自动贴磁铁装置
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及直线电机设备领域,尤其涉及自动贴磁铁装置。
背景技术
在自动化行业领域,直线运动要求定位精准和速度快。目前直线电机贴磁铁存在的问题有:
(1)目前均采用人工贴磁铁,生产效率低,贴合精度差;
(2)人工依靠治具卡位对磁铁进行对位,操作复杂,定位精度差。
发明内容
本发明的目的是为了克服现有技术中的不足而提供自动贴磁铁装置,该自动贴磁铁装置能快速精准的进行贴磁铁。
本发明的技术方案如下:
自动贴磁铁装置包括Y向移载机构、锁紧于Y向移载机构上的推磁铁机构和位于推磁铁机构上方的压磁铁机构;所述推磁铁机构包括固定在Y向移载机构上的直线导轨,弹夹以及推块,与所述推块一端固定的推头,驱动所述推头作直线来回运动的推磁铁气缸;所述弹夹包括多个并排设置的多个弹仓,每个所述弹仓内叠放有多块磁铁。每个上述弹夹分别对应一个所述推块。
上述Y向移载机构包括底板,放置于底板下的多条平行设置的Y向移载导轨,驱动所述底板在所述Y向移载导轨上滑动的Y向移载电机,位于所述弹仓出料口处的磁铁整齐工位和与所述磁铁整齐工位并排设置的贴磁铁导轨。
上述压磁铁机构包括位于所述推磁铁机构上方的横梁,驱动横梁上下运动的伺服压缸以及保持所述横梁垂直于水平面上下运动的且位于横梁两端的导向模组。
上述导向模组为导向槽。
上述横梁的底面安装有磁铁导向治具,所述磁铁导向治具为多条平行设置的导向条。
上述导向条朝向磁铁的一端为尖头状。
进一步的,还包括对贴磁铁导轨表面进行点胶的点胶机构,所述点胶机构包括与所述贴磁铁导轨平行设置的行走轴和可在所述行走轴上滑动的两个点胶模组。
本发明的有益效果:
(1)本发明通过从多个弹夹内同时推出多个磁铁,并由磁铁导向治具进行对位,相比与现有技术中人工对位来说,提高了工作效率和贴磁铁的精准度,并使每个磁铁受力均匀;
(2)压磁铁机构根据产品公差进行调校,使磁铁间距保持均匀一致。
附图说明
图1为本发明自动贴磁铁装置总装图;
图2为本发明Y向移载机构立体图;
图3为本发明Y向移载机构侧视图;
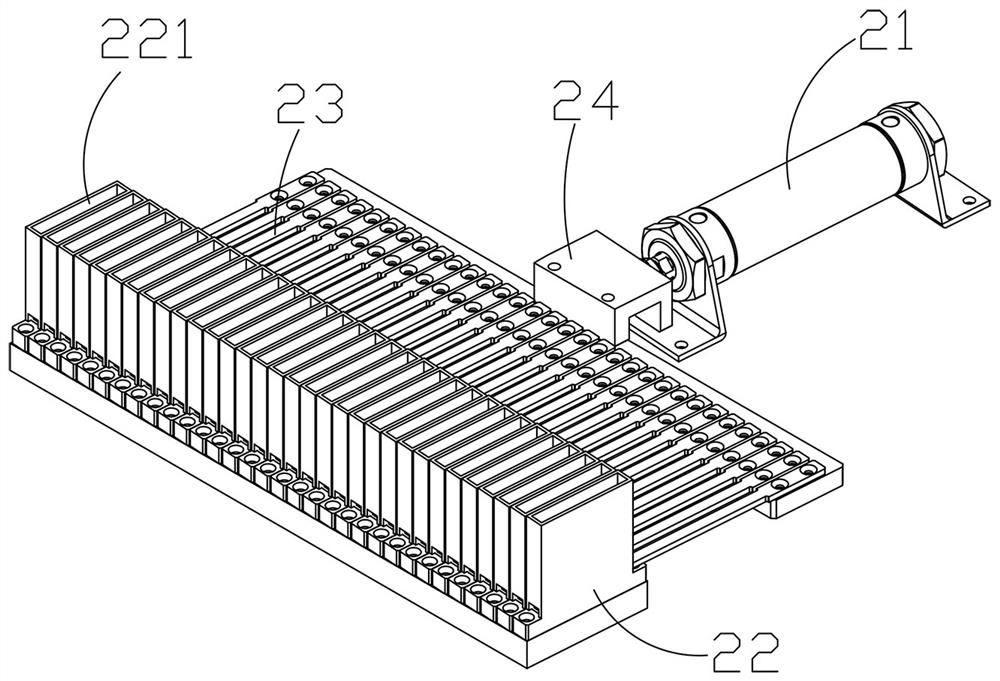
图4为本发明推磁铁机构推出磁铁前立体图;
图5为本发明推磁铁机构推出磁铁后立体图;
图6为本发明压磁铁机构立体图;
图7为本发明压磁铁机构插入磁铁前放大图;
图8为本发明压磁铁机构插入磁铁后放大图;
图9为本发明点胶机构立体图。
图中:1- Y向移载机构,2-推磁铁机构,3-压磁铁机构,4-点胶机构,11-底板,12-Y向移载导轨,13-Y向移载电机,14-磁铁整齐工位,15-贴磁铁导轨,21-推磁铁气缸,22-弹夹,23-推块,24-推头,25-直线导轨,26-磁铁,221-弹仓,31-横梁,32-伺服压缸,33-导向模组,34-磁铁导向治具,341-导向条,41-行走轴,42-点胶模组。
具体实施方式
为了更好的说明本发明,现结合实施例及附图作进一步的说明。
如图1至图9所示,自动贴磁铁装置包括Y向移载机构1、锁紧于Y向移载机构1上的推磁铁机构2和位于推磁铁机构2上方的压磁铁机构3;推磁铁机构2包括固定在Y向移载机构1上的直线导轨25,弹夹22以及推块23,与推块23一端固定的推头24,驱动推头24作直线来回运动的推磁铁气缸21;弹夹22包括多个并排设置的多个弹仓221,每个弹仓221内叠放有多块磁铁26。每个弹夹22分别对应一个推块23。推磁铁气缸21驱动推头24来回直线运动,推头24将推块23推动,位于弹仓221最底层的磁铁26被推块24推出。
如图2和图3所示,Y向移载机构1包括底板11,放置于底板11下的多条平行设置的Y向移载导轨12,驱动底板11在Y向移载导轨12上滑动的Y向移载电机13,位于弹仓221出料口处的磁铁整齐工位14和与磁铁整齐工位14并排设置的贴磁铁导轨15。直线导轨25和弹夹22均固定于底板11中。
如图6所示,压磁铁机构3包括位于推磁铁机构2上方的横梁31,驱动横梁31上下运动的伺服压缸32以及保持横梁31垂直于水平面上下运动的且位于横梁31两端的导向模组33;导向模组33为导向槽,导向槽的作用是防止磁铁被推过头。
如图7和图8所示,横梁31的底面安装有磁铁导向治具34,磁铁导向治具34为多条平行设置的导向条341;导向条341朝向磁铁26的一端为尖头状,使得磁铁26更容易被推入相邻的导向条341中。在磁铁26被推块23推出弹仓211前,伺服压缸32驱动横梁31下行至磁铁导向治具34放置于磁铁整齐工位14上,推磁铁气缸21驱动推头24,使得推块24将弹仓221内最底层的磁铁26推出,由于导向条341的作用,使得磁铁26整齐的推入相邻导向条341中,从而达到将磁铁26整齐排列的目的。
如图9所示,自动贴磁铁装置还包括对贴磁铁导轨15表面进行点胶的点胶机构4,点胶机构4包括与贴磁铁导轨15平行设置的行走轴41和可在行走轴41上滑动的两个点胶模组42。点胶模组42在行走轴41上滑动对贴磁铁导轨15进行均匀点胶。
本发明自动贴磁铁装置的工作流程如下:
(1)点胶:点胶模组42在行走轴41上滑动,使得点胶模组42对贴磁铁导轨15进行均匀点胶;
(2)推磁铁和磁铁整齐:伺服压缸32驱动横梁31下行至磁铁导向治具34放置于磁铁整齐工位14上;推磁铁气缸21驱动推头24,推头24推动推块23,位于弹仓221最底层的磁铁26被推块24推出,被拉出的磁铁26插入相邻的导向条341中,从而达到磁铁的整齐排列;完成一次推磁铁后,推磁铁气缸21驱动推头24将推块23拉回原位,准备下一次的推磁铁工作;
(3)压磁铁:伺服气缸32驱动横梁31上行,位于相邻导向条341中的磁铁26随磁铁导向治具34一起上行;Y向移载电机13驱动底板11在Y向移载导轨12上运动直至当磁铁26处于贴磁铁导轨15正上方时,Y向移载电机13停止工作,伺服气缸32驱动横梁31下行,直至将磁铁26粘贴于贴磁铁导轨15上并对磁铁26进行压紧。从而完成一次自动贴磁铁流程,循环往复,对下一条贴磁铁导轨15进行自动贴磁铁。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围内。
- 自动贴磁铁装置
- 一种半自动贴磁铁设备的传输装置