一种手机背壳的加工工艺
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种背壳技术领域,尤其是一种电子设备背壳的制备工艺,具体为一种手机背壳的加工工艺。
背景技术
随着手机产品的发展,外观越来越轻薄,手机产品的表面处理也越来越精细,为了不刮花手机表面,往往给手机产品的表面设置一个背壳,现有的背壳一般利用透明或者带色彩的半透明材料柔性材料制成,其上一般带有装饰图文,来增强手机壳的美观性。
现有的手机背壳一般采用PET基膜或者PC基膜,其一般都是在PET基膜或者PC基膜上直接印刷图文,长久使用图文容易磨损。
发明内容
本发明的目的在于提供一种渐变纹理的制备工艺。
为实现上述目的,本发明提供如下技术方案:
一种手机背壳的加工工艺,包括如下步骤:
1)印刷图案:用复合板材作为基材,将基材放置在丝网印刷机上,在丝印之前先撕掉基材上的保护膜,然后印刷图案,印刷好后送入UV隧道式烘干机进行烘烤;
2)丝印半透明油墨:在步骤1)印刷图案之后在印刷的图案之上丝印丝印半透明油墨,半透明油墨印刷好后送入UV隧道式烘干机进行烘烤;
3)转印:利用纹理模具,采用液态UV胶水在紫外线照射下固化复制印刷图案的细微纹理结构,转印好后放到覆膜机上覆PE保护膜;
4)溅射镀膜:撕掉PE保护膜,然后利用磁控溅射的方式在固化的UV胶水上覆一层金属或者金属合金形成金属膜或者合金膜;镀膜完毕后在金属膜或者合金膜的表面覆PE保护膜;
5)印刷油墨:步骤4)后放置在丝网印刷机上,先将PE保护膜撕掉,调整好油墨放置在网版上,丝印至少一层油墨形成底层,形成初级产品;
6)热压成型:步骤5后,依据高压模具的定位孔套设置在初级产品上打定位孔,然后将初级产品另一面的保护膜撕掉,依据定位孔套将初级产品放置在高压模具内热压成型,取出后覆上PE保护膜;
7)UV固化:将热压成型的初级产品上的PE保护膜撕掉,挂在UV固化线上,对热压成型的初级产品进行清洗,然后喷淋加硬液至初级产品的表面,然后经过UV固化灯进行固化后,覆上PE保护膜送入激光切割线;
8)切割:激光切割机依据规格进行切割,切割完毕后进行检验分类包装。
优选的,所述复合板材选用PC板,所述PC板的一面设置有PMMA层。
优选的,UV隧道式烘干机进行烘烤的温度为80~150℃,烘烤时间为5~10min,使得丝印后的印刷图案形成表面干燥。
优选的,印刷图案采用印刷镜面银形成印刷图案。
优选的,UV隧道式烘干机进行烘烤的温度为50~90℃,烘烤时间为10~20min,使得丝印后的油墨形成表面干燥。
优选的,所述金属为银、铑、钛、铟中的一种,所述金属合金为金锗合金、金镍合金、镍铬合金、铜铟镓合金中的一种。
优选的,在进行激光切割时,先制备切割模具,按照如下的方法制造:
依据产品的规格输入至绘图软件,绘图软件输出切割模具的尺寸、形状以及操控程序至CNC机台上,将铝块放入台面,进行雕冼,雕冼完成后气枪吹干净形成治具,将初级产品放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检。
本发明采用印刷镜面银形成印刷图案,丝印油墨增强色彩的多样性和饱和度,液态UV胶水在紫外线照射下固化复制印刷图案的细微纹理结构,其精度可以达到3-50μm,溅射金属粒子或者金属合金形成表面保护膜片,再次印刷油墨形成底层,其印制的图文长期使用无磨损。
附图说明
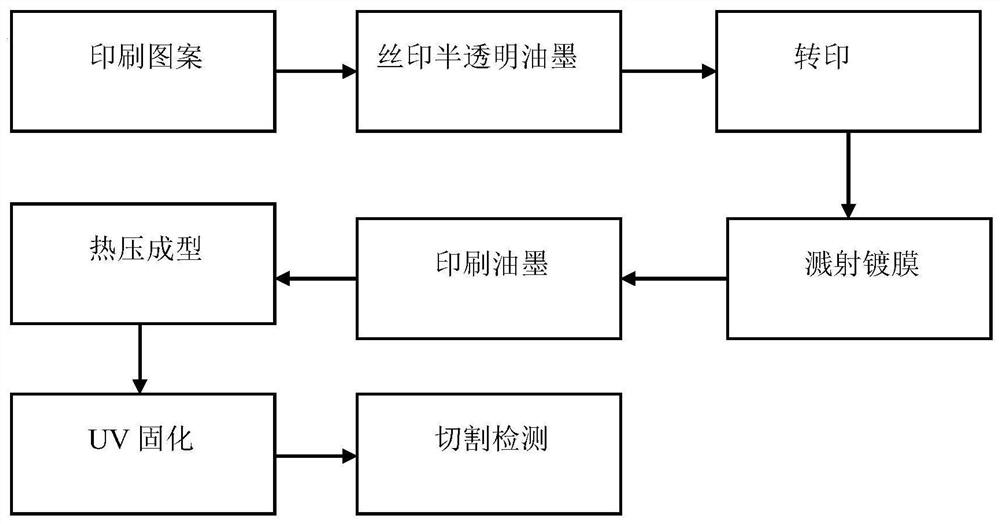
图1为本发明中工艺的流程图。
具体实施方式
以下结合附图及实施例对本发明进行详细的描述。
参照图1。本发明提供了一种手机背壳的加工工艺,包括如下步骤:
1)印刷图案:用复合板材作为基材,将基材放置在丝网印刷机上,在丝印之前先撕掉基材上的保护膜,然后印刷图案,印刷好后送入UV隧道式烘干机进行烘烤;
2)丝印半透明油墨:在步骤1)印刷图案之后在印刷的图案之上丝印丝印半透明油墨,半透明油墨印刷好后送入UV隧道式烘干机进行烘烤;
3)转印:利用纹理模具,采用液态UV胶水在紫外线照射下固化复制印刷图案的细微纹理结构,转印好后放到覆膜机上覆PE保护膜;
4)溅射镀膜:撕掉PE保护膜,然后利用磁控溅射的方式在固化的UV胶水上覆一层金属或者金属合金形成金属膜或者合金膜;镀膜完毕后在金属膜或者合金膜的表面覆PE保护膜;
5)印刷油墨:步骤4)后放置在丝网印刷机上,先将PE保护膜撕掉,调整好油墨放置在网版上,丝印至少一层油墨形成底层,形成初级产品;
6)热压成型:步骤5后,依据高压模具的定位孔套设置在初级产品上打定位孔,然后将初级产品另一面的保护膜撕掉,依据定位孔套将初级产品放置在高压模具内热压成型,取出后覆上PE保护膜;
7)UV固化:将热压成型的初级产品上的PE保护膜撕掉,挂在UV固化线上,对热压成型的初级产品进行清洗,然后喷淋加硬液至初级产品的表面,然后经过UV固化灯进行固化后,覆上PE保护膜送入激光切割线;
8)切割:激光切割机依据规格进行切割,切割完毕后进行检验分类包装。
优选的,所述复合板材选用PC板,所述PC板的一面设置有PMMA层。
优选的,UV隧道式烘干机进行烘烤的温度为80~150℃,烘烤时间为5~10min,使得丝印后的印刷图案形成表面干燥。
优选的,印刷图案采用印刷镜面银形成印刷图案。
优选的,UV隧道式烘干机进行烘烤的温度为50~90℃,烘烤时间为10~20min,使得丝印后的油墨形成表面干燥。
优选的,所述金属为银、铑、钛、铟中的一种,所述金属合金为金锗合金、金镍合金、镍铬合金、铜铟镓合金中的一种。
优选的,在进行激光切割时,先制备切割模具,按照如下的方法制造:
依据产品的规格输入至绘图软件,绘图软件输出切割模具的尺寸、形状以及操控程序至CNC机台上,将铝块放入台面,进行雕冼,雕冼完成后气枪吹干净形成治具,将初级产品放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检。
实施例1
本发明提供了一种手机背壳的加工工艺,包括如下步骤:
1)用复合板材作为基材(取用PC的适印性好,附着力佳和PMMA的表面高硬度高的特点)将基材放入半自动网张机新增的机械手放料区,印刷面向上,机械手会自动将印刷面上的保护膜撕掉,再把料放到传送带上,传送带尾部新增了一个激光探头,探测到物料后会自动停下,印刷人员再拿到机台上印刷镜面银图文,印刷完毕后需要经过UV隧道,进行表干,然后拿到烤箱上进行烘烤,UV隧道式烘干机进行烘烤的温度为80~150℃,烘烤时间为5~10min;
2)用半自动网机丝印半透明油墨,增加特定颜色的丰富度和饱和度,印刷完毕后需要经过UV隧道,进行表干,然后拿到烤箱上进行烘烤,烘烤完毕后进入下一道工序时需要覆上PE保护膜,以防刮伤,UV隧道式烘干机进行烘烤的温度为50~90℃,烘烤时间为10~20min;
3)选用纹理模具,放在三工位的UV转盘机上,利用液态UV胶水在紫外线照射下固化来复制其细微纹理结构,转印好后放到覆膜机上覆PE保护膜,机器自动切割,且切好后由机械手拿到放料区,再由人员拿到裁剪区对出胶水较厚的部分进行裁剪;
4)镀膜采用磁控溅射的方式,采用银、铑、钛、铟中的一种为靶材,在氩气气氛中,在氩气流量为700sccm的条件下,在4.0A的溅射电流下,溅射厚度为1nm的墨层;将产品放到入口线上,然后从出口处接,接完料立刻覆膜。
5)将产品放到送料区,机械手自动撕膜送到机台上,操作人员需调整好油墨,将油墨倒入网版上,机器自动印刷后机械手会自动送到UV隧道,UV隧道有上下两层,能节约空间,增加表干时间,以减少后续烘烤时间,提高产能。
6)将产品打定位孔,撕掉PMMA面上的保护膜,然后用定位孔套在高压模具上,热压成型拿出来后覆上保护膜。
7)将产品面上的保护膜撕掉,挂在UV加硬线上,先清洗然后UV加硬液会喷洒在产品表面,经过UV灯UV加硬液会固化,最后由出料口送,覆上保护膜。
8)激光切割一分为几(根据排版而定),方便后面的CNC切割成型,CNC切割先用绘图软件将治具的尺寸、形状绘画出来,然后编写程序,输入到CNC机台上,将铝块放入台面,进行雕冼,雕冼完成后用气枪吹干净形成治具,将产品放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检。
实施例2
本发明提供了一种手机背壳的加工工艺,包括如下步骤:
1)用复合板材作为基材(取用PC的适印性好,附着力佳和PMMA的表面高硬度高的特点)将基材放入半自动网张机新增的机械手放料区,印刷面向上,机械手会自动将印刷面上的保护膜撕掉,再把料放到传送带上,传送带尾部新增了一个激光探头,探测到物料后会自动停下,印刷人员再拿到机台上印刷镜面银图文,印刷完毕后需要经过UV隧道,进行表干,然后拿到烤箱上进行烘烤,UV隧道式烘干机进行烘烤的温度为80~150℃,烘烤时间为5~10min;
2)用半自动网机丝印半透明油墨,增加特定颜色的丰富度和饱和度,印刷完毕后需要经过UV隧道,进行表干,然后拿到烤箱上进行烘烤,烘烤完毕后进入下一道工序时需要覆上PE保护膜,以防刮伤,UV隧道式烘干机进行烘烤的温度为50~90℃,烘烤时间为10~20min;
3)选用纹理模具,放在三工位的UV转盘机上,利用液态UV胶水在紫外线照射下固化来复制其细微纹理结构,转印好后放到覆膜机上覆PE保护膜,机器自动切割,且切好后由机械手拿到放料区,再由人员拿到裁剪区对出胶水较厚的部分进行裁剪;
4)镀膜采用磁控溅射的方式,采用金锗合金、金镍合金、镍铬合金、铜铟镓合金中的一种为靶材,在氩气气氛中,在氩气流量为600sccm的条件下,在4.5A的溅射电流下,溅射厚度为1nm的墨层;将产品放到入口线上,然后从出口处接,接完料立刻覆膜。
5)将产品放到送料区,机械手自动撕膜送到机台上,操作人员需调整好油墨,将油墨倒入网版上,机器自动印刷后机械手会自动送到UV隧道,UV隧道有上下两层,能节约空间,增加表干时间,以减少后续烘烤时间,提高产能。
6)将产品打定位孔,撕掉PMMA面上的保护膜,然后用定位孔套在高压模具上,热压成型拿出来后覆上保护膜。
7)将产品面上的保护膜撕掉,挂在UV加硬线上,先清洗然后UV加硬液会喷洒在产品表面,经过UV灯UV加硬液会固化,最后由出料口送,覆上保护膜。
8)激光切割一分为几(根据排版而定),方便后面的CNC切割成型,CNC切割先用绘图软件将治具的尺寸、形状绘画出来,然后编写程序,输入到CNC机台上,将铝块放入台面,进行雕冼,雕冼完成后用气枪吹干净形成治具,将产品放到治具上进行切割,用气枪吹干净后放到吸塑盒里等待品检。
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
- 一种手机背壳电池仓及手机背壳
- 智能手机背壳炫彩效果加工装置及加工工艺