外加交变磁场辅助铝合金/钢异种金属熔钎焊方法和系统
文献发布时间:2023-06-19 11:30:53
技术领域
本发明属于焊接技术领域,具体涉及外加交变磁场辅助铝合金/钢异种金属熔钎焊方法和系统。
背景技术
公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
节能、减排和环保是当前汽车工业发展的方向,也是关系到人类可持续发展的重大问题。汽车车体的轻量化设计与制造,是满足节能减排的关键途径。以铝合金代替部分钢,采用铝合金/镀锌钢一体化车身框架结构,可充分发挥铝合金和镀锌钢两种材料的性能与优势,实现汽车轻量化和节能减排,已成为汽车制造业发展的主流趋势。
焊接工艺作为铝合金/镀锌钢异质材料结构制造的核心技术之一,其接头质量对产品的性能与寿命有着举足轻重的影响。但由于铝合金、钢两种金属之间存在溶解度小、热物性(如熔点、比热容、热导率等)差异大、接头易形成大量Fe-Al脆性金属间化合物(IMC)等问题,对铝合金/钢一体化车身焊接工艺提出了巨大挑战。
国内外研究者针对铝合金/钢的冶金特点,充分结合熔化焊与钎焊工艺各自优势,提出填充金属与铝合金母材共同熔化并与钢母材固态表面形成高强钎焊接头的铝合金/钢MIG电弧熔钎焊工艺。该工艺与钎焊、扩散焊、摩擦焊以及高能束熔钎焊(激光、电子束等)等焊接工艺相比,具有设备成本低、易操作、适用性广、不易受产品结构和尺寸限制等优点,在铝合金/钢异质结构生产中具有广阔的应用前景。但MIG电弧熔钎焊工艺也存在难以精确控制热输入这一突出技术瓶颈,导致电弧能量输出易波动,造成接头Fe-Al金属间化合物层局部过厚或过薄(未钎合),同时熔池液态金属铝在钢表面的铺展润湿性差,使得钎焊结合面较小,抗拉强度低,从而严重制约了接头力学性能,限制了焊接质量的提高。
发明内容
针对上述现有技术中存在的问题,本发明的目的是提供外加交变磁场辅助铝合金/钢异种金属熔钎焊方法和系统。利用交变磁场,实现MIG熔钎焊接热输入的精确控制及促进熔融金属铺展润湿。
为了解决以上技术问题,本发明的技术方案为:
第一方面,外加交变磁场辅助铝合金/钢异种金属熔钎焊方法,所述方法为:在MIG熔钎焊的过程中,沿着平行于焊接的方向,施加交变磁场,交变磁场与焊接电流相互作用。
MIG熔钎焊是针对异种金属铝和钢的熔化极气体保护焊(MIG焊),即填充金属与铝合金母材共同熔化并与钢母材固态表面形成高强钎焊接头。两种金属仅铝熔化而钢不熔化。MIG焊是一种采用可熔化的焊丝作为电极,以连续送进的焊丝与被焊工件之间燃烧的电弧作为热源来熔化焊丝与母材金属的焊接方法。
MIG焊其相比于现有的TIG焊具有区别,TIG焊是利用钨极与工件之间的电弧使金属熔化而形成焊缝的。MIG焊相比于TIG焊具有较大的缺点是,MIG焊不容易控制热输入。导致电弧能量输出波动,造成接头Fe-Al金属间化合物层局部过厚或过薄(未钎合),同时熔池液态金属铝在钢表面的铺展润湿性差,使得钎焊结合面较小,抗拉强度低,从而严重制约了接头力学性能,限制了焊接质量的提高。
现有技术中利用高频磁场与TIG焊作用,利用磁场稳定电弧,改善成形的作用。但是在MIG熔钎焊过程中,稳定电弧对控制MIG的热输入分布影响不大。
本发明中,在MIG熔钎焊的平行于焊接的方向上,施加交变磁场,即磁场的方向平行于焊接方向。交变磁场与焊接电流相互作用,产生附加交变电磁力,实现电弧和熔滴的周期性横向摆动。一方面,准确调节电弧和熔滴二者作用在铝合金/钢母材上的热分布,进一步控制钢侧焊接热输入大小,改善接头受热的均匀性,提高接头Fe-Al金属间化合物层厚度的一致性;另一方面,利用电弧及熔滴周期性摆动所产生的作用力,调控熔池流动行为,促进液态金属在钢侧的横向润湿及铺展,改善焊缝表面成形;同时搅拌熔池金属、加速气体逸出,消除焊缝内部气孔,最终实现铝合金/镀锌钢搭接接头力学性能的提高。
在本发明的一些实施方式中,MIG焊接电流为50-80A,焊接电压为10-25V;进一步,MIG焊接电流为55-75A,焊接电压为15-19V。焊接电流的大小与铝合金和钢的材质及厚度等均具有关系。
在本发明的一些实施方式中,焊接速度为0.3-1m/min;进一步为0.5-0.8m/min。
在本发明的一些实施方式中,送丝速度为2-4m/min;进一步为2.5-3.3m/min。焊丝通过焊枪进行输送,送丝速度表示焊丝送进熔池的快慢。
在本发明的一些实施方式中,保护气的流量为10-20L/min;进一步为12-18L/min。在焊接的过程中需要在保护气的条件下进行。
在本发明的一些实施方式中,交变磁场的产生方法为:向U型铁芯的两个线圈中,通入电流,两个线圈交替通电、断电。向其中一个线圈通电,通电的磁头为S极,另一个磁头为N极,磁场方向从N极指向S极。反过来也是如此。这样就会产生交变磁场,即产生磁场方向不断变化的磁场。
在本发明的一些实施方式中,产生交变磁场的电流为2-30A,基值电流为0。交变磁场的磁场强度与电流有关,通过调整线圈内电流的大小,可控制电弧的偏转程度即偏转角度,一方面可改变电弧的加热区域,从而影响焊接热输入的分布,最终影响Fe-Al金属间化合物层厚度的一致性;另一方面电弧的偏转角度可影响熔池金属的铺展性,从而影响钎焊界面的宽度。
在本发明的一些实施方式中,脉冲频率为1-40Hz,两线圈电流波形相位差为180°。一个线圈通电时,另一个线圈断电,产生交变磁场。通过调整脉冲电流的频率,可改变电弧的左右偏转频率。电弧偏转频率可影响电弧在铝钢两侧的停留时间,进而改变热输入的分布,影响Fe-Al金属间化合物层厚度的一致性。
在焊接的过程中,通过调节交变磁场的电流、脉冲频率、MIG焊接电流和电压的条件,控制电弧和熔滴的偏转,能够进一步控制钢侧焊接热输入的大小,同时还会对铝液润湿性和铺展性产生影响,最终影响接头焊缝表面成形和力学性能。所以上述参数范围可适用于不同厚度、不同材质的对象。针对不同的对象可进行条件的调整。
第二方面,外加交变磁场辅助铝合金/钢异种金属熔钎焊系统,包括磁发生装置、MIG焊机,磁发生装置的磁场发出端对准MIG焊机的焊枪喷嘴喷出的位置。
磁发生装置的磁场发出端对准焊枪喷嘴喷出的位置,使交变磁场与焊接电弧发生相互作用,在电弧内产生一个方向变化的交变电磁力,可使得电弧周期性左右偏转。
在本发明的一些实施方式中,磁发生装置包括U型铁芯和缠绕在铁芯上两个线圈,U型铁芯具有两个磁头,两个磁头相对,相对的位置对准焊丝。
在本发明的一些实施方式中,还包括电源,电源与磁发生装置的线圈连接。
在一种实施方式中,电源为双路励磁电源。
本发明一个或多个技术方案具有以下有益效果:
本发明一方面能通过电弧周期性摆动,调控工件热输入分布,进而控制金属间化合物层的厚度;另一方面,电弧的左右摆动能促进熔池内液态金属的横向铺展,增加钎焊界面面积,减小润湿角,加速熔池流动,促进气体逸出,减少气孔的产生。与常规MIG熔钎焊接头相比,抗拉强度提高。
本发明可配合传统MIG焊接设备进行焊接生产,不需要改动原有焊接设备或增加复合热源,成本低,易于改装。
附图说明
构成本发明的一部分的说明书附图用来提供对本申请的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
图1为本发明外加交变磁场辅助铝/钢异种金属熔钎焊装置结构图;
图2为本发明磁发生装置结构图;
图3为本发明为产生交变磁场两个线圈所使用的励磁电流波形图;
图4为本发明在外加交变磁场作用下电弧受力示意图;
图5为本发明实施例1焊缝表面成形及横截面;
图6为本发明对比例1焊缝表面成形及横截面(无外加交变磁场辅助时);
图7为实施例1和对比例1接头抗拉强度比较。
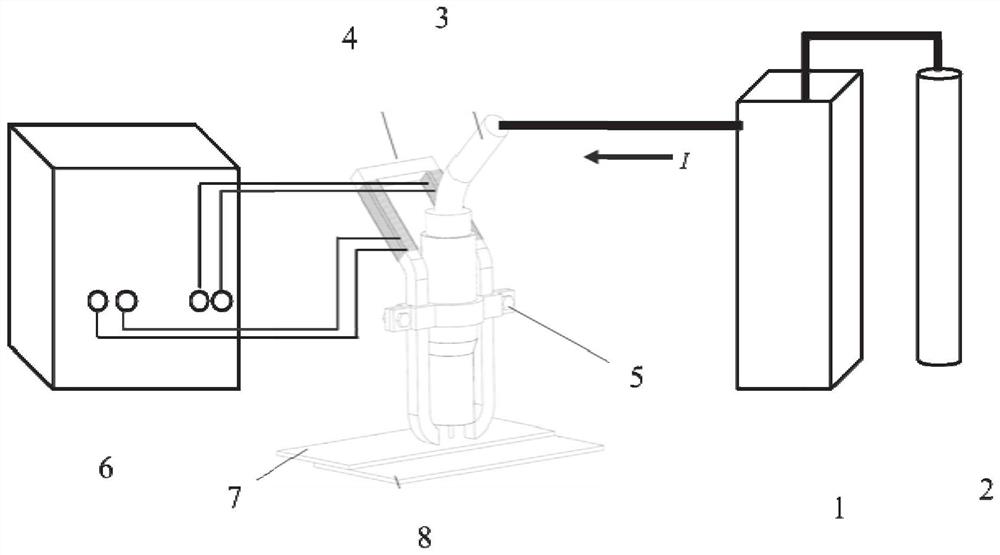
其中,1.MIG焊机,2.保护气体装置,3.焊枪,4.磁发生装置,5.夹持装置,6.双路励磁电源,7.铝板工件,8.钢板工件,9.铁芯,10.线圈A,11.线圈B,I.焊接电流方向,I
具体实施方式
应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
正如背景技术所介绍的,现有技术中传统MIG电弧熔钎焊工艺难以精确控制热输入,导致电弧能量输出易波动,造成接头金属间化合物层局部过厚或过薄(未钎合);熔池内液态金属铺展性差,流动性较弱,使得钎焊结合面较小,同时还可能产生气孔缺陷等问题,严重制约了接头力学性能,限制了焊接质量的提高。
下面结合实施例对本发明进一步说明
实施例1
针对铝/钢MIG熔钎焊接时接头强度低和易产生气孔等问题,本发明提供外加交变磁场辅助的铝/钢MIG熔钎焊接系统。图1为本发明的外加交变磁场辅助的铝/钢MIG熔钎焊接系统图,包括磁发生装置4、MIG焊机1、双路励磁电源6,MIG焊机1连接保护气体装置2,其中保护气为纯氩气或氦气等。磁发生装置4与MIG焊机1的焊枪3配合。双路励磁电源6与磁发生装置4的线圈连接。
在一种实施方式中,如图2所示,磁发生装置4包括U型铁芯9和缠绕在铁芯9上两个线圈,分别为线圈A 10和线圈B11。U型铁芯具有两个磁头,两个磁头相对,相对的位置对准焊丝。磁发生装置4与铁芯通过夹持装置5连接,可以理解的是,夹持装置5可以为通过螺栓连接的两个固定板或卡箍等连接方式。两个磁头分别为磁头1和磁头2。磁头1和磁头2相对设置。
在一种实施方式中,U型铁芯弯折设置,部分与焊枪固定连接,部分缠绕线圈与电源连接。这样方便同时与焊枪和电源连接。
焊接时,铝板工件7放置在钢板工件8上,焊枪对准焊接的位置。
当图2中的线圈A通电时,磁头1为S极,磁头2为N极,因此磁场方向从磁头2指向磁头1,该磁场产生的电磁力方向如图4(a)所示,可使得电弧向右偏转。当图2中的线圈B通电时,磁头1为N极,磁头2为S极,因此磁场方向从磁头1指向磁头2,该磁场产生的电磁力方向如图4(b)所示,可使得电弧向左偏转。可以看出,线圈A10和线圈B11通电时产生的磁场方向相反,在电弧中产生的电磁力的方向也相反。因此若两线圈按图3所示电流波形通电即在t
实施例2
步骤一、对待焊接的铝合金板和钢板进行固定,其中钢板在下,铝合金板在上,如图1所示。
步骤二、开启励磁电源,设置励磁参数。其中两个线圈的励磁电流波形如图3所示,励磁电流峰值为2-30A,基值电流为0,脉冲频率为1-40Hz。
步骤三、根据待焊工件的板厚及焊接速度要求,选择合适的焊接工艺参数,开始焊接。
焊接工件铝合金采用1mm厚的5052铝合金板和2mm厚的低碳钢镀锌钢板。调节MIG焊接电源,焊接电流71A,送丝速度为3.3m/min,焊丝选用直径1.2mm的ER4043焊丝,焊接速度为0.6m/min,保护气为纯氩,气流量为16L/min。根据前述步骤进行焊接。
对比例1
采用与实施例1完全相同的焊接工件、焊接工艺参数进行焊接,区别在于不开启励磁电源即不施加交变磁场。
如图5和图6所示,本发明的实施例1较对比例1的焊缝宽度变宽,焊缝横截面润湿角变小,说明熔池内液态金属的铺展性和流动性增强,钎焊结合面变宽。
图7比较了实施例1和对比例1接头的拉伸强度,实施例1产生的焊接接头的拉伸强度明显高于对比例1接头的拉伸强度。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 外加交变磁场辅助铝合金/钢异种金属熔钎焊方法和系统
- 一种铝合金-不锈钢异种金属的激光自熔钎焊方法