一种丁腈防滑手套生产用自动温控装置
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及丁腈防滑手套技术领域,尤其涉及一种丁腈防滑手套生产用自动温控装置。
背景技术
丁腈橡胶劳保手套以其优异的耐油性能、耐磨优异、穿戴舒适,原料来源广泛,价格适中等优势,近年来使用量呈现越来越大的趋势。随着丁腈劳保手套因上述优点而使用量变得越来越大,各种品类针织内胆浸涂丁腈涂层的劳保手套,被开发出来应用于各个领域。其中,手套表面涂层做过磨砂防滑处理的,更以极其优异的抓握力、防滑性能受到广大劳动者、消费者的青睐,它的使用量一直呈现上升的趋势。
专利号为CN201810748355.7的专利文献公开了一种丁腈超薄防滑护肤的劳保手套及其制作工艺,手套由以下质量份的各物质制成:羧基丁腈胶乳100份、氢氧化钾0.1-1份、氧化锌0.5-3份、硫磺0.5-1.5份、促进剂0.5-3份、防老剂1-2份、分散剂0.05-0.2份、钛白粉1-3份、耐磨剂1-3份、水性偶联剂0.2-1份、蜡乳液1-4份、去离子水10-30份、增稠剂1-5份、发泡剂1-3份。手套的制作工艺包括多个步骤,整体为:套模、预热、浸凝固剂、浸胶、喷盐、干燥、水洗、烘干硫化、脱模、护肤剂处理、二次烘干、成品。
但是,在实际使用过程中,发明人发现手膜温度过高,而待上胶的胶水长期使用其液体温度过高,进而影响上胶环境,导致手套出现针眼问题,产品质量差的问题。
发明内容
本发明的目的是针对现有技术的不足之处,通过设置浸胶槽槽体配合手套传输机构,使得手套传输机构在传输过程中配合流动的胶体时,在正式上胶工作前先进行预上胶工作,使得上胶后的较高温度的胶体传送过程中对手套模件先进行预上胶工作,进而避免手套模件温度与胶体温度差距过大,在正式完全的上胶工作中会影响胶体的质量,从而提高上胶效果,从而解决了手膜温度过高,而待上胶的胶水长期使用其液体温度过高,进而影响上胶环境,导致手套出现针眼问题,产品质量差的技术问题。
针对以上技术问题,采用技术方案如下:一种丁腈防滑手套生产用自动温控装置,包括:
手套传输机构,所述手套传输机构包括传输单元、若干组等间距均匀设置在所述传输单元上的手套模件以及用于驱动所述手套模件进行升降工作的导向组件;
浸胶槽槽体,所述浸胶槽槽体倾斜向下设置且位于所述传输单元下方,所述浸胶槽槽体为椭圆形结构设置,沿着所述浸胶槽槽体中部且沿着所述浸胶槽槽体长度方向设置的分隔板,所述浸胶槽槽体与所述分隔板之间形成上胶空间以及杂质排出空间,所述浸胶槽槽体,所述浸胶槽槽体沿倾斜向下方向由第一倾斜部、第一水平部、第二倾斜部、第二水平部以及第三倾斜部圆滑过渡连接;
传动机构,所述传动机构包括设置在所述第三倾斜部且位于所述杂质排出空间内的第一传动组件、设置在所述第一倾斜部下端且位于所述杂质上胶空间内的第二传动组件,所述第一传动组件与所述第二传动组件同步传动;
链动机构,所述链动机构设置在所述分隔板正上方且沿着所述浸胶槽槽体内水的传动方向同步进行传送工作,所述链动机构间断式启动;
清洁机构,所述清洁机构沿着所述链动机构传动方向等间距且均匀设置若干组,所述清洁机构用于对所述浸胶槽槽体底部进行清洁工作;
第一杂质收集机构,所述第一杂质收集机构包括设置在所述分隔板内的第一出料组件以及对第一出料组件排出的杂质进行收集工作的第一收集组件;以及
第二杂质收集机构,所述第二杂质收集机构设置在所述浸胶槽槽体上方,其包括用于驱动所述清洁机构进行去污面自动切换工作的切换组件以及对切换过程中的清洁机构进行二次清洗的第二收集组件。
作为优选,所述手套模件包括:
底座b,所述底座b设置在所述传输单元的任一链节上;
伸缩单元c,所述伸缩单元c固定设置在所述底座b上且竖直向下设置;以及
手膜,所述手膜转动设置在所述伸缩单元c的下端。
作为优选,所述导向组件包括驱动所述手套模件进行两次沿竖直方向向下移动的导向轨道以及用于驱动所述手套模件进行圆周转动的导向件;
所述手套模件传动至第一水平部时,导向轨道驱动所述伸缩单元c上的控制杆下拉至第一水平部内,所述手套模件传动至第二水平部时,导向轨道驱动所述伸缩单元c上的控制杆下拉至第二水平部内;
所述导向件包括与所述手膜上端同轴且同步传动的主动齿轮以及设置在所述传输单元上且与所述主动齿轮啮合的主动齿条,所述主动齿条位于所述第二水平部正上方。
作为优选,所述第一传动组件包括设置在所述浸胶槽槽体上的支架a、转动设置在所述支架a上的驱动轴a以及与所述驱动轴a的下端同轴且固定连接的涡轮a,所述涡轮a用于驱动所述浸胶槽槽体下端的水从杂质排出空间回流至所述上胶空间内,所述驱动轴a由第一电机驱动持续转动。
作为优选,所述第二传动组件包括与所述设置在所述浸胶槽槽体上的支架b、转动设置在所述支架b上的驱动轴b以及与所述驱动轴b的下端同轴且固定连接的涡轮b,所述驱动轴b与所述驱动轴a通过若干组同步带同步传动连接;
所述驱动轴b上端设置有散热叶片,所述散热叶片对传输中的手膜进行物理降温工作。
作为优选,所述清洁机构包括:
底座a,所述底座a设置在所述链动机构的任一链节上;
伸缩轴,所述伸缩轴沿竖直方向设置在所述底座a上且该伸缩轴下端设置有基座,,所述伸缩轴在限位轨道的作用下完成沿竖直方向升降工作;
转动杆,所述转动杆通过圆环转动设置在所述基座上开设且为L型结构设置的导向槽内;
限位环,所述限位环固定设置在所述转动杆下端;
单向轴承,所述单向轴承匹配转动设置在所述限位环内;
毛刷,所述毛刷设置在所述限位环下端;
刷辊,所述刷辊套设在所述单向轴承外;以及
卡位件,所述卡位件包括若干组圆周设置在所述限位环内壁的弹性挡块以及设置在单向轴承外壁且与所述弹性挡块匹配对应设置的压块。
作为优选,所述第一出料组件包括:
平推气缸,所述平推气缸的伸缩端竖直向下设置且其下端固定设置有伸缩单元a;
限位板,所述限位板与所述伸缩单元a的下端固定连接且与所述杂质排出空间的宽度匹配设置,所述限位板为滤网结构设置;
推出筒,所述推出筒为弹性橡胶材料设置,该推出筒匹配滑动设置在所述分隔板上开设的出口a上且通过伸缩单元b水平设置在所述分隔板内,所述推出筒用于将刷辊前方的沉淀物排出;以及
平移件,所述平移件包括与所述伸缩单元b固定连接的驱动齿条a、与所述驱动齿条a啮合的驱动齿轮a、与所述驱动齿轮a同轴且同步传动的驱动齿轮b以及与所述驱动齿轮b啮合且竖直设置在所述伸缩单元a上的驱动齿条b。
作为优选,所述第一收集组件包括:
凸出平台,所述凸出平台设置在所述浸胶槽槽体内且向外凸设,该凸出平台与所述推出筒结构匹配设置;
控制门,所述控制门由电信号驱动自动开关;以及
第一收集箱,所述第一收集箱内部设置有过滤板,所述过滤板下方的液体通过泵体循环打送至浸胶槽槽体的上端回用。
作为优选,所述切换组件包括:
主动齿轮,所述主动齿轮与所述转动杆的水平部分同轴且同步传动;
从动齿条,所述从动齿条与所述伸缩单元a固定连接且与所述主动齿轮啮合设置;以及
摩擦辊,所述摩擦辊由传动件驱动其与所述传动机构同步顺时针转动,该摩擦辊与所述刷辊间断式接触设置。
作为又优选,所述第二收集组件包括:
去杂板,所述去杂板位于所述摩擦辊下方且其接触端部设置有倒角,所述去杂板通过倾斜设置的拉簧安装在机架上;以及
第二收集箱,所述第二收集箱设置在所述去杂板下方且用于将去杂板上的杂质进行收集。
本发明的有益效果:
(1)本发明中通过设置浸胶槽槽体配合手套传输机构,使得手套传输机构在传输过程中配合流动的胶体时,在正式上胶工作前先进行预上胶工作,使得上胶后的较高温度的胶体传送过程中对手套模件先进行预上胶工作,进而避免手套模件温度与胶体温度差距过大,在正式完全的上胶工作中会影响胶体的质量,从而提高上胶效果;
(2)本发明中如果浸胶槽槽体采取平层倾斜向上结构的话,那么由于重力作功时刻在改变的缘由,因此流动的流体作用在连续传动中手套模件上的力也是不同的,因此将平面结构改成多段式,第二水平部为水平结构,在该状态下传送的手套模件与胶体之间的受到的附着力是恒定的,进而手套模件受到上胶的力是均匀的,提高上胶均匀的效果;
(3)本发明中通过设置导向组件配合手套模件,使得手套模件在沿浸胶槽槽体传动过程中,依次完成在第一水平部的预上胶工作以及在第二水平部的上胶工作,手套模件的预上胶工作采用沾料方式,避免造成两次上胶工作导致手套过厚的现象,而正式上胶工作时,导向件132驱动手套模件旋转式上胶工作,由于水流方向与手套模件传动方向相反,因此手套模件迎着胶体的部分有促进上胶效果,反之背向胶体的部分有将手套模件上胶体拍出的效果,因此该部分必须需要手套模件采用旋转上胶配合水平载胶体的结构,提高上胶效果好;
(4)本发明中通过设置第二传动组件,一方面利用第二传动组件完成对上游状态的胶体泵送工作,避免经过两个水平部分的胶体上送至浸胶槽槽体上端的动力不足问题,另外利用散热叶片同步传动,完成对传输中的手膜进行物理降温工作,避免手膜温度过高,进一步提高产品质量;其结构简单,节省额外动力,降低生产且同时完成降温以及促进上流胶体泵送工作。
综上所述,该设备具有结构简单、自动温控的优点,尤其适用于丁腈防滑手套技术领域。
附图说明
为了更清楚的说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
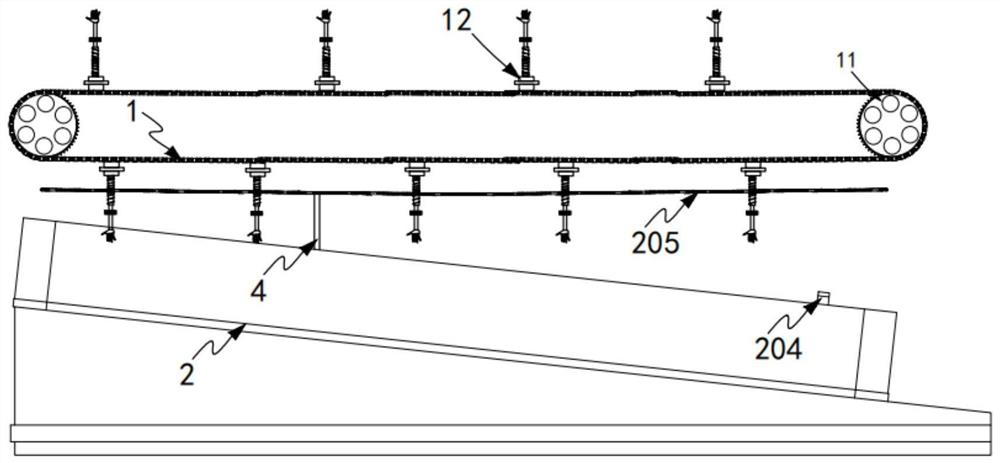
图1为丁腈防滑手套生产用自动温控装置的结构示意图。
图2为浸胶槽槽体的结构示意图。
图3为清洁机构的传动状态示意图。
图4为导向组件的结构示意图一。
图5为导向组件的结构示意图二。
图6为导向组件的传动工作示意图。
图7为第一传动组件的结构示意图。
图8为第二传动组件的结构示意图。
图9为清洁机构的结构示意图一。
图10为清洁机构的结构示意图二。
图11为清洁机构的剖视示意图一。
图12为清洁机构的剖视示意图二。
图13为清洁机构的剖视示意图三。
图14为清洁机构的剖视示意图四。
图15为第二杂质收集机构的结构示意图一。
图16为第二杂质收集机构的结构示意图二。
图17为第一杂质收集机构的结构示意图一。
图18为第一杂质收集机构的结构示意图二。
图19为第一杂质收集机构的结构示意图三。
图20为第一杂质收集机构的结构示意图四。
图21为第一杂质收集机构的结构示意图五。
具体实施方式
下面结合附图对本发明实施例中的技术方案进行清楚、完整地说明。
实施例一
如图1所示,一种丁腈防滑手套生产用自动温控装置,包括:
手套传输机构1,所述手套传输机构1包括传输单元11、若干组等间距均匀设置在所述传输单元11上的手套模件12以及用于驱动所述手套模件12进行升降工作的导向组件13;
浸胶槽槽体2,所述浸胶槽槽体2倾斜向下设置且位于所述传输单元11下方,所述浸胶槽槽体2为椭圆形结构设置,沿着所述浸胶槽槽体2中部且沿着所述浸胶槽槽体2长度方向设置的分隔板201,所述浸胶槽槽体2与所述分隔板201之间形成上胶空间202以及杂质排出空间203,所述浸胶槽槽体2,所述浸胶槽槽体2沿倾斜向下方向由第一倾斜部20a、第一水平部20b、第二倾斜部20c、第二水平部20d以及第三倾斜部20e圆滑过渡连接;
第一传动组件31,所述第一传动组件31包括设置在所述第三倾斜部20e且位于所述杂质排出空间203内的第一传动组件31、设置在所述第一倾斜部20a下端且位于所述杂质上胶空间202内的第二传动组件32,所述第一传动组件31与所述第二传动组件32同步传动;
链动机构205,所述链动机构205设置在所述分隔板201正上方且沿着所述浸胶槽槽体2内水的传动方向同步进行传送工作,所述链动机构205间断式启动;
清洁机构4,所述清洁机构4沿着所述链动机构205传动方向等间距且均匀设置若干组,所述清洁机构4用于对所述浸胶槽槽体2底部进行清洁工作;
第一杂质收集机构5,所述第一杂质收集机构5包括设置在所述分隔板201内的第一出料组件51以及对第一出料组件51排出的杂质进行收集工作的第一收集组件52;以及
第二杂质收集机构6,所述第二杂质收集机构6设置在所述浸胶槽槽体2上方,其包括用于驱动所述清洁机构4进行去污面自动切换工作的切换组件61以及对切换过程中的清洁机构4进行二次清洗的第二收集组件62。
需要说明的是,若配合完成后丁腈胶乳需停放以进行排气,使用的模具为不上釉的,如使用上釉的模具胶膜将过度收缩,凝固剂干燥后,模具温度不超过70℃,因为超过这一温度将产生成膜不良,在浸八胶料后胶膜开始胶凝,正确配合的pH值保证这一过程在沥滤阶段之前完成。然后是沥滤手套,因为丁腩胶乳稳定的关系.在湿凝胶中存在大量表面活性剂,沥滤水将除去过量的表面活性剂以及残留在氯化钙和可溶性不纯物,沥滤温度不超过45℃;高于这个温度将使胶膜收缩。线上的最后阶段是硫化.由于丁腈胶乳不存在预硫化,所以硫化温度要高,在硫化循环中,烘箱温度必须超过110℃.最佳硫化条件是开始8O℃~9O℃然后升高到110~120℃.最后80℃~9O℃,硫化不足的丁腈手套将产生皱褶,发粘,损害耐久性,脱模后,手套半成品要进行氯化处理以除去表面粘性,因此,手模温度不能过高,胶料温度要在24℃以下,才能最大限度减小成品出现针眼现象。
在本实施例中,通过设置浸胶槽槽体2配合手套传输机构1,使得手套传输机构1在传输过程中配合流动的胶体时,在正式上胶工作前先进行预上胶工作,使得上胶后的较高温度的胶体传送过程中对手套模件12先进行预上胶工作,进而避免手套模件12温度与胶体温度差距过大,在正式完全的上胶工作中会影响胶体的质量,从而提高上胶效果。
同时,通过设置链动机构205驱动清洁机构4,使得胶体沿着浸胶槽槽体2流动一周的过程中,清洁机构4完成对浸胶槽槽体2的侧壁以及底部的自动清洁工作,从而保证浸胶槽槽体2在上胶的工作过程中时刻保持清洁状态,另一方面,代替传统需要停机将胶体排出,并人工对浸胶槽槽体2的自动清洗工作,时效性高且代替额外劳动力输出,降低生产成本。
其二,利用浸胶槽槽体2倾斜向上设置且为单层结构设置,一方面,单层开口朝上设置代替传统上下轨道式连接,进而不需要将其拆卸进行清洁,简单快捷,同时能保证胶体在浸胶槽槽体2上的倾斜过程中始终保持流动状态,不易胶体的沉淀,进而利于上胶的均匀程度,提高产品质量;另一方面加工方便,降低生产成本。
需要说明的是,如果浸胶槽槽体2采取平层倾斜向上结构的话,那么由于重力作功时刻在改变的缘由,因此流动的流体作用在连续传动中手套模件12上的力也是不同的,进入产品上胶不均匀,为解决该技术问题,发明人将浸胶槽槽体2的平面结构改成多段式结构,第二水平部20d为水平结构,在该状态下传送的手套模件12与胶体之间的受到的附着力是恒定的,进而手套模件12受到上胶的力是均匀的,提高上胶均匀的效果。
其三,通过设置第一杂质收集机构5以及第二杂质收集机构6,当清洁机构4完成对浸胶槽槽体2一周的清洁工作后,第一杂质收集机构5将沉淀的胶体进行自动排出收集,再利用第一杂质收集机构5进行排渣工作中,第二杂质收集机构6驱动清洁机构4对清洁面进行清除排渣工作,同时切换清洁面调整成一个新的清洁面,提高清洁效果以及清洁面的使用寿命。
进一步,如图5至图6所示,所述手套模件12包括:
底座b121,所述底座b121设置在所述传输单元11的任一链节上;
伸缩单元c122,所述伸缩单元c122固定设置在所述底座b121上且竖直向下设置;以及
手膜123,所述手膜123转动设置在所述伸缩单元c122的下端。
进一步,如图4至图6所示,所述导向组件13包括驱动所述手套模件12进行两次沿竖直方向向下移动的导向轨道131以及用于驱动所述手套模件12进行圆周转动的导向件132;
所述手套模件12传动至第一水平部20b时,导向轨道131驱动所述伸缩单元c122上的控制杆下拉至第一水平部20b内,所述手套模件12传动至第二水平部20d时,导向轨道131驱动所述伸缩单元c122上的控制杆下拉至第二水平部20d内;
所述导向件132包括与所述手膜123上端同轴且同步传动的从动齿轮133以及设置在所述传输单元11上且与所述从动齿轮133啮合的主动齿条134,所述主动齿条134位于所述第二水平部20d正上方。
在本实施例中,通过设置导向组件13配合手套模件12,使得手套模件12在沿浸胶槽槽体2传动过程中,依次完成在第一水平部20b的预上胶工作以及在第二水平部20d的上胶工作,手套模件12的预上胶工作采用沾料方式,避免造成两次上胶工作导致手套过厚的现象,而正式上胶工作时,导向件132驱动手套模件12旋转式上胶工作,由于水流方向与手套模件12传动方向相反,因此手套模件12迎着胶体的部分有促进上胶效果,反之背向胶体的部分有将手套模件12上胶体拍出的效果,因此该部分必须需要手套模件12采用旋转上胶配合水平载胶体的结构,提高上胶效果好。
详细的说,导向轨道131驱动手套模件12沿着第一倾斜部20a、第二倾斜部20c以及第三倾斜部20e的斜面平行向下传动,同时导向轨道131驱动手套模件12沿着第一水平部20b、第二水平部20d的水平部分向下移动至浸胶槽槽体2内完成预上胶工作以及上胶工作;同时,从动齿轮133移动至主动齿条134后,在主动齿条134的驱动下旋转,上胶过程中均匀上胶工作;而位于第一水平部20b内时手套模件12预上胶工作为沾料方式。
进一步,如图7所示,所述第一传动组件31包括设置在所述浸胶槽槽体2上的支架a21、转动设置在所述支架a21上的驱动轴a22以及与所述驱动轴a22的下端同轴且固定连接的涡轮a23,所述涡轮a23用于驱动所述浸胶槽槽体2下端的水从杂质排出空间203回流至所述上胶空间202内,所述驱动轴a22由第一电机24驱动持续转动。
在本实施例中,通过设置第一传动组件31,使得涡轮23在转动过程中,可以将位于浸胶槽槽体2底部的胶体传动至浸胶槽槽体2的上端,位于上端的胶体在重力作用下流向从杂质排出空间203内,进而完成整个胶体在浸胶槽槽体2的回流工作。
进一步,如图8所示,所述第二传动组件32包括与所述设置在所述浸胶槽槽体2上的支架b321、转动设置在所述支架b321上的驱动轴b322以及与所述驱动轴b322的下端同轴且固定连接的涡轮b,所述驱动轴b322与所述驱动轴a22通过若干组同步带同步传动连接;
所述驱动轴b322上端设置有散热叶片323,所述散热叶片323对传输中的手膜123进行物理降温工作。
在本实施例中,通过设置第二传动组件32,一方面利用第二传动组件32完成对上游状态的胶体泵送工作,避免经过两个水平部分的胶体上送至浸胶槽槽体2上端的动力不足问题,另外利用散热叶片323同步传动,完成对传输中的手膜123进行物理降温工作,避免手膜123温度过高,进一步提高产品质量;其结构简单,节省额外动力,降低生产且同时完成降温以及促进上流胶体泵送工作。
详细的说,驱动轴b322通过同步带与驱动轴a22同步传动,驱动轴b322带动涡轮b同步传动,完成对上流的胶体泵送提供动力作用,同时其上转动的散热叶片323完成对传输过程中的手膜降温工作。
进一步,如图17至图21所示,所述第一出料组件51包括:
平推气缸511,所述平推气缸511的伸缩端竖直向下设置且其下端固定设置有伸缩单元a512;
限位板513,所述限位板513与所述伸缩单元a512的下端固定连接且与所述杂质排出空间203的宽度匹配设置,所述限位板513为滤网结构设置;
推出筒514,所述推出筒514为弹性橡胶材料设置,该推出筒514匹配滑动设置在所述分隔板201上开设的出口a510上且通过伸缩单元b516水平设置在所述分隔板201内,所述推出筒514用于将刷辊48前方的沉淀物排出;以及
平移件517,所述平移件517包括与所述伸缩单元b516固定连接的驱动齿条a5171、与所述驱动齿条a5171啮合的驱动齿轮a5172、与所述驱动齿轮a5172同轴且同步传动的驱动齿轮b5173以及与所述驱动齿轮b5173啮合且竖直设置在所述伸缩单元a512上的驱动齿条b5174。
进一步,如图17至图21所示,所述第一收集组件52包括:
凸出平台521,所述凸出平台521设置在所述浸胶槽槽体2内且向外凸设,该凸出平台521与所述推出筒514结构匹配设置;
控制门522,所述控制门522由电信号驱动自动开关;以及
第一收集箱523,所述第一收集箱523内部设置有过滤板524,所述过滤板524下方的液体通过泵体循环打送至浸胶槽槽体2的上端回用。
在本实施例中,通过设置第一收集组件52配合第一出料组件51,使得完成一周杂质排出工作时,由限位板513先完成对排渣工作的区域性限制,待杂质下落后,平移件517再驱动推出筒514完成对杂质的完全排出工作,清洁彻底的同时废料自动排出。
详细的说,每当刷辊48移动至第一出料组件51时,此时链动机构205停止工作,距离传感器驱动平推气缸511自动启动,限位板513移动至浸胶槽槽体2底部,杂质被限位板513堵塞,而胶体通过限位板513的滤网部分输出,接着伸缩单元a512继续挤压,伸缩单元a512通过驱动齿条a5171带动驱动齿轮a5172转动,转动的驱动齿轮a5172驱动驱动齿条b5174作用在伸缩单元a512上,推出筒514将刷辊48前方的沉淀物排出,待推出筒514一同进入凸出平台521后,控制门522自动打开,胶体与杂质一同进入第一收集箱523内,过滤板524下胶水进行收集,过滤板524上杂质进行收集。
进一步,如图15至图16所示,所述切换组件61包括:
主动齿轮611,所述主动齿轮611与所述转动杆42的水平部分同轴且同步传动;
从动齿条612,所述从动齿条612与所述伸缩单元a512固定连接且与所述主动齿轮611啮合设置;以及
摩擦辊613,所述摩擦辊613由传动件驱动其与所述第一传动组件31同步顺时针转动,该摩擦辊613与所述刷辊48间断式接触设置。
进一步,如图16所示,所述第二收集组件62包括:
去杂板621,所述去杂板621位于所述摩擦辊613下方且其接触端部设置有倒角,所述去杂板621通过倾斜设置的拉簧622安装在机架623上;以及
第二收集箱624,所述第二收集箱624设置在所述去杂板621下方且用于将去杂板621上的杂质进行收集。
在本实施例中,通过设置清洁机构4配合切换组件61,使得清洁机构4每完成一次清洗工作后,在第一出料组件51自动排料过程中,切换组件61并在清洁后对其清洗面的自动切换工作,使得每次进行清洗工作的刷辊48始终保持清洁面,提高清洁效果,同时利用利用第二收集组件62,完成对刷辊48清洗面的自动清洁工作,进而保证刷辊48的始终清洁,提高刷辊48的使用寿命且利用率高,刷辊48不用经常进行更换。
详细的说,从动齿条612在下移过程中,从动齿条612驱动主动齿轮611转动,转动的主动齿轮611再带动转动杆42转动,转动杆42转动至去杂板621后,刷辊48以及毛刷47在去杂板621的作用下完成对清洁底面的刮除,然后杂质在拉簧622的抖动下进行掉落至第二收集箱624内进行收集;待转动杆42上的刷辊48移动至摩擦辊613上后,摩擦辊613驱动刷辊48圆周转动一个弹性挡块49a以及压块49b之间的距离,进而完成切换工作,最后转动杆42复位至浸胶槽槽体2等待下一次的清洁工作。
实施例二
如图9至图13所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例二与实施例一的不同之处在于:
进一步,如图9至图13所示,所述清洁机构4包括:
底座a41,所述底座a41设置在所述链动机构205的任一链节上;
伸缩轴41a,所述伸缩轴41a沿竖直方向设置在所述底座a41上且该伸缩轴41a下端设置有基座41b,所述伸缩轴41a在限位轨道41c的作用下完成沿竖直方向升降工作;
转动杆42,所述转动杆42通过圆环43转动设置在所述基座41b上开设且为L型结构设置的导向槽44内;
限位环45,所述限位环45固定设置在所述转动杆42下端;
单向轴承46,所述单向轴承46匹配转动设置在所述限位环45内;
毛刷47,所述毛刷47设置在所述限位环45下端;
刷辊48,所述刷辊48套设在所述单向轴承46外;以及
卡位件49,所述卡位件49包括若干组圆周设置在所述限位环45内壁的弹性挡块49a以及设置在单向轴承46外壁且与所述弹性挡块49a匹配对应设置的压块49b。
在本实施例中,通过设置清洁机构4,使得在链动机构205的驱动下,刷辊48以及毛刷47完成对浸胶槽槽体2的底部的清洁工作。
值得一提的是,通过限位轨道41c配合伸缩轴41a上设置的控制杆,驱动刷辊48以及毛刷47始终沿着浸胶槽槽体2的底部进行传动,浸胶槽槽体2在此起到支撑以及导向作用。
需要说明的是,通过设置单向轴承46的目的在于,单向轴承46沿胶体流动的过程与浸胶槽槽体2底部摩擦过程中不会发生顺时针方向的转动工作,反之在刷辊48进行切换刷洗工作面时,刷辊48能反向转动一定角度,保证刷辊48清洁的清洁度。
另外,通过设置卡位件49,进而完成对刷辊48每次转动的一个限位工作,使其每次转动角度切换一定。
工作过程:
链动机构205驱动清洁机构4,使得胶体沿着浸胶槽槽体2流动一周的过程中,清洁机构4完成对浸胶槽槽体2的侧壁以及底部的自动清洁工作;
每当刷辊48移动至第一出料组件51时,此时链动机构205停止工作,距离传感器驱动平推气缸511自动启动,限位板513移动至浸胶槽槽体2底部,杂质被限位板513堵塞,而胶体通过限位板513的滤网部分输出,接着伸缩单元a512继续挤压,伸缩单元a512通过驱动齿条a5171带动驱动齿轮a5172转动,转动的驱动齿轮a5172驱动驱动齿条b5174作用在伸缩单元a512上,推出筒514将刷辊48前方的沉淀物排出,待推出筒514进入凸出平台521后,控制门522自动打开,胶体与杂质一同进入第一收集箱523内,过滤板524下胶水进行收集,过滤板524上杂质进行收集;
导向向轨道131驱动手套模件12沿着第一倾斜部20a、第二倾斜部20c以及第三倾斜部20e的斜面平行向下传动,同时导向轨道131驱动手套模件12沿着第一水平部20b、第二水平部20d的水平部分向下移动至浸胶槽槽体2内完成预上胶工作以及上胶工作;同时,从动齿轮133移动至主动齿条134后,在主动齿条134的驱动下旋转,上胶过程中均匀上胶工作;而位于第一水平部20b内时手套模件12预上胶工作为沾料方式,同时驱动轴b322通过同步带与驱动轴a22同步传动,驱动轴b322带动涡轮b同步传动,完成对上流的胶体泵送提供动力作用,同时其上转动的散热叶片323完成对传输过程中的手膜降温工作。
在本发明的描述中,需要理解的是,术语“前后”、“左右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或部件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
当然在本技术方案中,本领域的技术人员应当理解的是,术语“一”应理解为“至少一个”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明的技术提示下可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
- 一种丁腈防滑手套生产用自动温控装置
- 一种丁腈胶防滑手套生产装置