自动装板机
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及电子领域,特别是涉及一种自动装板机。
背景技术
在PCB板的生产过程中,需要对PCB板进行检测并将PCB板与夹具装配在一起,传统的装配、检测方法大都由人工完成,人力成本高,生产制程不稳定。
发明内容
本发明的目的在于提供一种自动化程度高的自动装板机。
为实现上述目的,本发明的技术解决方案是:
本发明是一种自动装板机,包括机架、进料机构、夹持机构、进板料输送带、翻转机构、机械手、吸取机构;
所述进料机构、夹持机构、进板料输送带、翻转机构、出料输送带、机械手皆安装在机架的工作台面上,吸取机构安装在机械手的自由端,进板料输送带与翻转机构衔接,进料机构的出料端与吸取机构的第一工位衔接,吸取机构的第二工位与夹持机构衔接,吸取机构的第三工位与翻转机构衔接。
所述进料机构包括升降气缸、送料升降架、升降导杆、挡板、挡板气缸、送料输送带、校正机构;所述升降气缸的缸体固定在机架上,升降气缸的活塞杆杆端向上穿过机架的工作台面后与送料升降架底面连接,送料升降架通过升降导杆活动穿置在机架的工作台面上,送料输送带安装在送料升降架的顶面,校正机构安装在送料升降架的顶面,挡板气缸的缸体固定在送料升降架上,挡板气缸的活塞杆杆端与挡板连接,挡板位于送料输送带的出料端。
所述校正机构包括校正电机、校正皮带轮组、校正丝杆、螺母座、校正拨杆;所述校正电机安装在送料升降架上,校正电机的输出轴与校正皮带轮组连接,校正皮带轮组与校正丝杆的一端连接,校正丝杆可旋转的安装在送料升降架上,校正丝杆与螺母座上的丝杆螺母螺接,校正拨杆的下端固定在螺母座上,校正拨杆的上部跨接在送料输送带的上方。
所述校正丝杆、螺母座、校正拨杆皆有两套,两根校正丝杆分别可旋转的安装在送料升降架底面的两侧且分别与两个螺母座上的丝杆螺母螺接,校正拨杆的两端分别固定在两个螺母座上。
所述夹持机构包括固定边板、平移输送带、活动边板、两个夹板底座、两块内夹板、两个夹板升降气缸、两个夹板侧边气缸、两个夹板内收气缸、两个外夹板、夹紧导轨;
所述夹紧导轨和固定边板皆固定在机架的工作台面上,活动边板滑接在夹紧导轨上,平移输送带安装在固定边板和活动边板上,两个夹板升降气缸的缸体分别固定在固定边板和活动边板上,两个夹板升降气缸的活塞杆杆端分别与两个夹板底座的底面连接,两块内夹板可移动的安装在两个夹板底座上,两个夹板内收气缸的缸体固定在两个夹板底座上,两个夹板内收气缸的活塞杆杆端与两块内夹板的内侧连接,可驱动两块内夹板沿水平方向来回移动;两个夹板侧边气缸的缸体分别固定在固定边板和活动边板上,夹板侧边气缸的活塞杆杆端与外夹板的外侧连接,驱动外夹板沿水平方向来回移动。
所述夹持机构还包括边板电机、边板丝杆;所述边板电机固定在固定边板的外侧,边板电机的输出轴与边板丝杆的一端连接,边板丝杆可旋转的安装在固定边板和活动边板上,边板丝杆的中部与固定在活动边板上的丝杆螺母螺接,使得活动边板可相对固定边板移动,以便调节固定边板和活动边板之间的宽度。
所述翻转机构包括翻转升降气缸、翻转机架、翻转导杆、翻转气缸、翻转臂、吸盘架、多个吸盘;所述翻转升降气缸的缸体固定在机架的工作台面上,翻转升降气缸的活塞杆杆端与翻转机架连接,翻转机架通过翻转导杆活动穿置在机架的工作台面上且可上下移动,翻转气缸的缸体固定在翻转机架的上部,翻转气缸的活塞杆杆端与翻转臂的一端连接,翻转臂的另一端与吸盘架的中部连接,在吸盘架的顶面和底面分别安装有多个吸盘。
所述吸取机构包括吸取机架、吸取盘架、多个吸盘、相机;吸取机架固定安装在机械手的自由端,吸取盘架的顶面与吸取机架连接,多个吸盘固定在吸取盘架的底面,所述相机固定安装在吸取机架的一侧,用于对产品进行检测。
所述吸取机构还包括吸取滑块、吸取弹簧、吸取弹簧杆、吸取导轨;所述吸取盘架的顶面固定在吸取滑块上,吸取滑块滑接在吸取导轨上,吸取弹簧杆的上端固定在吸取机架上,吸取弹簧杆的下端活动穿置在吸取滑块内,吸取弹簧套接在吸取弹簧杆上,吸取弹簧的两端分别顶靠在吸取机架与吸取滑块上,起到缓冲的作用。
本发明还包括出料输送带,所述夹持机构与出料输送带的进料端衔接。
采用上述方案后,由于本发明包括机架、进料机构、夹持机构、进板料输送带、翻转机构、出料输送带、机械手、吸取机构,进料机构对夹具进行输送和校正,机械手带着吸取机构将进料机构校正完的夹具运送到夹持机构,夹持机构夹紧夹具,PCB板被置于进板料输送带上,送到翻转机构的工作位,翻转机构吸取进板料输送带上的PCB板并翻转180°,吸取机构将PCB板装入置于夹持机构上的夹具内,整个装配过程均是自动完成,实现机械化生产,大大提高效率,节省人力成本。
下面结合附图和具体实施例对本发明作进一步的说明。
附图说明
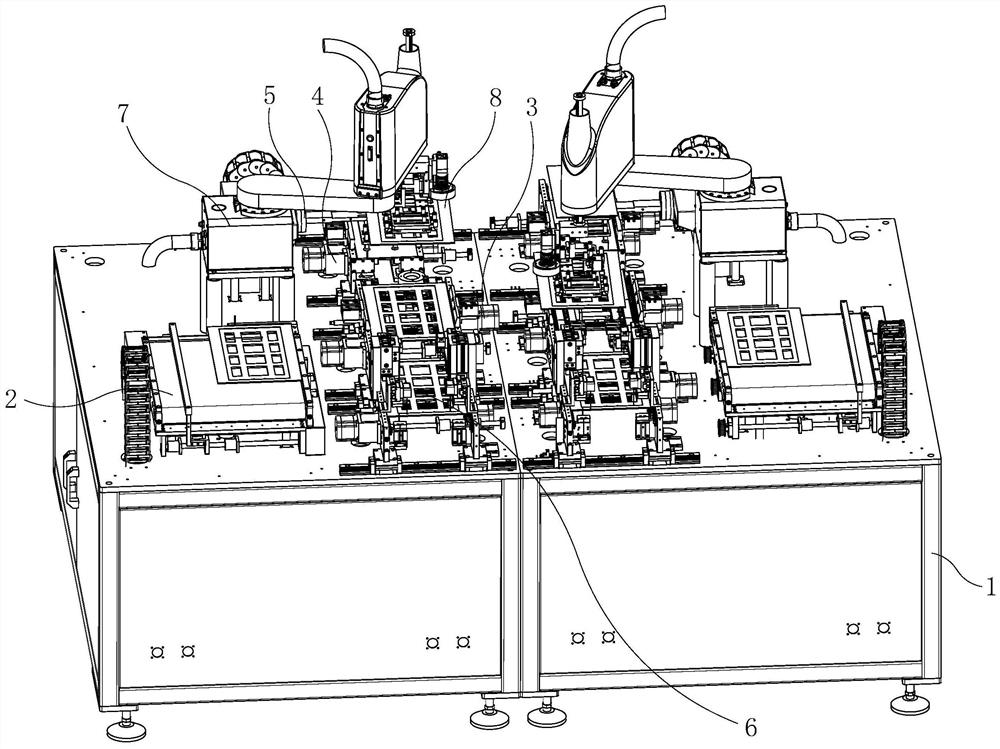
图1是本发明的轴测图;
图2是本发明进料机构出料端的右向轴测图;
图3是本发明进料机构的仰视轴测图;
图4是本发明进料机构的立体剖视图;
图5是本发明进料机构出料端的左向轴测图;
图6是本发明进料机构进料端的轴测图;
图7是本发明夹持机构的轴测图;
图8是图7沿A-A线的剖视图;
图9是图7沿B-B线的剖视图;
图10是本发明翻转机构的左向轴测图;
图11是本发明翻转机构的右向轴测图;
图12是本发明吸取机构的俯视轴测图;
图13是本发明吸取机构的仰视轴测图。
具体实施方式
如图1所示,本发明是一种自动装板机,包括机架1、进料机构2、夹持机构3、进板料输送带4、翻转机构5、出料输送带6、机械手7、吸取机构8。
所述进料机构2、夹持机构3、进板料输送带4、翻转机构5、出料输送带6、机械手7皆安装在机架1的工作台面上,吸取机构8安装在机械手7的自由端,进板料输送带4与翻转机构5衔接,进料机构2的出料端与吸取机构8的第一工位衔接,吸取机构8的第二工位与夹持机构3衔接,吸取机构8的第三工位与翻转机构5衔接,夹持机构3与出料输送带6的进料端衔接。
如图2-图5所示,所述进料机构2包括升降气缸21、送料升降架22、升降导杆23、挡板24、挡板气缸25、送料输送带26、校正机构27。
所述升降气缸21的缸体固定在机架1上,升降气缸21的活塞杆杆端向上穿过机架1的工作台面后与送料升降架22底面连接,送料升降架22通过升降导杆23活动穿置在机架1的工作台面上,送料输送带26安装在送料升降架22的顶面,校正机构27安装在送料升降架22上,挡板气缸25的缸体固定在送料升降架22上,挡板气缸25的活塞杆杆端与挡板24连接,挡板24位于送料输送带26的出料端。
如图6所示,所述校正机构27包括校正电机271、校正皮带轮组272、校正丝杆273、螺母座274、校正拨杆275;所述校正电机271安装在送料升降架22上,校正电机271的输出轴与校正皮带轮组272连接,校正皮带轮组272与校正丝杆273的一端连接,校正丝杆273可旋转的安装在送料升降架22上,校正丝杆273与螺母座274上的丝杆螺母螺接,校正拨杆275的下端固定在螺母座274上,校正拨杆275的上部跨接在送料输送带26的上方;所述校正丝杆273、螺母座274皆有两套,两根校正丝杆273分别可旋转的安装在送料升降架22底面的两侧且分别与两个螺母座274上的丝杆螺母螺接,校正拨杆275的两端分别固定在两个螺母座274上,校正拨杆275运行得更加稳定可靠。
进料机构2的工作原理:
1、升降气缸21带动安装在送料升降架22上的送料输送带26上升,与外部的夹具10送入口衔接,夹具掉落在送料输送带26上;
2、电机带动送料输送带26转动,将夹具10送入工作位;
3、挡板气缸25驱动挡板24升起,挡板24阻挡在夹具10的进料通道的出料端,夹具10在送料输送带26上向前运动一段后,被挡板24挡住;
4、升降气缸21带动安装在送料升降架22上的送料输送带26下降;
5、校正机构27动作:校正电机271通过校正皮带轮组272带动安装在送料升降架22两侧的校正丝杆273旋转,校正丝杆273通过安装在螺母座274上的丝杆螺母驱动螺母座274移动,进而带动校正拨杆275沿送料输送带26的横向移动,使得夹具10靠向一边,起到校正夹具10的作用;
6、夹具10校正完成后,挡板气缸25驱动挡板24下降,送料输送带26将夹具10送往下一道工序。
如图7-图9所示,所述夹持机构3包括固定边板31、平移输送带32、边板电机33、边板丝杆34、活动边板35、两个夹板底座36、两块内夹板37、两个夹板升降气缸38、两个夹板侧边气缸39、两个夹板内收气缸310、两个外夹板311、夹紧导轨312。
所述夹紧导轨312和固定边板 31皆固定在机架1的工作台面上,活动边板35滑接在夹紧导轨312上,平移输送带32安装在固定边板31和活动边板35上,所述边板电机33固定在固定边板31的外侧,边板电机33的输出轴与边板丝杆34的一端连接,边板丝杆34可旋转的安装在固定边板31和活动边板35上,边板丝杆34的中部与固定在活动边板35上的丝杆螺母螺接,使得活动边板35可相对固定边板31移动,以便调节固定边板31和活动边板35之间的宽度,以适应不同尺寸的夹具10,两个夹板升降气缸38的缸体分别固定在固定边板31和活动边板35上,两个夹板升降气缸38的活塞杆杆端分别与两个夹板底座36的底面连接,两块内夹板37可移动的安装在两个夹板底座36上,两个夹板内收气缸310的缸体固定在两个夹板底座36上,两个夹板内收气缸310的活塞杆杆端与两块内夹板37的内侧连接,可驱动两块内夹板37沿水平方向来回移动;两个夹板侧边气缸39的缸体分别固定在固定边板31和活动边板35上,夹板侧边气缸39的活塞杆杆端与外夹板311的外侧连接,驱动外夹板311沿水平方向来回移动;在同一侧的内夹板37与外夹板311可相向移动,通过两侧的内夹板37与外夹板311配合夹紧夹具10的两侧,将夹具10夹紧固定于固定边板31和活动边板35之间。
夹持机构3的工作原理:
依据具体的夹具10的尺寸,边板电机33驱动边板丝杆34旋转,边板丝杆34与固定在活动边板35上的丝杆螺母配合,驱动活动边板35移动,调整固定边板31和活动边板35之间的宽度;吸取机构8将进料机构2校正完的夹具10夹取放置在平移输送带32上之后,夹板升降气缸38会驱动夹板底座36升起,夹板内收气缸310同时带动内夹板37内收,夹板侧边气缸39会驱动外夹板311向内移动,即内夹板37与外夹板311可相向移动,夹紧夹具10的一侧,相同的原理,另一侧的内夹板37与外夹板311可相向移动,夹紧夹具10的另一侧,从而将夹具10夹紧;等待PCB板20组装到夹具10上,组装完成后,产品通过平移输送带32送到出料输送带6的进料端。
如图10、图11所示,所述翻转机构5包括翻转升降气缸51、翻转机架52、翻转导杆53、翻转气缸54、翻转臂55、吸盘架56、多个吸盘57。
所述翻转升降气缸51的缸体固定在机架1的工作台面上,翻转升降气缸51的活塞杆杆端与翻转机架52连接,翻转机架52通过翻转导杆53活动穿置在机架1的工作台面上且可上下移动,翻转气缸54的缸体固定在翻转机架52的上部,翻转气缸54的活塞杆杆端与翻转臂55的一端连接,翻转臂55的另一端与吸盘架56的中部连接,在吸盘架56的顶面和底面分别安装有多个吸盘57。
翻转机构5的工作原理:
PCB板20被进板料输送带4送入工作位,翻转升降气缸51向下移动,通过吸盘架56上底面的吸盘57吸取PCB板20;翻转升降气缸51向上顶起翻转机架52;翻转机架52被顶起到位后,翻转气缸54驱动翻转臂55旋转180°,将吸附在吸盘架56底面的PCB板20翻转到顶面。吸盘架56顶面的吸盘57翻转到了底面,可以同时吸取被进板料输送带4送入工作位的第二块PCB板20,当机械手7带动吸取机构8将已经翻转完成的第一块PCB板20取走后,翻转气缸54可直接驱动翻转臂55旋转180°将第二块PCB板20翻转到顶面,无需等待PCB板送入,节约时间,大大提高工作效率。
如图12、图13所示,所述吸取机构8包括吸取机架81、吸取导轨82、吸取滑块83、吸取弹簧84、吸取弹簧杆85、吸取盘架86、多个吸盘87、相机88。
所述吸取机架81与机械手7的自由端连接,吸取导轨82固定在吸取机架81上,吸取滑块83滑接在吸取导轨82上,吸取弹簧杆85的上端固定在吸取机架81上,吸取弹簧杆85的下端活动穿置在吸取滑块83内,吸取弹簧84套接在吸取弹簧杆85上,吸取弹簧84的两端分别顶靠在吸取机架81与吸取滑块83上,起到缓冲的作用,吸取盘架86的顶面固定在吸取滑块83上,多个吸盘87固定在吸取盘架86的底面。所述相机88固定安装在吸取机架81的一侧,用于对产品进行检测。
吸取机构8的工作原理:
机械手7带动吸取机构8移动到翻转机构5上方,相机88对PCB板上表面进行检查,看是否存在虚焊或是不合格的现象,检测完成后,机械手10再带动吸取机构8向下移动,多个吸盘87吸附翻转机构5上的PCB板20,在吸附过程中,设置在吸取机架81与吸取滑块83之间的吸取弹簧杆85起到缓冲作用。机械手7带动吸附的PCB板20到检测工位对PCB板下表面进行检测,将合格的PCB板20装配到置于夹持机构3上的夹具10上。
如图1所示,本发明的工作原理:
1、夹具10被放置在进料机构2,进料机构2对夹具10进行输送和校正;
2、机械手7带着吸取机构8将进料机构2校正完的夹具10运送到夹持机构3,夹持机构3夹紧夹具10;
3、PCB板20被置于进板料输送带4上,送到翻转机构5的工作位,翻转机构5吸取进板料输送带4上的PCB板20并翻转180°;
4、机械手7驱动吸取机构8先对翻转机构5上的PCB板20的上表面进行检测,检测完成后,再驱动吸取机构8吸取翻转机构5上的PCB板20,送到检测工位上方对PCB板20下表面检测,再将合格的PCB板20装入置于夹持机构3上的夹具10内。
5、装配好PCB板20的夹具10一起送到出料输送带6的进料端送出,即完成了组装。
以上所述,仅为本发明较佳实施例而已,故不能以此限定本发明实施的范围,即依本发明申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明专利涵盖的范围内。
- 一种人造板机械设备装板机的驱动装板机构
- 自动模切机的模切板自动装板机构