用于生产麻纺纱线的大牵伸气流纺纱装置
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及用于生产麻纺纱线的大牵伸气流纺纱装置,属于纺纱机械技术领域。
背景技术
纺纱属于一项非常古老的活动,自史前时代以起,人类便懂得将一些较短的纤维纺成长纱,然后再将其织成布。纺纱就是一种把棉、麻、丝、毛及化纤等纤维组成条子并拉细拈成纱的工艺。传统的纺纱工艺需要经过除杂、松解、开松、梳理、精梳、牵伸、加捻和卷绕等多道工序。为了获得具有不同品质标准的纱线,对于不同的纤维材料,应采取不同的纺纱方法和纺纱系统。18世纪以后,人们发明了更好的纺纱机,就是这种纺纱机使纺织业成为第一大工业。
在中国,纺织业是一个劳动密集程度高和对外依存度较大的产业。中国是世界上最大的纺织品服装生产和出口国,纺织品服装出口的持续稳定增长对保证中国外汇储备、国际收支平衡、人民币汇率稳定、解决社会就业及纺织业可持续发展至关重要。随着科技的进步,纺纱机和纺纱工艺也得到了发明和改进,但是如今市面上普遍使用的纺纱机仍然需要安装锭子、钢领和尼龙钩等部件,且纺纱工艺流程仍然较为繁杂,如果能简化纺纱生产工序、提高纺纱速度,不仅能节约机械的制造成本,而且能提高成纱出品率,有利于企业的可持续发展。
发明内容
本发明的目的是提供用于生产麻纺纱线的大牵伸气流纺纱装置。
本发明要解决的问题是现有的纺纱机和纺纱生产工序均较为繁杂,纺纱速度受限的缺陷。
为实现本发明的目的,本发明采用的技术方案是:
用于生产麻纺纱线的大牵伸气流纺纱装置,包括麻条筒、导麻辊、麻条、喂麻板、导纱器、喂入罗拉、喂入加压罗拉、第一纱线、皮圈、皮圈罗拉、牵伸罗拉、牵伸加压罗拉、输麻管道、隔离盘、转杯、阻捻盘、导纱管、第二纱线、引纱罗拉、皮辊、卷绕罗拉、成纱、筒子架和卷装,其特征是:所述麻条筒上端安装有导麻辊,导麻辊导出有麻条,麻条通过喂麻板,喂麻板后安装有导纱器,导纱器后安装有喂入罗拉,喂入罗拉上安装有喂入加压罗拉,喂入加压罗拉和喂入罗拉输出第一纱线,第一纱线通过皮圈,皮圈上安装有皮圈罗拉,皮圈后安装有牵伸罗拉,牵伸罗拉上安装有牵伸加压罗拉,牵伸罗拉和牵伸加压罗拉后安装有输麻管道,输麻管道底部安装有隔离盘,隔离盘位于转杯内,转杯底部安装有阻捻盘,阻捻盘底部安装有导纱管,导纱管导出第二纱线,第二纱线经过引纱罗拉,引纱罗拉上安装有皮辊,皮辊后安装有卷绕罗拉,卷绕罗拉底部形成成纱,成纱上安装有筒子架,筒子架通过连接杆安装有卷装。
进一步的,所述导麻辊的最高点、喂麻板的上端和导纱器的最低点位于同一水平位置。
进一步的,所述导麻辊的截面为多边形结构,多边形的边数可根据麻条的粗细程度选配。
进一步的,所述导纱器底部设有尖钩和折板。
进一步的,所述转杯、引纱管、引纱罗拉、卷绕罗拉和成纱位于同一竖直平面内。
进一步的,所述阻捻盘位于转杯的底部中心位置。
进一步的,所述转杯采用柱锥形边缘设计,上半部分为内空的梯形圆台结构,下半部分为内空的倒三角锥形结构。
进一步的,所述卷装和成纱之间采用摇杆机构连接。
本发明的优点是:本装置采用气流纺纱生产纱线,大牵伸气流纺纱具有速度大、纱卷大、适应性广、机构简单的特点;与传统纺纱设备相比,无需使用锭子、钢领和尼龙钩,简化了装置,可成倍的提高纱线的产量,减少纱线生产工序;大牵伸气流纺纱是用纤维条子制成筒子纱,所以可省去传统工艺中的粗纱和络筒两道工序,有助于节约成本,提高出品率。
附图说明
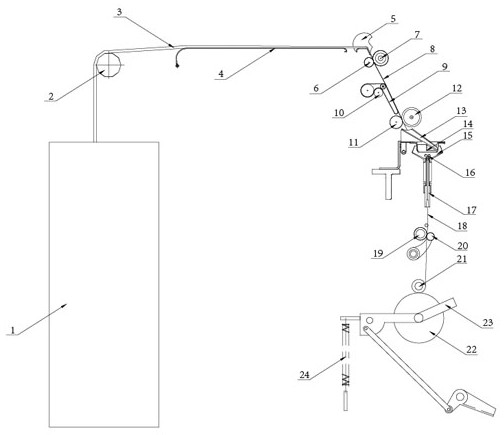
图1是用于生产麻纺纱线的大牵伸气流纺纱装置的整体结构示意图;
图2是用于生产麻纺纱线的大牵伸气流纺纱装置的放大结构示意图;
图3是用于生产麻纺纱线的大牵伸气流纺纱装置的放大结构示意图;
图中:1、麻条筒 2、导麻辊 3、麻条 4、喂麻板 5、导纱器 6、喂入罗拉 7、喂入加压罗拉 8、第一纱线 9、皮圈 10、皮圈罗拉 11、牵伸罗拉 12、牵伸加压罗拉13、输麻管道 14、隔离盘 15、转杯 16、阻捻盘 17、导纱管 18、第二纱线 19、引纱罗拉 20、皮辊 21、卷绕罗拉 22、成纱 23、筒子架 24、卷装。
具体实施方式
下面结合附图及实施例对本发明作进一步的说明。
用于生产麻纺纱线的大牵伸气流纺纱装置,包括麻条筒1、导麻辊2、麻条3、喂麻板4、导纱器5、喂入罗拉6、喂入加压罗拉7、第一纱线8、皮圈9、皮圈罗拉10、牵伸罗拉11、牵伸加压罗拉12、输麻管道13、隔离盘14、转杯15、阻捻盘16、导纱管17、第二纱线18、引纱罗拉19、皮辊20、卷绕罗拉21、成纱22、筒子架23和卷装24,所述麻条筒1上端安装有导麻辊2,用于导入麻条,导麻辊2导出有麻条3,为原材料,麻条3通过喂麻板4,用于梳理麻条,喂麻板4后安装有导纱器5,用于引导纱线,导纱器5后安装有喂入罗拉6,用于喂入纱线,喂入罗拉6上安装有喂入加压罗拉7,用于施加压力,喂入加压罗拉7和喂入罗拉6输出第一纱线8,为加工材料,第一纱线8通过皮圈9,用于提供纱线移动,皮圈9上安装有皮圈罗拉10,用于传递动力,皮圈9后安装有牵伸罗拉11,用于牵伸纱线,牵伸罗拉11上安装有牵伸加压罗拉12,用于施加压力,牵伸罗拉11和牵伸加压罗拉12后安装有输麻管道13,用于提供管道,输麻管道13底部安装有隔离盘14,用于提供隔离,隔离盘14位于转杯15内,用于提供旋转,转杯15底部安装有阻捻盘16,用于对纱条起假捻作用,阻捻盘16底部安装有导纱管17,用于引导纱线,导纱管17导出第二纱线18,为加工材料,第二纱线18经过引纱罗拉19,用于引导纱线,引纱罗拉19上安装有皮辊20,用于传递动力,皮辊20后安装有卷绕罗拉21,用于卷绕纱线,卷绕罗拉21底部形成成纱22,为完工产品,成纱22上安装有筒子架23,用于卷绕纱线,筒子架23通过连接杆安装有卷装24,用于卷装纱线。
进一步的,所述导麻辊2的最高点、喂麻板4的上端和导纱器5的最低点位于同一水平位置。
进一步的,所述导麻辊2的截面为多边形结构,多边形的边数可根据麻条3的粗细程度选配。
进一步的,所述导纱器5底部设有尖钩和折板;通过导纱器5上的尖钩和喂入罗拉6直接将麻条3处理成第一纱线8,省去了传统工艺中的粗纱工序;同时通过导纱器5上的折板改变了第一纱线8的运行方向,简化机器设备。
进一步的,所述转杯15、引纱管17、引纱罗拉19、卷绕罗拉21和成纱22位于同一竖直平面内。
进一步的,所述阻捻盘16位于转杯15的底部中心位置。
进一步的,所述转杯15采用柱锥形边缘设计,转杯15的上半部分为内空的梯形圆台结构,下半部分为内空的倒三角锥形结构,更有利于杯内的麻纤维高速旋转。
进一步的,所述卷装24和成纱22之间采用摇杆机构连接,省去了传统工艺中络筒工序。
使用方法:启动装置后,麻条筒1上的麻条3通过导麻辊2、导纱器5进入喂入罗拉6形成第一纱线8,经皮圈罗拉10后由牵伸罗拉11对,第一纱线8进行大牵伸,由牵伸罗拉11输出的麻纤维被转杯15高速旋转气流产生的负压吸入输麻管道13和隔离盘14进入转杯15,麻纤维在转杯15高速旋转时所产生的离心力及负压气流的共同作用下,沿着转杯15的滑移面进入引纱管17,由于麻纤维的凝聚力与并合作用而形成纤维环,跟随转杯15一起旋转;引纱罗拉19从引纱管17中向外抽纱时,原先在转杯15凝麻槽中跟随转杯15旋转的须条,经剥离后又在阻捻盘16的作用下加捻成为第二纱线18;在卷绕罗拉21的旋绕拉力下,连续不断的输出成纱22,完成气流纺纱的过程。
- 用于生产麻纺纱线的大牵伸气流纺纱装置
- 一种用于生产麻纺纱的大牵伸气流纺纱装置