒;经一次敲击磁粉储存桶的震动粉碎和翻斗料盒的振荡难以复原接近原始磁粉粉末状态,因而造成模具内填充的磁粉体密度不均匀。(2)翻斗料盒翻转后在一定角度振荡下经过料筒落入模具,在连续生产时会产生部分磁粉粘附在翻斗料盒壁并时积时清,因而造成连续生产中的磁粉重量供应时而不稳定影响产品质量。(3)磁粉落入模具后因自然落入堆积不匀,再用刮平模具口磁粉填充而制造的磁粉成型,其密度不均匀,烧结后磁铁产品的磁性能质量不稳定。
发明内容
本发明的目的在于提供一种全自动无压力磁粉成型机的拍粉摔落装置,主要解决上述现有技术存在的模具(即布粉料盒(M301))内填充的磁粉体的上部与下部的密度存在差异的问题,而提供的一种全自动无压力磁粉成型机的拍粉摔落装置。
为了实现上述目的,本发明所采用的技术方案是:一种全自动无压力磁粉成型机的拍粉摔落装置,其特征在于:该拍粉摔落装置包括气拍装置和摔粉成型装置,所述的气拍装置包括料盒筛网、布粉料盒、拍粉器模腔、气拍膜;在一个底部用料盒筛网连接的布粉料盒内均匀盛装定量的磁粉,然后在布粉料盒的下面放有磁粉成型模具,其磁粉成型模具的模腔被分隔一个或多个的空间,在布粉料盒开口的上面放有拍粉器模腔,其拍粉器模腔底部连接一层气拍膜,气拍膜下平面连接一块拍粉板,拍粉板平面可以在拍粉器模腔内和伸入磁粉成型模腔内上下活动,再将拍粉器模腔接入进气管和排气管,通过气体对拍粉器模腔内的充放气,使得拍粉器模腔底部的气拍膜也产生高频率的收缩膨胀以此带动拍粉板拍打磁粉,布粉料盒内磁粉在高频率、均匀力、平面板的拍打下,磁粉通过料盒筛网分布均匀地落入磁粉成型模具,再取出磁粉成型模具盖上盖板密封,在磁粉无压力的状态下由摔粉成型装置对磁粉成型模具控制其水平面作自由落体摔落;使得磁粉成型模具腔内磁粉体的上部和下部的密度分布差不容易产生,实现磁粉体的上部和下部密度均匀一致,此时磁粉体整体的填充密度达到高度的均匀。
进一步,所述的气拍装置还包括电磁阀、伺服电机气缸、拍粉机构导向轴、进气喷头、气拍板、粉机构框架;所述拍粉器模腔设有进气喷头和排气管;
所述粉机构框架的顶板固定连接2个伺服电机气缸,2个伺服电机气缸上固定连接电磁阀安装板;所述的电磁阀安装板上安装着2个或多个电磁阀,1个或多个电磁阀通过进气管连接拍粉器模腔的进气喷头,控制进气气压和进气频率;1个或多个电磁阀通过排气管连接拍粉器模腔的排气管,控制拍粉器模腔气压和排气频率;所述的进气喷头设置多于排气管;所述的2个伺服电机气缸的活塞杆连接拍粉器模腔;所述的拍粉器模腔上固定连接4个拍粉器导向轴,拍粉器导向轴穿过拍粉器框架的顶板孔,在拍粉器框架的顶板孔内活动;所述的拍粉机构框架的工作面板的工位2(Box2)上安装有2个弹簧顶块,用以固定放置的侧壁模具;所述的拍粉机构框架工作面板上左右两侧分别连接螺杆电杠和料盒抓手。
进一步,所述拍粉器模腔内顶壁固定连接1个或多个进气喷头,前后两侧壁分别连接1个或多个排气管。
进一步,所述的气拍装置还包括密封条;所述的气拍膜下平面连接气拍板上平面;所述的拍粉器模腔外底面边框连接密封条。
进一步,所述气拍板的平面尺寸大小与拍粉器模腔和布粉料盒的内腔平面尺寸大小一样,所述的气拍膜具有伸涨和收缩弹力;当合模气拍工作时,拍粉器模腔受进气压力,气拍膜伸涨,推动气拍板平面进入布粉料盒内腔,气拍板的下平面以水平平面压拍布粉料盒内的磁粉;当拍粉器模腔受排气减压,气拍膜收缩,气拍板平面被收回拍粉器模腔复原,以此往复循环进拍打磁粉。
进一步,所述摔粉成型装置包括固定上板、活动框架、活动压板、导柱、收紧气缸、模具压板、收紧缓冲托板、固定底板、标准气缸、平稳气缸、提升轴、带槽压模、锁紧气缸、气缸固定机架;
所述固定上板两端分别固定连接4根导柱,4根导柱的下端分别固定连接固定底板;所述的固定上板中心固定安装调节螺栓,以中心为对称的两侧分别固定安装两个平稳气缸,两个平稳气缸对称的外侧分别固定安装两个标准气缸;所述的4根导柱上套有活动框架,在活动框架的内侧套有平行的活动压板和模具压板,活动框架、活动压板和模具压板在4根导柱上可上下平行活动;所述的活动压板下面固定安装带槽压模,所述的两个标准气缸的活塞杆连接活动框架顶板;所述的平稳气缸活塞杆穿过活动框架顶板的杆孔连接活动压板,平稳气缸的活塞杆可在活动框架顶板的杆孔内上下活动;所述的模具压板两侧分别固定连接两个收紧气缸,两个收紧气缸的活塞杆穿过活动框架底板的杆孔分别固定连接收紧缓冲托板;所述的气缸固定机架上安装锁紧气缸,锁紧气缸的活塞杆穿过固定底板的杆孔连接推送托盘,锁紧气缸的活塞杆可在固定底板的杆孔内上下活动。
进一步,所述的两个收紧气缸的活塞杆伸涨后其模具压板和活动框架底板之间的距离大于侧壁模具的高度。
进一步,所述的模具压板和活动框架底板之间放入侧壁模具,通过两个收紧气缸夹紧固定侧壁模具后,活动框架在4根导柱导向下从高处作自由落体重力加速度跌落,其活动框架底板的下平面是保持水平面撞击在固定底板上,瞬间又受弹力向上,磁粉微粒子不会横向飘移动保持均匀分布,使侧壁模具内的上面磁粉微粒子向下紧缩,瞬间受弹力影响下面磁粉微粒子向上紧缩又整体回落,活动框架经几次往复从高处重力加速度跌落,磁粉形成磁粉体,磁粉体的上部与下部密度一致均匀,磁粉体整体的填充密度达到高度的均匀。
进一步,所述布粉料盒底部还设有料盒翻板,料盒翻板位于料盒筛网下方;所述的摔粉成型装置包括用于锁住固定带槽压模压入侧壁模具的上板锁组件和下板锁组件,上板锁组件设在活动压板底部,下板锁组件设置在模具压板顶部。
鉴于上述技术特征,本发明具有如下有益效果:
本发明中布粉料盒内磁粉通过气拍装置的高频率、均匀力、平面板的拍打后,磁粉通过料盒筛网均匀地落入磁粉成型模具内,再由摔粉成型装置对磁粉成型模具内磁粉进行几次往复从高处重力加速度跌落,磁粉形成磁粉体,磁粉体的上部与下部密度一致均匀,磁粉体整体的填充密度达到高度的均匀。
附图说明
图1:ATMT机箱-3000平面图
图2:ATMT机装置布局平面图
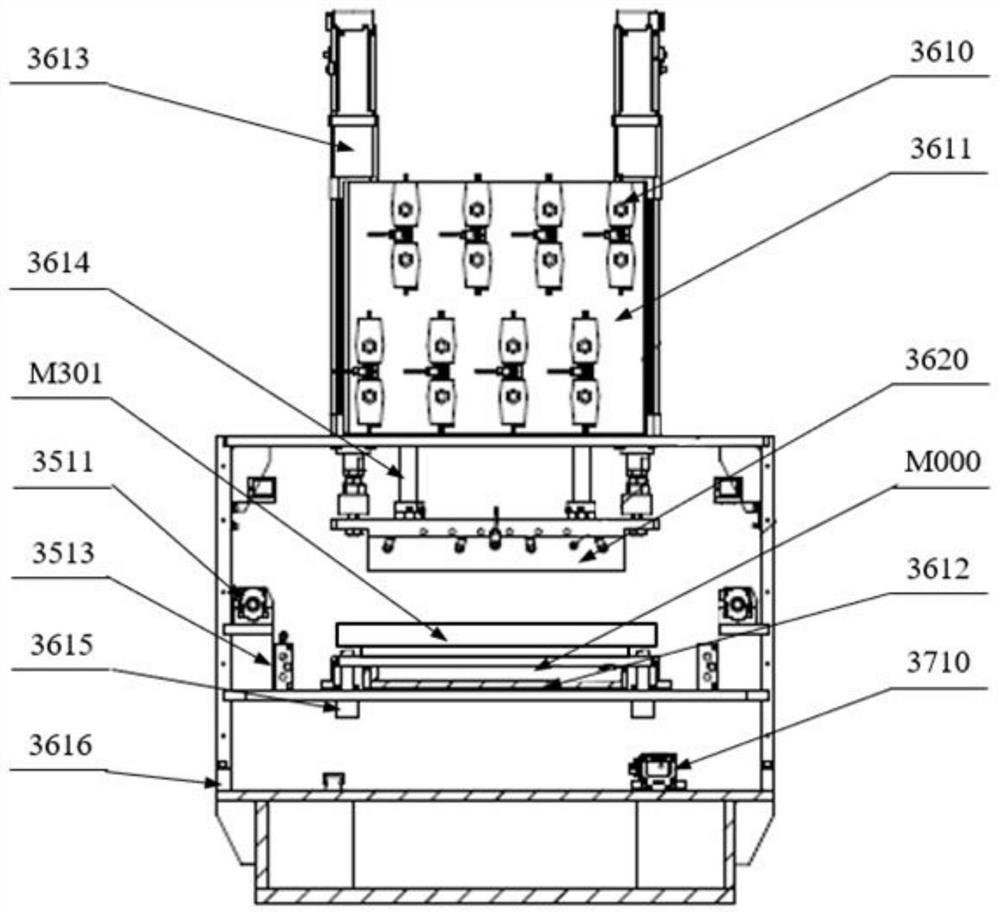
图3:AT气拍装置3600平面图
图4:拍粉器充气腔3620和布粉料盒平面图
图5:MT摔粉成型装置3800平面图
ATMT图中:主机机架-3001,ATMT机架平板-3002,ATMT主机箱体-3003,加料桶箱体-3004,走线气道管-3005,AT布粉装置-3400,AT料盒输送机构-3500,AT气拍装置-3600,ATMT搬运机构-3700,MT摔粉成型装置-3800;工位1-Box1,工位2-Box2,工位3-Box3;侧壁模具(Box2)-M000,布粉料盒(Box2)-M301,料盒筛网-M301b,料盒翻板-M301c,螺杆电杠-3511,料盒抓手-3513,电磁阀-3610,电磁阀安装板-3611,抽粉板-3612,伺服电机气缸-3613,拍粉机构导向轴-3614,弹簧顶块-3615,拍粉机构框架-3616,拍粉器模腔-3620,进气喷头-3621,排气管-3622,密封条-3623,气拍板-3624,气拍膜-3625;载重直线导轨-3710,侧壁模具-M000,固定上板-3810,活动框架-3811,活动压板-3812,导柱-3813,收紧气缸-3814,模具压板-3815,收紧缓冲托板-3816,固定底板-3817,标准气缸-3818,平稳气缸-3819,调节螺栓-3820,上板锁组件-3821,下板锁组件-3822,带槽压模-3823,推送托盘-3824,锁紧气缸-3825,气缸固定机架-3826。
具体实施方式
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
参见图1至图5,具体实施例1,本实施例1提供了一种全自动无压力磁粉成型机的拍粉摔落装置,其特征在于:该拍粉摔落装置包括气拍装置3600和摔粉成型装置3800,所述的气拍装置3600包括料盒筛网M301b、布粉料盒M301、拍粉器模腔3620、气拍膜3625;在一个底部用料盒筛网M301b连接的布粉料盒M301内均匀盛装定量的磁粉,然后在布粉料盒M301的下面放有磁粉成型模具(即侧壁模具-M000),其磁粉成型模具的模腔被分隔一个或多个的空间,在布粉料盒M301开口的上面放有拍粉器模腔3620,其拍粉器模腔3620底部连接一层气拍膜3625,气拍膜3625下平面连接一块气拍板3624,拍板拍平面可以在拍粉器模腔3620内和伸入磁粉成型模腔内上下活动,再将拍粉器模腔3620接入进气管和排气管3622,通过气体对拍粉器模腔3620内的充放气,使得拍粉器模腔3620底部的气拍膜3625也产生高频率的收缩膨胀以此带动气拍板拍打磁粉,布粉料盒M301内磁粉在高频率、均匀力、平面板的拍打下,磁粉通过料盒筛网M301b分布均匀地落入磁粉成型模具,再取出磁粉成型模具盖上盖板密封,在磁粉无压力的状态下由摔粉成型装置3800对磁粉成型模具控制其水平面作垂直自由落体摔落;使得磁粉成型模具腔内磁粉体的上部和下部的密度分布差异不容易产生,实现磁粉体的上部和下部密度均匀一致,此时磁粉体整体粉末的填充密度达到高度的均匀。
所述的气拍装置3600还包括电磁阀3610、伺服电机气缸3613、拍粉机构导向轴3614、进气喷头3621、气拍板3624、粉机构框架3616;所述拍粉器模腔3620设有进气喷头3621和排气管3622;
所述粉机构框架3616的顶板固定连接2个伺服电机气缸3613,2个伺服电机气缸3613上固定连接电磁阀安装板3611;所述的电磁阀安装板3611上安装着2个或多个电磁阀3610,1个或多个电磁阀3610通过进气管连接拍粉器模腔3620的进气喷头3621,控制进气气压和进气频率;1个或多个电磁阀3610通过排气管连接拍粉器模腔3620的排气管3622,控制拍粉器模腔3620气压和排气频率;所述的进气喷头3621设置多于排气管3622;所述的2个伺服电机气缸3613的活塞杆连接拍粉器模腔3620;所述的拍粉器模腔3620上固定连接4个拍粉器导向轴3614,拍粉器导向轴3614穿过拍粉器框架3616的顶板孔,在拍粉器框架3616的顶板孔内活动;所述的拍粉机构框架3616的工作面板的工位2Box2上安装有2个弹簧顶块3615,用以固定放置的侧壁模具M000;所述的拍粉机构框架3616工作面板上左右两侧分别连接螺杆电杠3511和料盒抓手3513。
所述拍粉器模腔3620内顶壁固定连接1个或多个进气喷头3621,前后两侧壁分别连接1个或多个排气管3622。
所述的气拍装置3600还包括密封条3623;述的气拍膜3625下平面连接气拍板3624上平面;所述的拍粉器模腔3620外底面边框连接密封条3623。
所述气拍板3624的平面尺寸大小与拍粉器模腔3620和布粉料盒M301的内腔平面尺寸大小一样,所述的气拍膜3625具有伸涨和收缩弹力;当合模气拍工作时,拍粉器模腔3620受进气压力,气拍膜3625伸涨,推动气拍板3624平面进入布粉料盒M301内腔,气拍板3624的下平面以水平平面压拍布粉料盒M301内的磁粉;当拍粉器模腔3620受排气减压,气拍膜3625收缩,气拍板3624平面被收回拍粉器模腔3620复原,以此往复循环进拍打磁粉。上述的方法也可以用不同形状的方式和在不同场合单独应用。
所述摔粉成型装置3800包括固定上板3810、活动框架3811、活动压板3812、导柱3813、收紧气缸3814、模具压板3815、收紧缓冲托板3816、固定底板3817、标准气缸3818、平稳气缸3819、提升轴3821、带槽压模3823、锁紧气缸3825、气缸固定机架3826;
所述固定上板3810两端分别固定连接4根导柱3813,4根导柱3813的下端分别固定连接固定底板3817;所述的固定上板3810中心固定安装调节螺栓3820,以中心为对称的两侧分别固定安装两个平稳气缸3819,两个平稳气缸3819对称的外侧分别固定安装两个标准气缸3818;所述的4根导柱3813上套有活动框架3811,在活动框架3811的内侧套有平行的活动压板3812和模具压板3815,活动框架3811、活动压板3812和模具压板3815在4根导柱3813上可上下平行活动;所述的活动压板3812下面固定安装带槽压模3823,所述的两个标准气缸3818的活塞杆连接活动框架3811顶板;所述的平稳气缸3819活塞杆穿过活动框架3811顶板的杆孔连接活动压板3812,平稳气缸3819的活塞杆可在活动框架3811顶板的杆孔内上下活动;所述的模具压板3815两侧分别固定连接两个收紧气缸3814,两个收紧气缸3814的活塞杆穿过活动框架3811底板的杆孔分别固定连接收紧缓冲托板3816;所述的气缸固定机架3826上安装锁紧气缸3825,锁紧气缸3825的活塞杆穿过固定底板3817的杆孔连接推送托盘3824,锁紧气缸3825的活塞杆可在固定底板3817的杆孔内上下活动。
所述的两个收紧气缸3814的活塞杆伸涨后其模具压板3815和活动框架3811底板之间的距离大于侧壁模具M000的高度。
所述的模具压板3815和活动框架3811底板之间放入侧壁模具M000,通过两个收紧气缸3814夹紧固定侧壁模具M000后,活动框架3811在4根导柱3813导向下从高处作自由落体重力加速度跌落(忽略活动框架3811和4根导柱3813摩擦力),其活动框架3811底板的下平面是保持水平面撞击在固定底板3817上,瞬间又受弹力向上,磁粉微粒子不会横向飘移动保持均匀分布,使侧壁模具M000内的上面磁粉微粒子向下紧缩,瞬间受弹力影响下面磁粉微粒子向上紧缩又整体回落,活动框架3811经几次往复从高处重力加速度跌落,磁粉形成磁粉体,磁粉体的上部与下部密度一致均匀,磁粉体整体的填充密度达到高度的均匀。
所述布粉料盒M301底部还设有料盒翻板M301c,料盒翻板M301c位于料盒筛网M301b下方;所述的摔粉成型装置3800包括用于锁住固定带槽压模3823压入侧壁模具M000的上板锁组件3821和下板锁组件3822,上板锁组件3821设在活动压板3812底部,下板锁组件3822设置在模具压板3815顶部。
具体工作流程如下:
(1)参见图1和图2,在PCL可编程序的控制下,侧模输送机构3300把侧清理箱1000里的已清洁好的侧壁模具M000搬运到工位2(即附图中Box2);AT气拍装置3600启动,弹簧顶块3615将侧壁模具M000固定住;料盒输送机构3500的料盒抓手3513,抓起在AT布粉装置3400工位1(即附图中Box1)上已完成磁粉填充的布粉料盒M301,通过螺杆电杠3511搬运到工位2(即附图中Box2)放置在侧壁模具M000的上面;料盒翻板M301c打开,形成布粉料盒M301的下粉口。
(2)参见图3和图4,AT气拍装置3600的伺服电机气缸3613带动拍粉器模腔3620下降,拍粉器模腔3620密封压住布粉料盒M301(此时通过密封条3623实现两者密封效果);电磁阀3610开始按设定的频率对拍粉器模腔3620内进行充放气(此时通过进气管连接进气喷头3621向拍粉器模腔3620内充气;通过排气管连接排气管头3622向拍粉器模腔3620内实现放气或排气),拍粉器模腔3620内的气拍板3624在拍粉器模腔3620和布粉料盒M301之间的上下快速运动,高频率地拍打布粉料盒M301内磁粉,直至磁粉通过料盒筛网M301b(和由料盒翻板M301c打开形成的布粉料盒M301的下粉口)全部填充入侧壁模具M000,电磁阀3610关闭,伺服电机气缸3613带动拍粉器模腔3620上升复位;料盒输送机构3500料盒抓手3513抓起空的布粉料盒M301,在螺杆电杠3511带动下搬运到工位1(即附图中Box1)复位;ATMT搬运机构3700将侧壁模具M000搬运到MT摔粉成型装置3800的Box3(工位3)上。(3)参见图5,MT摔粉成型装置3800启动,收紧气缸3814收紧,活动框架3811底板和模具压板3815夹紧侧壁模具M000;平稳气缸3819推送活动压板3812、带槽压模3823下行,带槽压模3823压入侧壁模具M000,上板锁组件3821和下板锁组件3822锁住固定带槽压模3823压入侧壁模具M000;平稳气缸3819释放上下行程动力;标准气缸3818带动活动框架3811上升至设定高度,释放下行程动力,活动框架3811承载侧壁模具M000、带槽压模3823及模具压板3815在平衡受控情况下,忽略轴套与导柱3813的摩擦力,以重力加速自由落体摔落;以此设定重复多次摔落完成后,标准气缸3818、锁紧气缸3825、平稳气缸3819依次复位。在此过程中,通过将带槽压模3823压入侧壁模具M000,使该状态的侧壁模具M000从一定的高度反复落下冲击,逐渐提高侧壁模具M000内磁粉密度,缩小磁粉体体积;通过重复摔落下,侧壁模具M000腔内磁粉体的上部和下部的磁粉密度分布差不容易产生,能够实现磁粉体均匀的填充。(4)以上通过(1)(2)(3)完成一次拍粉摔落运行循环,在PCL可编程序的控制下,该拍粉摔落循环是级进式连续生产。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种全自动无压力磁粉成型机的拍粉摔落装置
- 一种全自动无压力磁粉成型机的拍粉摔落装置