用于改进车身冲压件设计的方法
文献发布时间:2023-06-19 11:29:13
技术领域
本发明属于车辆设计技术领域,具体提供了一种用于改进车辆冲压件设计的方法。
背景技术
随着人们生活水平的不断提高,私家车成为了广大消费者的主要代步工具。越来越多的无车家庭将购置车辆列入近期计划,很多有车家庭中也计划新增车辆以方便家庭成员的用车需求。随着家用车市场的不断增大和前景的火爆,越来越多的车辆制造厂商如雨后春笋般出现,市场竞争也越来越激烈,激烈的竞争环境对各个车辆制造厂商的研发速度提出了更高的要求。
在研发过程中,造型别致的车身设计通常需要消耗大量的时间、人力、物力和财力。为了加快研发进度,降低研发和制造成本,通常会在一款新型车身设计的基础上进一步进行修改,进而推出升级款车身造型。具体地,将前款车身的局部造型朝着新的设计理念方向修改,从而得到升级款车身造型。但是,在生产制造阶段,构成车身的冲压件在批量生产制造阶段会出现较多的缺陷,冲压件的报废率较高,增加了制造成本。在高端车型追求轻量化的趋势下,全铝车身成为了主要选择之一,而铝板的成型难度比钢板更大,采用铝板冲压成型出现缺陷和报废的情况更为突出。
因此,本领域需要一种新的技术方案来解决上述问题。
发明内容
为了解决现有技术中的上述问题,即为了解决现有车身改进设计方法容易导致构成车身的冲压件在制造过程中报废率较高的问题,本发明提供了一种用于改进车身冲压件设计的方法,所述方法包括:获取已成型的冲压件上减薄率超标的减薄部位;从所述减薄部位中筛选出缺陷率和/或缺陷类型不符合预设要求的第一部位;对所述冲压件的原始设计模型上与所述第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型。
在上述方法的优选技术方案中,“获取已成型的冲压件上减薄率超标的减薄部位”的步骤包括:对所述冲压件进行扫描获得点云数据;根据所述点云数据构建三维模型;比较所述三维模型与所述冲压件的原始设计模型获取所述冲压件上减薄率超标的减薄部位。
在上述方法的优选技术方案中,“对所述冲压件进行扫描获得点云数据”的步骤包括:对放置在检具平台上的所述冲压件进行扫描获得所述点云数据。
在上述方法的优选技术方案中,“对所述冲压件的原始设计模型上与所述第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型”的步骤包括:对所述原始设计模型上的第二部位进行形状尺寸调整得到调整模型;对所述调整模型进行模拟分析,判断所述调整模型上与所述第二部位相同的第三部位出现缺陷的概率是否小于第一预设值;若所述第三部位出现缺陷的概率小于所述第一预设值,则将所述调整模型作为所述目标设计模型。
在上述方法的优选技术方案中,“对所述冲压件的原始设计模型上与所述第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型”的步骤还包括:若所述第三部位出现缺陷的概率不小于所述第一预设值,则将所述原始设计模型上的第二部位的材料调整为成型性能指标更高的材料后作为所述目标设计模型。
在上述方法的优选技术方案中,“对所述原始设计模型上的第二部位进行形状尺寸调整得到调整模型”的步骤包括:对所述原始设计模型上的第二部位进行形状尺寸调整后判断是否与与之相配合的零部件存在干涉;若不存在干涉,则将所述原始设计模型上的第二部位进行形状尺寸调整后的模型作为所述调整模型。
在上述方法的优选技术方案中,若存在干涉,则将所述原始设计模型上的第二部位的材料调整为成型性能指标更高的材料后作为所述目标设计模型。
在上述方法的优选技术方案中,“对所述第二部位的形状尺寸进行调整”的步骤包括:对所述第二部位的拔模角度和/或圆角尺寸进行调整。
在上述方法的优选技术方案中,所述缺陷率包括开裂报废率。
在上述方法的优选技术方案中,“对所述冲压件进行扫描获得点云数据”的步骤包括:采用立体相机系统对所述冲压件进行扫描获得所述点云数据。
本领域技术人员能够理解的是,在本发明的技术方案中,用于改进车身冲压件设计的方法包括:获取已成型的冲压件上减薄率超标的减薄部位;从减薄部位中筛选出缺陷率和/或缺陷类型不符合预设要求的第一部位;对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型。
在设计阶段,设计人员在对冲压件进行设计改进之后也会使用力学分析软件对设计的冲压件模型进行力学分析以及出现缺陷风险的评估,但是冲压设备的精度、待冲压坯料内部可能存在的允许缺陷等因素均会导致制造过程中冲压件的报废率增加。采用本发明用于改进车身冲压件设计的方法,在对车身造型进行改进设计过程中,基于前款车身冲压件的原始设计模型和前款车身冲压件在批量生产制造后的实际信息进行改进,既能够保证较快的研发速度,也能够避免新设计的车身冲压件在制造阶段出现报废率较高的情况,从而极大地降低了研发和制造成本。
优选地,“获取已成型的冲压件上减薄率超标的减薄部位”的步骤包括:对冲压件进行扫描获得点云数据;根据点云数据构建三维模型;比较三维模型与冲压件的原始设计模型获取冲压件上减薄率超标的减薄部位。通过对冲压件进行扫描获得点云数据,根据点云数据构建三维模型,比较该三维模型与冲压件的原始设计模型获取冲压件上减薄率超标的减薄部位,能够更加准确全面地获取冲压件成型过程中出现地减薄部位,从而在基于前款车身冲压件的原始设计模型和前款车身冲压件在批量生产制造后的实际信息进行改进时能够更加全面精准地减小新设计的冲压件在制造过程中出现缺陷的风险。
优选地,“对冲压件进行扫描获得点云数据”的步骤包括:对放置在检具平台上的冲压件进行扫描获得点云数据。将冲压件放置在检具平台上进行扫描来获得点云数据,能够避免冲压件不同部位受重力和不规范的支撑力作用的影响而产生变形,从而避免根据采集到的点云数据构建的三维模型与冲压构建的实际形状尺寸产生偏差,能够更加准确地获得冲压件上减薄率超标的减薄部位。
优选地,“对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型”的步骤包括:对原始设计模型上的第二部位进行形状尺寸调整得到调整模型;对调整模型进行模拟分析,判断调整模型上与第二部位相同的第三部位出现缺陷的概率是否小于第一预设值;若第三部位出现缺陷的概率小于第一预设值,则将调整模型作为目标设计模型。通过这样的设置,在对原始设计模型上的第二部位进行形状尺寸调整得到调整模型后,进一步对调整模型进行模拟分析,判断其上与第二部位相同的第三部位出现缺陷的概率的大小,在出现缺陷的概率小于第一预设值时将调整模型作为目标设计模型,能够更加有效地降低冲压件在制造过程中出现缺陷的风险。
优选地,“对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型”的步骤还包括:若第三部位出现缺陷的概率不小于第一预设值,则将原始设计模型上的第二部位的材料调整为成型性能指标更高的材料后作为目标设计模型。通过这样的设置,在无法通过调整尺寸来降低冲压件在制造过程中出现缺陷的风险时,通过将材料更换成成型性能指标更高的材料,能够有效地降低冲压件在制造过程中出现缺陷的风险。同样,也能够在整体上减小直接更换材料对制造成本的影响。
优选地,“对原始设计模型上的第二部位进行形状尺寸调整得到调整模型”的步骤包括:对原始设计模型上的第二部位进行形状尺寸调整后判断是否与与之相配合的零部件存在干涉;若不存在干涉,则将原始设计模型上的第二部位进行形状尺寸调整后的模型作为调整模型;若存在干涉,则将原始设计模型上的第二部位的材料调整为成型性能指标更高的材料后作为目标设计模型。通过这样的设置,能够避免设计的冲压件的形状尺寸与与之相配合的零部件存在干涉而导致冲压件制造后出现报废的情况,同样避免了设计的冲压件的形状尺寸与与之相配合的零部件存在干涉而对与之相配合的零件的形状尺寸进行调整而影响与之相配合的零件的设计和制造的情况,从而从整体上提高了车身整体的研发速度。
附图说明
下面参照附图来描述本发明的优选实施方式,附图中:
图1是本发明用于改进车身冲压件设计的方法的主要步骤示意图;
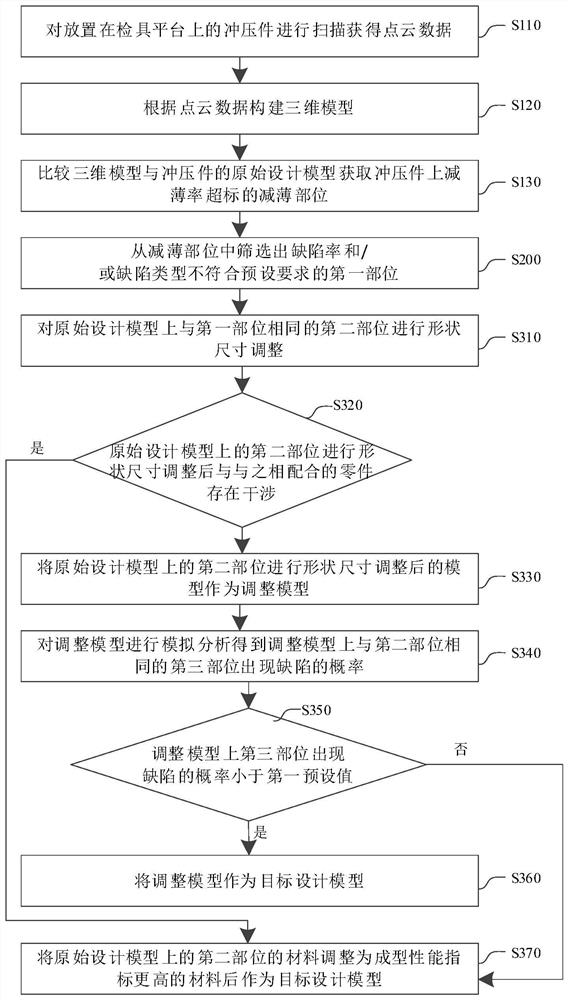
图2是本发明一种实施例的用于改进车身冲压件设计的方法的具体步骤示意图。
具体实施方式
首先,本领域技术人员应当理解的是,下面描述的实施方式仅仅用于解释本发明的技术原理,并非旨在限制本发明的保护范围。例如,虽然本发明的实施例中是结合车围的改进设计方法进行说明的,但是这并不能对本发明的保护范围构成限制,本领域技术人员可以根据需要对其作出调整,以便适应具体的应用场合,如本发明的用于改进车身冲压件设计的方法也适用于前舱盖、后备箱盖、翼子板等车身冲压件。显然,调整后的技术方案仍将落入本发明的保护范围。
需要说明的是,在本发明的描述中,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
参照图1和图2,来对本发明的用于改进车身冲压件设计的方法进行介绍。其中,图1是本发明用于改进车身冲压件设计的方法的主要步骤示意图,图2是本发明一种实施例的用于改进车身冲压件设计的方法的具体步骤示意图。
基于背景技术指出的现有车身设计方法容易导致构成车身的冲压件在制造过程中报废率较高的问题,本发明提供了一种用于改进车身冲压件设计的方法。如图1所示,本发明的用于改进车身冲压件设计的方法包括:
步骤S100、获取已成型的冲压件上减薄率超标的减薄部位。
也就是说,对于已经处于批量制造的前款冲压件,对已经冲压成型的冲压件进行检测分析,获取已成型的冲压件上减薄率超标的减薄部位。
步骤S200、从减薄部位中筛选出缺陷率和/或缺陷类型不符合预设要求的第一部位。
在冲压件冲压成型过程中,冲压件会出现表面起皱、划伤、毛刺、拉裂等缺陷。毛刺缺陷可以通过打磨工序消除,对于冲压件的力学性能影响不大。因此,从减薄部位中筛选第一部位时,可以筛选出具有表面起皱、拉裂、划伤等缺陷的部位作为第一部位。当然,也可以仅将同一部位出现不符合预设要求的缺陷类型的缺陷率作为判断该部位是否作为第一部位的依据,例如批量生产的冲压件中,同一部位出现拉裂的冲压件占该批冲压件总数量的比例(缺陷率)大于预设比例时,将冲压件上的该部位作为第一部位。缺陷率也可以是批量生产的冲压件的缺陷报废率。可以理解的是,也可以同时将缺陷类型和缺陷率同时作为确定冲压件上某一部位是否作为第一部位的依据。
步骤S300、对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型。
可以仅对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸进行调整得到目标设计模型,也可以仅对冲压件的原始设计模型上与第一部位相同的第二部位的材料进行调整得到目标设计模型,还可以对对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和材料均进行调整得到目标设计模型。
由于车间制造冲压件的冲压设备的磨损等因素将导致尺寸精度降低,而对于用于制造冲压件的待冲压坯料,不同批次的待冲压坯料内部可能存在允许缺陷,这些因素等均会导致制造过程中冲压件的报废率增加。采用本发明用于改进车身冲压件设计的方法,在对车身造型进行改进设计过程中,对于冲压件的设计改进,获取前款车身冲压件上减薄率超标的减薄部位,从减薄部位中筛选出缺陷率和/或缺陷类型不符合预设要求的第一部位,对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型,即基于前款车身冲压件的原始设计模型和前款车身冲压件在批量生产制造后的实际信息进行改进,既能够保证较快的研发速度,也能够避免新设计的车身冲压件在制造阶段出现报废率较高的情况,从而极大地降低了研发和制造成本。对于采用铝板制造冲压件,本发明的方法能够更大程度地避免制造阶段冲压件出现缺陷和报废的情况,提高冲压件的成型率,降低研发和制造成本。
接下来结合图2和铝合金车围的改进设计方法来对本发明的一种实施例进行介绍。
如图2所示,在本发明的一种实施例中,步骤S100包括:
步骤S110、对放置在检具平台上的冲压件进行扫描获得点云数据。
在节能减排、轻量化的趋势下,很多车身冲压件开始采用铝合金材料冲压制造。由于冲压成型的车围尺寸较大,车围直接放置在地上时其与地面的支点与其装配至车架后的支点不同,车围的局部区域会发生微量变形。因此,将处于批量制造中的前款车身的车围放置在检具平台上,采用ATOS立体相机系统对检具平台上放置的车围进行扫描获得点云数据。这样,能够避免根据采集到的点云数据构建的三维模型与冲压构建的实际形状尺寸产生偏差。
步骤S120、根据点云数据构建三维模型。
将车围的点云数据导入AUTOFORM软件中构建三维模型。
步骤S130、比较三维模型与冲压件的原始设计模型获取冲压件上减薄率超标的减薄部位。
在AUTOFORM软件中,将构建的三维模型与冲压件的原始设计模型放置于同一个三维坐标系统中,对构建的三维模型与冲压件的原始模型进行比较分析,得到冲压件上减薄率超标的减薄部位。例如,合格减薄率的上限值为16%,确定出冲压件上减薄率超过16%的减薄部位。
步骤300包括:
步骤S310、对原始设计模型上与第一部位相同的第二部位进行形状尺寸调整。
具体地,调整原始设计模型上与第一部位相同的第二部位的拔模角度,或者调整原始设计模型上与第一部位相同的第二部位的圆角尺寸,也可以对原始设计模型上与第一部位相同的第二部位中的一部分调整拔模角度,另一部分调整圆角尺寸。
步骤S320、判断原始设计模型上的第二部位进行形状尺寸调整后与与之相配合的零件是否存在干涉,若是则执行步骤S370,若否则执行步骤S330。
步骤S330、将原始设计模型上的第二部位进行形状调整后的模型作为调整模型。
步骤S340、对调整模型进行模拟分析得到调整模型上与第二部位相同的第三部位出现缺陷的概率。
步骤S350、判断调整模型上第三部位出现缺陷的概率是否小于第一预设值,若是则执行步骤S360,若否则执行步骤S370。
步骤S360、将调整模型作为目标设计模型。
步骤S370、将原始设计模型上的第二部位的材料调整为成型性能指标较高的材料后作为目标设计模型。
在研发设计过程中,不同的零部件由不同的部门进行同时设计以便加快研发设计进度,而不同的零部件之间存在装配关系,因此,在对原始设计模型上与第一部位相同的第二部位进行形状尺寸调整后,需要判断原始设计模型上的第二部位进行形状尺寸调整后与与之相配合的零件是否存在干涉。例如,将调整后的形状尺寸发送给其他部门确认是否存在干涉,若不存在干涉则将原始设计模型上的第二部位进行形状调整后的模型作为调整模型,若存在干涉则将原始设计模型上的第二部位的材料调整为成型性能指标较高的材料后作为目标设计模型。获得调整模型后,再对调整模型进行模拟分析得到调整模型上与第二部位相同的第三部位出现缺陷的概率,判断调整模型上第三部位出现缺陷的概率是否小于第一预设值(如5%),若是则将调整模型作为目标设计模型,若否则将原始设计模型上的第二部位的材料调整为成型性能指标较高的材料后作为目标设计模型。
通过这样的设置,能够避免设计的冲压件的形状尺寸与与之相配合的零部件存在干涉而导致冲压件制造后出现报废的情况,同样避免了设计的冲压件的形状尺寸与与之相配合的零部件存在干涉而对与之相配合的零件的形状尺寸进行调整而影响与之相配合的零件的设计和制造的情况,从而从整体上提高了车身整体的研发速度。同时能够更加有效地降低冲压件在制造过程中出现缺陷的风险,并在整体上减小直接更换材料对制造成本的影响。
本领域技术人员可以理解的是,第一预设值为5%仅是一种具体的设置方式,本领域技术人员可以根据实际情况对其作出调整,以便适应不同的应用场合,如第一预设值可以为3%、6%、7%等。采用ATOS立体相机系统对冲压件进行扫描也是一种具体的实施方式,本领域技术人员也可以使用三维激光扫描仪、结构光源转换仪、X射线断层成像设备或者其他合适的扫描设备等对冲压件进行扫描获得点云数据。另外,将车围的点云数据导入AUTOFORM软件中构建三维模型也是一种具体的实施方式,本领域技术人员也可以将车围的点云数据导入Imageware、PolyWorks、Rapidform或者Geomagic等软件中构建三维模型。此外,将车围放置在检具平台上进行扫描是一种较为优选的实施方式,本领域技术人员也可以将车围装配至车身之后进行扫描获得点云数据。
在另外一种可行的实施方式中,用于改进车身冲压件设计的方法可以不包括上述实施例中的步骤S340和步骤S350,在步骤S330之后直接执行步骤S360,即获取调整模型后不进行模拟分析直接将调整模型作为目标设计模型。只不过降低冲压件在制造过程中出现缺陷的风险的效果不如上述实施例。
在另外一种可行的实施方式中,用于改进车身冲压件设计的方法可以不包括上述实施例中的步骤S320,在步骤S310之后直接执行步骤S330,即将对原始设计模型上与第一部位相同的第二部位进行形状尺寸调整后不再判断是否与其他零部件存在干涉,直接将调整后的模型作为调整模型。这样,适用于部分冲压件没有与之配合的零部件或者与之配合的零部件与之配合的间隙余量较大等情况。
在另外一种可行的实施方式中,也可以通过人工测量方式对已成型的冲压件上减薄率超标的部位进行测量和筛选。只不过,这样需要消耗大量的人力,并且测量效率较低。
通过以上描述可以看出,在本发明的技术方案中,用于改进车身冲压件设计的方法包括:获取已成型的冲压件上减薄率超标的减薄部位;从减薄部位中筛选出缺陷率和/或缺陷类型不符合预设要求的第一部位;对冲压件的原始设计模型上与第一部位相同的第二部位的形状尺寸和/或材料进行调整得到目标设计模型。采用本发明用于改进车身冲压件设计的方法,在对车身造型进行改进设计过程中,基于前款车身冲压件的原始设计模型和前款车身冲压件在批量生产制造后的实际信息进行改进,既能够保证较快的研发速度,也能够避免新设计的车身冲压件在制造阶段出现报废率较高的情况,从而极大地降低了研发和制造成本。
本领域的技术人员能够理解,尽管在此所述的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本发明的范围之内并且形成不同的实施例。例如,在本发明的权利要求书中,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
- 用于改进车身冲压件设计的方法
- 用于选择和设计改进性能的多模光纤的设计方法和度量