一种气顶装置及复合材料预浸料制件模压模具
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及模压模具技术领域,尤其涉及一种气顶装置及复合材料预浸料制件模压模具。
背景技术
现有技术中,当模腔内存在液体时,模腔内的液体会进入模具内的气顶装置,损坏气顶装置,减少了气顶装置的使用寿命。因此,如何提供一种气顶装置避免膜腔内的液体进入,对气顶装置的损坏是本领域技术人员目前需要解决的技术问题。鉴于上述问题,本设计人基于从事此类产品工程应用多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期创设一种气顶装置及复合材料预浸料制件模压模具,使其更具有实用性。
发明内容
本发明所要解决的技术问题是:如何提供一种气顶装置避免膜腔内的液体进入,对气顶装置的损坏。
为了达到上述目的,本发明所采用的技术方案是:一种气顶装置,包括气顶本体、抽芯及驱动机构,所述气顶本体包括顶杆、轴套和支撑板,所述顶杆上具有径向贯穿的气孔,所述气顶本体具有轴向贯穿的滑动槽,所述抽芯设置在所述滑动槽内,所述抽芯的一端与驱动机构连接,所述抽芯可沿滑动槽滑动,
当所述抽芯滑动至与所述气顶本体顶面平齐,对气孔进行封堵,此时所述抽芯处于第一位置,
当所述抽芯滑动至所述气孔位置以下时,露出气孔,此时所述抽芯处于第二位置。
进一步地,所述顶杆的顶端设置有凸起部,凸起部的直径大于所述顶杆的直径,所述凸起部外侧壁沿周向设置有安装槽。
进一步地,所述顶杆的底端与轴套固定连接,所述轴套外侧沿轴向开设有若干第一密封槽。
进一步地,所述支撑板固定在所述轴套的底端,所述支撑板上开设有连接孔,所述驱动机构的顶端固定有支撑座,所述支撑座上开设有固定孔,用于对所述驱动机构进行固定。
一种复合材料预浸料制件模压模具,包括上模和安装在机床台面的下模,上模的模框与下模的模框具有合模后形成的模腔,所述下模与上模上均设置有气顶装置,所述上模与下模上均具有真空孔,所述气顶装置穿过所述真空孔。
进一步地,所述下模的模框与机床台面之间设置有隔热板。
进一步地,所述驱动机构的顶端固定有支撑座,所述支撑座的顶面固定在所述下模的底面,所述支撑板的上端面与所述下模的下端面固定。
进一步地,所述下模的模框上开设有溢胶槽,所述溢胶槽设置在所述模腔的四角,用于对溢出树脂的收集。
进一步地,所述下模的模框上有闭环设置的第二密封槽,所述第二密封槽用于对模具的模腔进行密封,所述第二密封槽设置在所述溢胶槽和模腔的外圈。
本发明的有益效果为:
本发明的气顶装置结构简单,维护保养便捷,安装时不会影响产品的位置,密封性能好,通过气孔的设置能够使气体通过气孔抽出,气顶装置通过顶杆、抽芯的设置能够避免模腔内的液体直接流入模具的流通气道内,若有少量液体进入滑动槽内,在抽芯从第二位置至第一位置的过程中,能够将滑动槽内的液体顶出气顶装置,回到膜腔内,增加了气顶装置的使用寿命。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
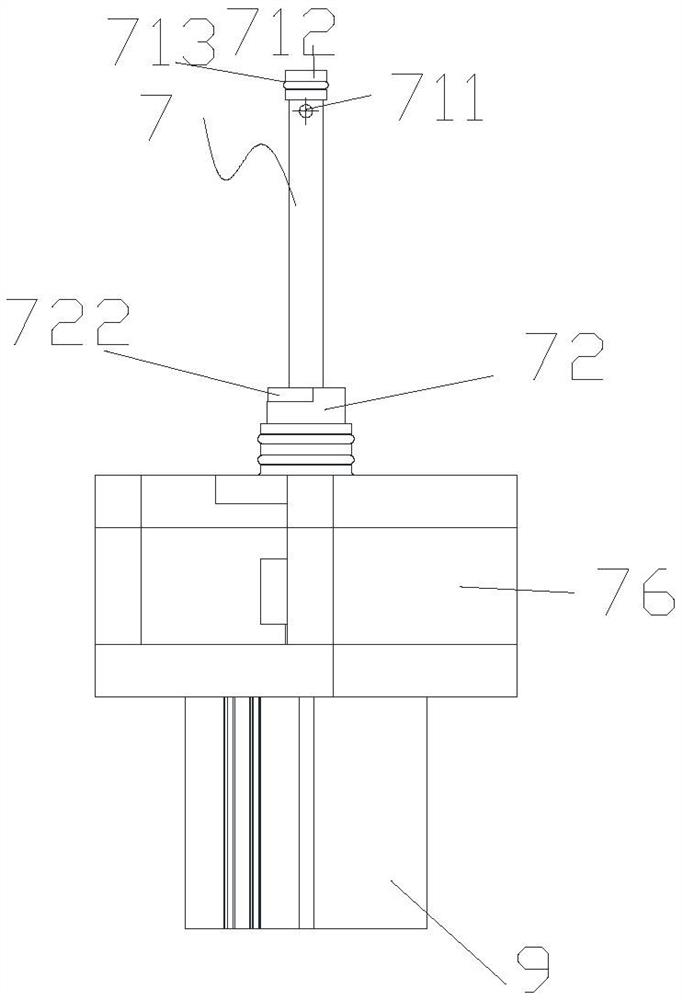
图1为本发明气顶装置的结构示意图。
图2为本发明中气顶装置的剖面图。
图3为本发明中复合材料预浸料制件模压模具的结构示意图。
图4为本发明中复合材料预浸料制件模压模具的剖面图。
图5为图4中A处的放大图。
附图标记:1、气顶装置; 2、真空孔;21、第一孔段;22、第二孔段;23、第三孔段;3、模腔;4、下模;41、溢胶槽;42、第二密封槽;43、第一流通气道;44、第二流通气道;5、隔热板;7、气顶本体;74、滑动槽;75、避空槽; 71、顶杆;711、气孔;712、凸起部;713、安装槽;72、轴套;721、第一密封槽;722、台阶面;73、支撑板;76、支撑座;8、抽芯;9、驱动机构。
具体实施方式
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
在本发明的描述中,需要说明的是,属于“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如可以是固定连接,也可以是可拆卸连接,或一体式连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。本实施例采用递进的方式撰写。
如附图1-2所示的一种气顶装置1,包括气顶本体7、抽芯8及驱动机构9,所述气顶本体7包括顶杆71、轴套72和支撑板73,所述顶杆71上具有径向贯穿的气孔711,所述气顶本体7具有轴向贯穿的滑动槽74,所述抽芯8设置在所述滑动槽74内,所述抽芯8的一端与驱动机构9连接,所述抽芯8可沿滑动槽74滑动,
当所述抽芯8滑动至与所述气顶本体7顶面平齐,对气孔711进行封堵,此时所述抽芯8处于第一位置,
当所述抽芯8滑动至所述气孔711位置以下时,露出气孔711,此时所述抽芯8处于第二位置。
本发明的气顶装置1结构简单,维护保养便捷,安装时不会影响产品的位置,密封性能好,通过气孔711的设置能够使气体通过气孔711抽出,气顶装置1通过顶杆71、抽芯8的设置能够避免模腔3内的液体直接流入模具的流通气道内,若有少量液体进入滑动槽74内,在抽芯8从第二位置至第一位置的过程中,能够将滑动槽74内的液体顶出气顶装置1,回到模腔内,增加了气顶装置1的使用寿命。
具体的,所述抽芯8依次贯穿所述支撑板73、轴套72和顶杆71,在本实施例中,所述驱动机构9为薄型油缸,薄型油缸具有精度高,体积小、导向效果好的优点,所述抽芯8与薄型油缸的输出端连接,能够控制抽芯8的滑动行程,从而控制气孔711的关闭与打开。
为了减少模具间的摩擦磨损,所述滑动槽74内设置有环形避空槽75,所述避空槽75设置在顶杆71的底部,所述避空槽75能够流通气体,能够大大减小抽芯8在滑动槽74内滑动时的摩擦面积,从而减小摩擦阻力,保证滑动的顺滑性。在具体使用时,所述第二位置位于所述避空槽75上方,所述抽芯8在滑动时,并不会滑动至避空槽75内。
为了增加密封效果,所述顶杆71的顶端设置有凸起部712,凸起部712的直径大于所述顶杆71的直径,所述凸起部712外侧壁沿周向设置有安装槽713,用于安装密封圈。
为了加强密封效果,所述顶杆71的底端与轴套72固定连接,所述轴套72外侧沿轴向开设有若干第一密封槽721,用于安装密封圈。
作为优选的实施例,所述支撑板73固定在所述轴套72的底端,所述支撑板73上开设有连接孔,所述驱动机构9的顶端固定有支撑座76,所述支撑座76上开设有固定孔,用于对所述驱动机构9进行固定。通过支撑板73对气顶本体7进行固定,通过支撑座76对驱动机构9进行固定。
保证抽芯8与顶杆71制件的密封效果,所述抽芯8与顶杆71均为金属材质结构且所述抽芯8与所述顶杆71为间隙配合,仅能供抽芯8与顶杆71之间的滑动,液体难以通过抽芯8与顶杆71的间隙。在实际应用时,减小间隙值,以增加气顶装置1的气密性。
如图3~5所示的一种复合材料预浸料制件模压模具,包括上模和安装在机床台面的下模4、上模的模框与下模4的模框具有合模后形成的模腔3,所述下模4与上模上均设置有气顶装置1,所述上模与下模4上均具有真空孔2,所述气顶装置1穿过所述真空孔2。
在本实施例中,所述上模上设置有一所述气顶装置1,所述下模4上设置有两所述气顶装置1。
所述凸起部712外侧壁与所述真空孔2的内壁紧密贴合,所述凸起部712的形状与所述真空孔2对应设置,所述真空孔2与所述凸起部712之间还设置有密封圈,所述密封圈设置在所述安装槽713内,通过所述密封圈的设置能够有效保证模腔3与第二流通气道44之间的密封性,保证模腔3内的真空环境。
所述真空孔2包括顺次连接的第一孔段21,第二孔段22和第三孔段23,所述第二孔段22的直径大于所述第一孔段21,所述第一孔段21的内径与所述凸起部712的直径相配合,所述第三孔段23与所述轴套72的形状和尺寸相配合,当所述抽芯8处于第一位置时,所述轴套72的外侧壁与所述第三孔段23的内壁紧密贴合,所述第三孔段23与所述轴套72之间还设置有密封圈,所述密封圈设置在所述第一密封槽721内,通过密封圈的设置能够有效保证流通气道的气密性。在抽真空时,预浸料上少量的液态树脂可能通过真空孔2进入气顶装置1内部,后通过气孔711进入第二流通气道44,通过第一密封槽721内密封圈的设置,可以避免进入第二流通气道44的树脂胶液进入模具下部。
所述第二孔段22的内径大于所述顶杆71的直径,所述第二孔段22与所述顶杆71之间的间隙作为第二流通气道44,当所述抽芯8处于第二位置时,所述第二流通气道44与所述滑动槽74联通,所述下模4/上模上具有与所述第二流通气道44联通的第一流通气道43,所述第一流通气道43与所述第二流通气道44垂直设置,所述第一流通气道43的一端与抽真空装置连接,通过抽真空装置抽气或进气,从而进行抽真空操作和破真空操作。所述轴套72靠近所述顶杆71的一端设置有台阶面722,通过台阶面722的设置能够将所述第三孔段23与轴套72形成的腔体与第二流通气道44联通。
在抽真空时,预浸料上少量的液态树脂可能通过真空孔2进入气顶装置1内部,后通过气孔711进入第二流通气道44,由于预浸料上的树脂量较少无法进入第一流通气道43,树脂胶液会黏附在第二流通气道44侧壁或第二流通气道44竖直方向的底部,在抽真空装置进行破真空操作时,将第二流通气道44内的树脂胶液通过气孔711吹回气顶装置1的滑动槽74内,破真空操作完成后抽芯8再次从第二位置至第一位置的过程中,将滑动槽74内的液体顶出气顶装置1,回到模腔内。
本发明抽芯8处于第一位置时,抽芯8与气顶本体7顶面、模腔3的底面平行,此时模腔3内为密闭空间,且气顶本体7不会影响产品的位置。
所述上模、下模4沿所述机床台面长度方向均设置有若干加热油道,为模具进行加热。加热油道通有加热油,通过加热油将模具加热至140度左右,对预浸料进行固化,大大缩短了加热时间,只需20分钟左右,即可完成固化。
作为上述实施例的优选,所述下模4的模框与机床台面之间设置有隔热板5,所述隔热板5防止温度传导至机床台面上,引起机床台面高温变形,同时对模具进行保温,进一步提高加热效率。
作为上述实施例的优选,所述支撑座76的顶面固定在所述下模4的底面,所述支撑板73的上端面与所述下模4的下端面固定。
作为上述实施例的优选,所述下模4的模框上开设有溢胶槽41,所述溢胶槽41设置在所述模腔3的四角,用于对溢出树脂的收集,在模压过程中预浸料上的部分树脂会从预浸料中挤出流入溢胶槽41,对溢出树脂进行集中收集,便于集中处理。
作为上述实施例的优选,所述下模4的模框上有闭环设置的第二密封槽42,所述第二密封槽42用于对模具进行密封,所述第二密封槽42设置在所述溢胶槽41和模腔3的外圈,所述第二密封槽42至少设置为2个。
在具体使用时,将预浸料放入模腔3内,加热模具后进行合模,启动驱动机构9驱动抽芯8下降至第二位置,随后启动抽真空装置进行抽真空操作,抽真空完成后驱动机构9驱动抽芯8上升至第一位置,注入树脂,合模加压预设时间后,驱动机构9驱动抽芯8下降至第二位置,启动抽真空装置吹气破模腔3真空状态,微抬起上模,若制件贴附于上模,启动上模的抽真空装置继续吹气直至制件脱离上模,完全开打上模。
需要说明的是,本发明通过先抽真空,后气顶装置1堵住真空孔2进行注胶,可以有效避免大量树脂从真空孔2进入滑动槽74,依次通过第二流通气道44、第一流通气道43流入抽真空装置,有效避免了树脂胶液在进行抽真空操作时进入抽真空装置内固化,从而堵住真空孔2,难以清理的问题。
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种气顶装置及复合材料预浸料制件模压模具
- 一种气顶装置及复合材料预浸料制件模压模具