无心磨床自动循环送料出料装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明属于无心磨床设备技术领域,特别涉及一种无心磨床自动循环送料出料装置。
背景技术
目前,大型无心磨床适用于大批量回转体工件外圆贯穿磨削,是一种高效加工设备,磨床自带双辊式自动送料架以及出料架,但是由于该送料及出料架高度在1米以上且加工的工件一般重量较大,靠工人上下料来回运转工作,而且工件数量较多时上下料次数相应增加极大地增加了工人的劳动负荷,费时费力,影响工作效率,也增加了安全风险。
发明内容
本发明所解决的技术问题是提供一种无心磨床自动循环送料出料装置,可适用于不同宽度工件的送料出料需求,并且扩大了工件存放平台面积,增大了可同时容纳的工件数量,送料出料过程实现了自动控制,解决了工人上下料困难影响工作效率的问题。
本发明采用的技术方案是:一种无心磨床自动循环送料出料装置,S形置料平台的出料端与送料平台连接,S形置料平台的进料端与出料平台连接,S形置料平台的两侧安装有推料装置,所述推料装置用于将工件从S形置料平台的进料端逐渐向S形置料平台的出料端移动,所述送料平台的末端与无心磨床双辊送料口连接,所述出料平台的始端与无心磨床出料口连接,工件在S形置料平台上通过推料装置推入送料平台后经过无心磨床加工从出料平台滚落至S形置料平台。
优选的,S形置料平台由七条工件排列通道组成,每条排列通道的始端安装有推料装置,每条排列通道的末端为上坡结构,从S形置料平台的进料端为始端横向至送料平台处为第一排列通道,下一行为第二排列通道,从上至下依次类推,最底部一行为第七排列通道,上一条排列通道的末端与下一条排列通道的始端相邻,工件从第一排列通道的始端开始沿S型轨迹运动到第七排列通道的末端后,通过送料平台运送至无心磨床加工后从出料平台滚落至第一排列通道的始端,末端靠近送料平台一侧的排列通道在紧邻上坡结构的外侧加装下坡结构使工件能够滚动至下一条排列通道,末端靠近出料平台一侧的排列通道利用出料平台滚动至下一条排列通道。
优选的,送料平台为三段式结构,第一段送料平台为向下倾斜坡面,工件由于自身重力无需外力自行滚动至第二段送料平台始端,第二段送料平台为向上倾斜的传送带平台,平台面由两侧传送带带动朝向第三段送料平台方向运动,所述两侧传送带之间固定安装有用于防止工件下滑的横杆,第三段送料平台为向下倾斜坡面,工件由于自身重力无需外力自行滚动至无心磨床双辊送料口。
优选的,送料平台两侧安装护栏,内侧护栏为固定焊接在平台面上,外侧护栏为可调节宽度护栏,所述外侧护栏上焊接有调节杆,调节杆插入平台面上的固定架中,根据工件的宽度调节外侧护栏的位置后通过锁紧螺母将外侧护栏锁紧固定。
优选的,出料平台为向下倾斜坡面,所述出料平台从无心磨床出料口至S形置料平台的进料端两侧安装护栏,内侧护栏为固定焊接在平台面上,外侧护栏为可调节宽度护栏,所述外侧护栏上焊接有调节杆,调节杆插入平台面上的固定架中,根据工件的宽度调节外侧护栏的位置后通过锁紧螺母将外侧护栏锁紧固定。
优选的,推料装置主要由三部分组成,包括固定于平台上的液压固定部,以及位于液压固定部上部的推送组件和位于推送组件前端的活动挡板,推送组件的前端为推送面用于推动工件,推送组件通过液压固定部内部的液压推杆推动,活动挡板的上端固定在推送组件上,活动挡板的下端为一个连杆和连杆下端的挡板,挡板与工件接触面为弹性材料,所述推料装置为液压推送,通过操控箱上的电气按钮控制;推料装置分为左推料装置和右推料装置,左推料装置和右推料装置的推送面面向S形置料平台,左推料装置和右推料装置的活动挡板下端的挡板都位于所在排列通道的下侧,面对工件滚落的方向;左推料装置的液压固定部跨过送料平台固定于S形置料平台上,左推料装置数量为三个,分别位于第二排列通道始端、第四排列通道始端和第六排列通道始端,所述左推料装置之间安装有可调节挡板;右推料装置固定于出料平台的外侧,右推料装置数量为四个,分别位于第一排列通道始端、第三排列通道始端、第五排列通道始端和第七排列通道始端,所述右推料装置之间安装有可调节护栏。
优选的,排列通道之间安装有横向的档杆。
优选的,上坡结构为沿排列通道方向末端高始端低的坡面结构,所述下坡结构为朝向下一条排列通道方向上端高下端低的坡面结构。
优选的,在S形置料平台上所述下坡结构处安装有可调节挡板,所述可调节挡板板面位于下坡结构上部并且垂直于下坡结构的坡面,可调节挡板两端底座开有槽孔,与槽孔对应位置的S形置料平台上开有至少两个螺纹孔,通过底座上螺栓将底座固定在S形置料平台上。
优选的,第二段送料平台的传送带由位于传送带下端的电机带动,通过操控箱上的电气按钮控制。
本发明的有益效果是:
1.S形置料平台面积大,能同时容纳七行工件排列,大大增加工作效率;
2.设置有可调节宽度的挡板和护栏,增加了平台对于不同型号工件的通用性;
3.自动完成送料-加工-出料-置料的循环,节约劳动成本,减轻工人劳动强度。
附图说明
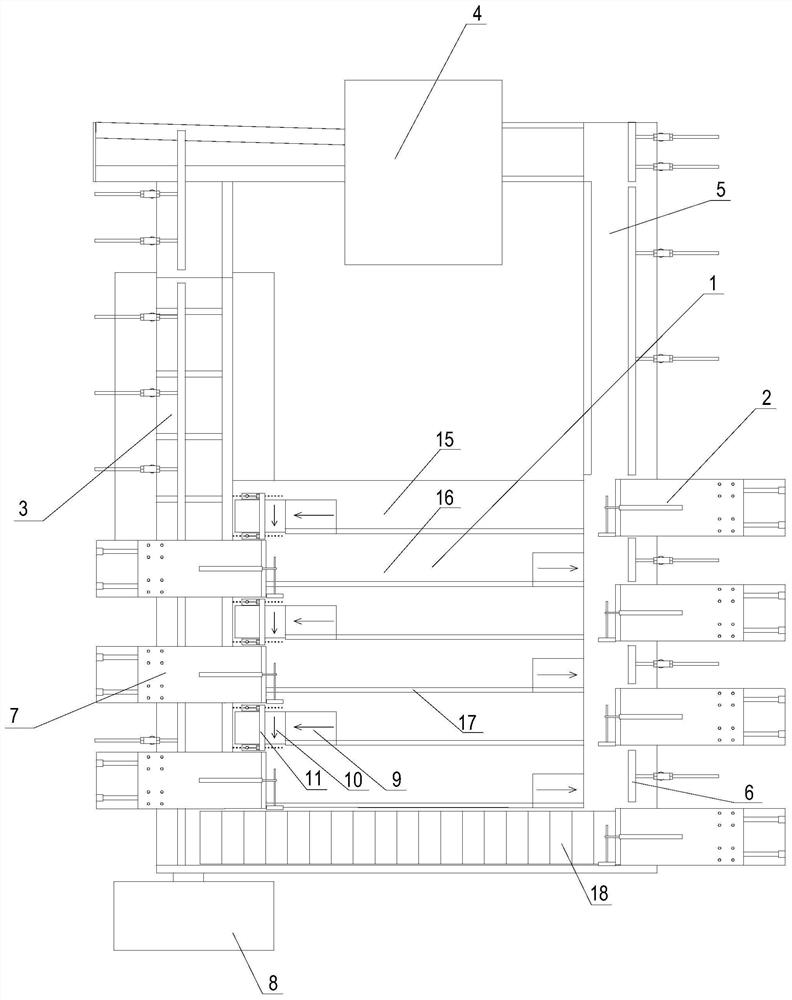
图1为无心磨床自动循环送料出料装置结构示意图;
图2为无心磨床自动循环送料出料装置送料平台侧结构示意图;
图3为无心磨床自动循环送料出料装置出料平台侧结构示意图;
图4为可调节挡板结构示意图;
图5为上坡结构和下坡结构立体示意图;
图6为右推料装置结构示意图。
附图标记:1-S形置料平台2-右推料装置3-送料平台4-无心磨床5-出料平台6-可调节护栏7-左推料装置8-操控箱9-上坡结构10-下坡结构11-可调节挡板12-液压固定部13-活动挡板14-推送组件15-第一排列通道16-第二排列通道17-档杆18-工件31-第一段送料平台32-第二段送料平台33-第三段送料平台
具体实施方式
下面结合附图对本发明作进一步解释。
首先对于本发明中关于方向的描述做进一步解释,如图1所示,在俯视平面内,“上”指的是无心磨床4一侧,“下”指的是操控箱一侧,“左”指的是送料平台3一侧,“右”指的是出料平台5一侧。在侧视平面内,按高度方向“上”指的是相对与地面高度较高侧,“下”指的是相对与地面高度较低侧。
如图1所示,一种无心磨床自动循环送料出料装置,S形置料平台1的出料端与送料平台3连接,S形置料平台1的进料端与出料平台5连接,S形置料平台1的两侧安装有推料18装置,所述推料装置用于将工件18从S形置料平台1的进料端逐渐向S形置料平台1的出料端移动,送料平台3的末端与无心磨床4双辊送料口连接,出料平台5的始端与无心磨床4出料口连接,工件18在S形置料平台1上通过推料装置推入送料平台3后经过无心磨床4加工从出料平台5滚落至S形置料平台1,此为一个加工循环。
如图1所示,S形置料平台1由七条工件排列通道组成,每条排列通道的始端安装有推料装置,每条排列通道的末端为上坡结构9,从S形置料平台1的进料端为始端横向至送料平台3处为第一排列通道15,下一行为第二排列通道16,从上至下依次类推,最底部一行为第七排列通道,上一条排列通道的末端与下一条排列通道的始端相邻,末端靠近送料平台3一侧的排列通道在紧邻上坡结构9的外侧加装下坡结构10使工件18能够滚动至下一条排列通道,末端靠近出料平台5一侧的排列通道利用出料平台5滚动至下一条排列通道。排列通道之间安装有横向的档杆17,防止工件18滚动。
如图2所示,送料平台3为三段式结构,第一段送料平台31为向下倾斜坡面,工件18由于自身重力无需外力自行滚动至第二段送料平台32始端,第二段送料平台32为向上倾斜的传送带平台,平台面由两侧传送带带动朝向第三段送料平台33方向运动,两侧传送带之间固定安装有用于防止工件下滑的横杆,第三段送料平台33为向下倾斜坡面,工件18由于自身重力无需外力自行滚动至无心磨床4双辊送料口。送料平台3两侧安装护栏,内侧护栏为固定焊接在平台面上,外侧护栏为可调节宽度护栏,外侧护栏上焊接有调节杆,调节杆插入平台面上的固定架中,根据工件18的宽度调节外侧护栏的位置后通过锁紧螺母将外侧护栏锁紧固定。
如图3所示,出料平台5为向下倾斜坡面,出料平台5从无心磨床4出料口至S形置料平台1的进料端两侧安装护栏,内侧护栏为固定焊接在平台面上,外侧护栏为可调节宽度护栏,外侧护栏上焊接有调节杆,调节杆插入平台面上的固定架中,根据工件18的宽度调节外侧护栏的位置后通过锁紧螺母将外侧护栏锁紧固定。
如图6所示,推料装置主要由三部分组成,包括固定于平台上的液压固定部12,以及位于液压固定部12上部的推送组件14和位于推送组件14前端的活动挡板13,推送组件14的前端为推送面用于推动工件18,推送组件14通过液压固定部12内部的液压推杆推动,活动挡板13的上端固定在推送组件14上,活动挡板13的下端为一个连杆和连杆下端的挡板,挡板与工件18接触面为弹性材料,活动挡板13的上端和下端通过轴连接,活动挡板13的下端以轴为圆心具有一定的自由度,挡板可以以轴为圆心连杆为半径延圆周做弧线运动,连杆的上端设置有凸起部,当挡板延圆周做弧线运动至设计高度处时,凸起部运动至活动挡板13上端档杆处,档杆挡住凸起部继续向上运动使得下端挡板无法继续延圆周做弧线运动,从而使挡板起到阻挡工件18的作用。上文提到的设计高度为工件18的圆心恰好位于排列通道中心线时挡板与工件18接触面距离排列通道平面的高度。如果挡板最大可以运动的高度高于设计高度则挡板对工件18起不到有效的阻挡作用容易发生危险,如果挡板最大可以运动的高度低于设计高度则挡板提前对工件18进行阻挡使得工件18不能停在排列通道的合适位置影响推料装置对工件18的推动。推料装置为液压推送,通过操控箱8上的电气按钮控制。
推料装置分为左推料装置7和右推料装置2,左推料装置7和右推料装置2的推送面面向S形置料平台1,左推料装置7和右推料装置2的活动挡板13下端的挡板都位于所在排列通道的下侧,面对工件18滚落的方向;左推料装置7的液压固定部12跨过送料平台3固定于S形置料平台1上,左推料装置7数量为三个,分别位于第二排列通道16始端、第四排列通道始端和第六排列通道始端,左推料装置7之间安装有可调节挡板11,可调节挡板11与推送组件14的推送面保持在同一平面上;右推料装置2固定于出料平台5的外侧,右推料装置2数量为四个,分别位于第一排列通道15始端、第三排列通道始端、第五排列通道始端和第七排列通道始端,右推料装置2之间安装有可调节护栏6,可调节护栏6与推送组件14的推送面保持在同一平面上。
如图5所示,上坡结构9为沿排列通道方向末端高始端低的坡面结构,下坡结构10为朝向下一个排列通道方向上端高下端低的坡面结构,这种结构组合使工件7被推料装置2从上坡结构9最高处推动到下坡结构10时与无心磨床自动循环送料出料装置1具有一定的高度差,工件7受重力作用沿下坡结构10滚动到下一条排列通道的始端。
如图4所示,在S形置料平台1上的下坡结构10处安装有可调节挡板11,可调节挡板11板面位于下坡结构10上部并且垂直于下坡结构10的坡面,可调节挡板11两端底座开有槽孔,与槽孔对应位置的S形置料平台1上开有一排不少于两个的螺纹孔,通过底座上螺栓将底座固定在S形置料平台1上,根据工件18的宽度调节可调节挡板11的位置使下坡结构10的坡面宽度略大于工件18的宽度,适用于不同宽度工件18的循环送料。
工件18的运动轨迹为从第一排列通道15的始端开始沿S型轨迹运动到第七排列通道的末端后,通过送料平台3运送至无心磨床4加工后从出料平台5滚落至第一排列通道15的始端。工件18的运动起点可以是S形置料平台1上的任意位置。
实施例1,当总加工工件18数量大于S形置料平台1可容纳的工件18的数量时:
首先将工件18从S形置料平台1的进料端依次一个紧邻一个的排列,排满第一排列通道15后再排满第二排列通道16,一直排满到第七排列通道的末端即S形置料平台1的出料端,然后根据工件18的宽度调节送料平台3和出料平台5的外侧护栏、可调节护栏6以及可调节挡板11的位置并固定,使送料平台3和出料平台5的两侧护栏之间的宽度以及排列通道末端滚动到下一排列通道处的宽度略大于工件18的宽度。调节好以后,通过操控箱8进行操控使第二段送料平台32传送带转动,使左推料装置7和右推料装置2开始工作。第一排列通道15始端的右推料装置2推动第一排列通道15始端的工件18向前移动一个工件18宽度的距离,使得第一排列通道15末端的最后一个工件18移动至下坡结构10处,然后滚动至第二排列通道16的始端,第二排列通道16始端的左推料装置7推动第二排列通道16始端的工件18向前移动一个工件18宽度的距离,使得第二排列通道16末端的最后一个工件18移动至出料平台5上然后滚动至第三排列通道……依次类推,一直到最底部第七排列通道始端的右推料装置2推动第七排列通道始端的工件18向前移动一个工件18宽度的距离,使得第七排列通道末端的最后一个工件18移动至送料平台3处。工件18经过送料平台3运送至无心磨床4的双辊送料口进入磨削区,工件18加工完成后从无心磨床4出料口出来后落入出料平台5,出料平台5为向下倾斜坡面平台,工件18由于自身重力无需外力就能够缓慢的自行滚动至第一排列通道15的始端并且被右推料装置2的活动挡板13挡住,使加工完成的工件18恰好停在初始状态时第一排列通道15的始端的工件18的位置处,此时为完成一个加工循环过程。然后右推料装置2再一次推动工件18,此时第二个工件18按照上述过程通过S形置料平台1进入上料平台3运送至无心磨床4加工后从出料平台5返回至第一排列通道15的始端,一直重复上述步骤直至所有待加工工件18加工完成。
实施例2,当总加工工件18数量小于S形置料平台1可容纳的工件18的数量时:可以通过计算开通适当条数的排列通道进行加工,优先从下至上开通,即最先开通第七排列通道,其他的具体步骤与实施例1步骤一致。
- 无心磨床自动循环送料出料装置
- 压砖机自动送料出砖装置及自动送料出砖方法