钻杆生产工艺
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及钻杆生产领域,尤其是涉及一种钻杆生产工艺。
背景技术
在地质勘探过程中,往往需要使用到钻杆进行勘探,而传统的钻杆生产工艺在进行钻杆生产时,由于其工艺较为繁琐,使得钻杆生产效率较低,并且传统的钻杆生产工艺所生产的钻杆容易出现裂纹,丝扣表面硬化不佳的现象,从而使得钻杆生产质量较差。
发明内容
本发明为解决上述提出到的问题,为此提供了一种钻杆生产工艺,具体生产工艺步骤如下:
步骤一、预备配管:准备钻杆生产所需坯管,并检验坯管是否有裂纹或形变;
步骤二、钻杆管端加厚:将需要端杆加厚处理的坯管放置在事先准备好的模具中并进行固定,之后对坯管的两端进行注塑加厚,待坯管两端注塑的原料冷却凝固后对坯管两端进行打磨,再之后通过压力机对加厚好的坯管进行压力矫直,最后检验坯管厚度是否达标以及矫直度是否合格;
步骤三、机加工车丝:将坯管放置在车丝机上通过车丝机对坯管进行车丝处理并检验车丝是否合格;
步骤四、丝扣表面硬化:通过激光淬火对钻杆表面的丝扣进行硬化处理;
步骤五、打包:对硬化处理完成的钻杆进行检验,合格则将钻杆进行捆扎打包。
本发明的有益效果是:本发明结构设计合理,使用方便,能够提供一种高质量稳定生产钻杆的工艺,简化了钻杆生产工艺步骤,提高了钻杆生产的效率。
附图说明
本发明将通过例子并参照附图的方式说明,其中:
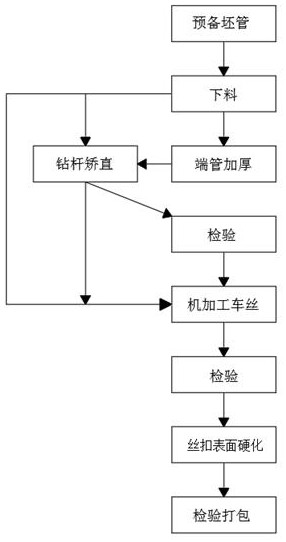
图1是本发明的生产工艺流程示意图。
具体实施方式
本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
本说明书的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
如图1所示的一种钻杆生产工艺,具体生产工艺步骤如下:
步骤一、预备配管:准备钻杆生产所需坯管,并检验坯管是否有裂纹或形变;
步骤二、钻杆管端加厚:将需要端杆加厚处理的坯管放置在事先准备好的模具中并进行固定,之后对坯管的两端进行注塑加厚,待坯管两端注塑的原料冷却凝固后对坯管两端进行打磨,再之后通过压力机对加厚好的坯管进行压力矫直,最后检验坯管厚度是否达标以及矫直度是否合格;
步骤三、机加工车丝:将坯管放置在车丝机上通过车丝机对坯管进行车丝处理并检验车丝是否合格;
步骤四、丝扣表面硬化:通过激光淬火对钻杆表面的丝扣进行硬化处理;
步骤五、打包:对硬化处理完成的钻杆进行检验,合格则将钻杆进行捆扎打包。
在使用过程中,将准备钻杆生产所需坯管并对坯管进行检验是否有裂纹或形变,若需要进行钻杆管端加厚处理时,则将坯管放置在事先准备好的模具中进行固定,之后根据管端所需加厚的厚度对坯管的两端进行注塑一定量的原料,待坯管两端注塑的原料冷却凝固后拆除模具并对坯管的两端进行打磨处理,然后通过压力机对加厚好的坯管进行压力矫直,待矫直完毕后,对坯管的厚度是否达标以及矫直是否合格进行检验,同时在检验的过程中对坯管进行探伤,检查坯管在生产的过程中是否产生裂纹,钻杆管端加厚处理完成后,将加厚好的钻杆放置在车丝机上进行车丝处理并检验钻杆车丝是否合格,待钻杆车丝处理完成后,通过激光淬火对钻杆表面车丝进行硬化处理,最后检验钻杆表面车丝硬化处理是否合格,并将检验合格的钻杆进行捆扎打包,由此完成钻杆的生产。
若不需要进行钻杆管端加厚处理时,则坯管可根据实际生产需求选择是、否先通过压力机进行矫直处理,若不需要钻杆矫直则直接将坯管放置在车丝机上进行车丝处理并依次进行车丝硬化处理即可完成钻杆生产。
本发明的有益效果是:本发明结构设计合理,使用方便,能够提供一种高质量稳定生产钻杆的工艺,简化了钻杆生产工艺步骤,提高了钻杆生产的效率。
本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
- 一种新型钛合金钻杆接头锻造生产工艺
- 钻杆生产工艺