一种太阳能汽车天窗面板及其制作方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明属于太阳能充电板领域,具体地说,涉及一种太阳能汽车天窗面板及其制作方法。
背景技术
随着太阳能移动能源应用产品的普及,汽车行业也开始与太阳能的应用结合起来,如汽车上的太阳能天窗。汽车太阳能天窗通常都带有一定的弯曲性,并以此来搭配汽车优美的造型。目前,市面上常见的汽车太阳能天窗基本以晶硅电池片为主,通过数个晶硅电池片的串并连接用以实现功率输出,但由于晶硅电池片本身非常容易碎,并且完成不具有透光性,从而导致此类汽车天窗体验感不佳。随着科技的进步,市面又出现了以非晶硅电池片为应用的汽车天窗,该类电池片通常是在超薄钢化玻璃上镀膜以实现电能输出,具备良好的透光性,但也有其本身的缺陷,一是超薄钢化玻璃也同样存在易碎的风险,二是其转换效率不高,单位面积上产生电力较低。
发明内容
本发明的所要解决的技术问题在于提供一种兼顾转换效率与透光性能的太阳能汽车天窗面板及其制作方法。
本发明解决上述技术问题的技术方案为:
一种太阳能汽车天窗面板,包括顶层玻璃、单元件与底层玻璃,所述顶层玻璃、单元件与底层玻璃依次粘合,所述单元件由若干片不锈钢CIGS电池片与非晶硅薄膜电池组经过排列后电性连接组成,所述不锈钢CIGS电池片环绕所述非晶硅薄膜电池组的外围分布。
具体的,所述不锈钢CIGS电池片环绕所述非晶硅薄膜电池组的外围至少三侧。
具体的,所述单元件还包括有阻水膜,所述阻水膜完全覆盖所述不锈钢CIGS电池片与所述非晶硅薄膜电池组的顶面与底面上。
具体的,所述阻水膜通过预封装胶膜进行贴附在所述不锈钢CIGS电池片与所述非晶硅薄膜电池组的顶面与底面上。
具体的,所述预封装胶膜为POE胶膜,胶膜厚度为0.2~0.4mm。
具体的,所述顶层玻璃、底层玻璃与所述单元件通过封装胶膜进行粘合。
具体的,所述封装胶膜为PVB胶膜,POE胶膜,EVA胶膜的其中一种或两种,胶膜厚度为0.3~0.5mm。
具体的,所述顶层玻璃与所述底层玻璃为曲率相同的曲面玻璃,所述单元件的形状依顶层玻璃与底层玻璃的形状变化而变化。
具体的,所述顶层玻璃与所述底层玻璃为普通玻璃、半钢化玻璃与钢化玻璃中的一种或两种,具体的,所述非晶硅薄膜电池组与所述不锈钢CIGS电池片的厚度均为0.25~0.35mm。
本发明解决上述技术问题的另一技术方案为:
一种制作如上述太阳能汽车天窗面板的制作方法,包括如下步骤:
单元件制备,准备数个不锈钢CIGS电池片与非晶硅薄膜电池组,采用不锈钢CIGS电池片环绕非晶硅薄膜电池组的布局方式进行排布,并进行电性连接,引出正负极连接线,形成单元件;
阻水膜包裹;将阻水膜覆盖在单元件上下两面,并在贴合处填充入预封装胶膜,使阻水膜与单元件之间不存在空隙,形成预制件;
层压,将阻水膜包裹完成后的预制件放入平板式层压机中进行层压,该层压方式为恒温层压;
玻璃贴合,将一次层压后形成一体的预制件与顶层玻璃、底层玻璃贴合,按照汽车天窗结构依次将顶层玻璃、预制件、底层玻璃相互贴合,并在贴合处填充入封装胶膜,随后在玻璃边缘处采用耐高温透明胶进行封闭,形成半成品;
合片,对半成品进行冷抽,再送入高压釜进行合片,使各层材料粘合一体,再进行修边后,制成太阳能汽车天窗面板。
本发明具有以下有益效果:通过以不锈钢为基材的CIGS电池片与以超薄钢化玻璃为基材的非晶硅薄膜电池组组合应用,不仅可以保证较高的转换效率,同时还可以保留作为汽车天窗本该有的一定的透光性,提升用户体验,其次通过不锈钢CIGS电池片与非晶硅薄膜电池组的一次平面封装层压形成预制的单元件,再将其与顶层玻璃、底层玻璃通过封装胶膜进行二次层压封装,以此降低生产制程中的碎片风险,有效提升良率。
附图说明
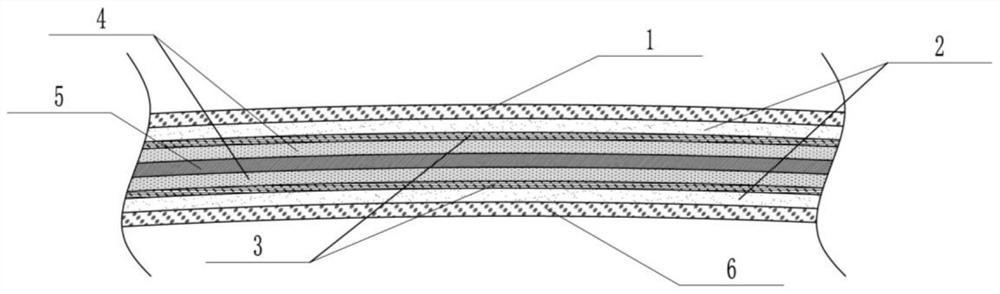
图1为本发明实施例的结构示意图。
图2为本发明实施例中单元件的结构示意图。
附图中各序号表示的意义如下:
1顶层玻璃,2封装胶膜,3阻水膜,4预封装胶膜,5单元件,51不锈钢CIGS电池片,52非晶硅薄膜电池组,6底层玻璃。
具体实施方式
下面结合附图对本发明做详细说明。
实施例:
本发明实施例的一种太阳能汽车天窗面板如图1-2所示,包括顶层玻璃1、单元件5与底层玻璃6,所述顶层玻璃1、单元件5与底层玻璃6依次粘合,所述单元件5由若干片不锈钢CIGS电池片51与非晶硅薄膜电池组52经过排列后电性连接组成,所述不锈钢CIGS电池片51环绕所述非晶硅薄膜电池组52的外围分布。具体的,所述不锈钢CIGS电池片51环绕所述非晶硅薄膜电池组52的外围至少三侧。此结构相当于将具有较高透光性的不锈钢CIGS电池片51作为外围结构,从而提高整体的透光性,再通过置于中间的非晶硅薄膜电池组52来提高转换效率,从而使整个天窗能够具备有较高的转换效率,并且也能够具有充足的透光性,来提升用户体验。
具体的,所述单元件5还包括有阻水膜3,所述阻水膜3完全覆盖所述不锈钢CIGS电池片51与所述非晶硅薄膜电池组52的顶面与底面上。阻水膜3可以高效的阻隔水汽,防止水汽入侵电池片导致功率快速下降,从而保证单元件5的使用寿命以及使用稳定性。
具体的,所述阻水膜3通过预封装胶膜4进行贴附在所述不锈钢CIGS电池片51与所述非晶硅薄膜电池组52的顶面与底面上。具体的,所述预封装胶膜4为POE胶膜,胶膜厚度为0.2~0.4mm。考虑用PVB或EVA直接封装不锈钢CIGS电池片51会对其功率产生的影响,导致功率降低,因此,采用POE胶膜进行一次封装,并在这个过程中,使阻水膜3完全包裹不锈钢CIGS电池片51与非晶硅薄膜电池组52,从而进一步保证不会存在空隙导致水汽的进入。本实施例中,POE胶膜的胶膜厚度为0.3mm。一次封装采用层压形式进行。
具体的,所述顶层玻璃1、底层玻璃6与所述单元件5通过封装胶膜2进行粘合。具体的,所述封装胶膜2为PVB胶膜,POE胶膜,EVA胶膜的其中一种或两种,胶膜厚度为0.3~0.5mm。此处采用高压合片的方式进行,主要是将单元件5封装在顶层玻璃1与底层玻璃6之间,同时采用也使单元件5与顶层玻璃1以及底层玻璃6相互贴合一致。本实施例中采用的是PVB胶膜,其有效厚度为0.38mm。
具体的,所述顶层玻璃1与所述底层玻璃6为曲率相同的曲面玻璃,所述单元件5的形状依顶层玻璃1与底层玻璃6的形状变化而变化。单元件5由于采用的是多个电池片组合而成,因此,在许可范围内,是可以存在一定曲率变化的,而且汽车天窗曲率变化较低,一般不会对单元件5发生影响。
具体的,所述顶层玻璃1与所述底层玻璃6为普通玻璃、半钢化玻璃与钢化玻璃中的一种或两种。在本实施例中,采用的是钢化玻璃,其厚度是2mm,中间拱高不超过12mm。
具体的,所述非晶硅薄膜电池组52与所述不锈钢CIGS电池片51的厚度均为0.25~0.35mm。该厚度为电池片本身厚度的体现,在本实施例中,电池片的厚度为0.3mm。
本申请还提供一种制作如上述太阳能汽车天窗面板的制作方法,包括如下步骤:
单元件制备,准备数个不锈钢CIGS电池片与非晶硅薄膜电池组,采用不锈钢CIGS电池片环绕非晶硅薄膜电池组的布局方式进行排布,并进行电性连接,引出正负极连接线,形成单元件;预先对电池片进行焊接,使单元件的电器形成完全构成,后续仅为对单元件进行包裹,保障了单元件之间电器性能的稳定。
阻水膜包裹;将阻水膜覆盖在单元件上下两面,并在贴合处填充入预封装胶膜,使阻水膜与单元件之间不存在空隙,形成预制件;
层压,将阻水膜包裹完成后的预制件放入平板式层压机中进行层压,该层压方式为恒温层压;其中,层压机设定层压温度为160℃,抽真空时间6-8min,有效层压时间为16-20min,压力为0.7Bar-1.0Bar,保证预制件各材料能够粘结为一体,同时降低非晶硅电池片的碎片风险。
玻璃贴合,将一次层压后形成一体的预制件与顶层玻璃、底层玻璃贴合,按照汽车天窗结构依次将顶层玻璃、预制件、底层玻璃相互贴合,并在贴合处填充入封装胶膜,随后在玻璃边缘处采用耐高温透明胶进行封闭,形成半成品;四周采用耐高温玻璃胶进行封闭,能够有效反之组件在移动过程中,可能造成的严重偏移情况,保证合片后的良品率。
合片,对半成品进行冷抽,再送入高压釜进行合片,使各层材料粘合一体,再进行修边后,制成太阳能汽车天窗面板。其中,冷抽设定温度为18℃±2℃,冷抽时间为45分钟,保证夹层中的空气被抽取干净,减少在后续合片过程中在夹层中产生的气泡,高压釜内的温度设置为90-130℃,压力为10Bar-15Bar,保证封装胶膜能够充分的将天窗玻璃和预制单元件33进行粘合,并将残余的气泡消除,使太阳能汽车天窗外观更美观。
以上内容是结合具体的优选实施方式对本发明所做的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
- 一种太阳能汽车天窗面板及其制作方法
- 一种太阳能汽车天窗产品及制作方法