一种复杂弯管三维坐标测量装置
文献发布时间:2023-06-19 11:42:32
技术领域
本申请涉及一种复杂弯管尺寸的获取装置,具体而言,涉及一种复杂弯管三维坐标的测量装置。
背景技术
管件弯制过程中常出现的缺陷主要包括圆弧处椭圆变形、圆弧外侧管壁变薄及弯曲回弹等。弯管半径的不同,前两种缺陷产生的方式及部位有所不同,通过对弯管设备参数修正可以降低缺陷的影响,而弯曲工件的弹性回弹却是无法避免的。
弯管缺陷的存在对弯管的质量会产生很大的影响。其中回弹现象必然使管材的弯曲角度大于预定角度,从而降低弯管工艺精度,最终导致管件无法安装。因此,测量弯管任意位置处的三维坐标值并与该位置处理论三维坐标值进行对比,对尺寸不符合要求的弯管进行修正,从而提高弯管的尺寸精度和外观质量。
发明内容
为了提高弯管的尺寸精度和外观质量,克服弯管缺陷带来的影响本申请提供了一种复杂弯管三维坐标测量装置。
所述复杂弯管三维坐标测量装置包括导向槽、移动基座、紧固旋钮、万向销轴、激光测距仪。所述导向槽包括横向导向槽、纵向导向槽、垂向导向槽,且横向导向槽、纵向导向槽、垂向导向槽之间可以互换。所述一个横向导向槽与两个纵向导向槽通过两个螺栓联接,且所述横向导向槽与所述纵向导向槽底部两端各有安装孔,使用时通过螺栓将测量装置固定在工作台上。
所述移动基座包括水平移动基座、垂向移动基座,所述水平移动基座安装在所述横向导向槽、纵向导向槽内且可以在其槽内移动,所述垂向移动基座安装在垂向导向槽内且可以在其槽内移动,所述水平移动基座支撑所述垂向导向槽。
所述水平移动基座包括支撑板、轴以及滑轮,所述支撑板有螺纹孔,所述横向导向槽、纵向导向槽一端封闭一段开放,所述水平移动基座通过所述横向导向槽、纵向导向槽开放一端安装在所述横向导向槽、纵向导向槽内,所述滑轮在所述横向导向槽、纵向导向槽内移动,带动所述垂向导向槽在所述横向导向槽及纵向导向槽内移动。
所述垂向导向槽通过螺栓与所述水平移动基座联结,所述水平移动基座上安装有所述紧固旋钮一,所述水平移动基座带动所述垂向导向槽移动到相应位置后,所述紧固旋钮一固定所述水平移动基座。
所述垂向移动基座与所述水平移动基座结构基本一致,主要区别为螺纹孔的数量及位置。所述垂向移动基座在所述垂向导向槽内移动,所述垂向移动基座上安装有所述紧固旋钮二,所述垂向移动基座移动到相应位置后,所述紧固旋钮二固定所述垂向移动基座。
所述垂向移动基座上安装有所述万向销轴,所述万向销轴包括销轴、万向轴。弯管插入到所述垂向移动基座上的万向销轴上。
所述万向轴可根据弯管端部角度在销轴内转动,且根据弯管管径可更换相对应尺寸的所述万向销轴。所述水平移动基座与所述垂向移动基座根据弯管尺寸移动到相应位置后,所述紧固旋钮一与所述紧固旋钮二分别将水平移动基座与垂向移动基座固定。
弯管在所述三维坐标测量装置中安装好后,所述激光测距仪一套在弯管上,所述激光测距仪二安装在工作台面上。所述激光测距仪一置于弯管任意位置处,测量该位置到工作台面的距离,即Z坐标,所述激光测距仪二置于所述激光测距仪一正下方,测量该位置到横向导向槽、纵向导向槽的距离,即X、Y坐标。
采用以上所述的三维坐标测量装置测量弯管尺寸,便可以得到弯管任意位置处的三维坐标值。
本申请所提供的复杂弯管三维坐标测量装置优点包括但不限于:弯管使用范围极广,但其结构较为复杂且其尺寸往往较大,通过常规测量方法很难获取任意位置处准确三维坐标值。所述复杂弯管三维坐标测量装置能够准确获得弯管任意位置处实际三维坐标值,并与该位置处理论坐标值进行对比,即可知道弯管尺寸是否符合要求。
对不符合要求的所述弯管进行修正的方法是:对不符合要求的所述弯管重新弯制,弯制完成后,重新测量所述弯管的三维坐标,直到所述弯管尺寸符合要求。本申请所提供的复杂弯管三维坐标测量装置实现了对复杂弯管三维坐标的测量,节省了三维坐标测量设备的购买费用,降低了不合格品流出的风险,节约了生产成本。
附图说明
为了更清楚的说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见,下面描述中的附图仅仅是本申请的一些实例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
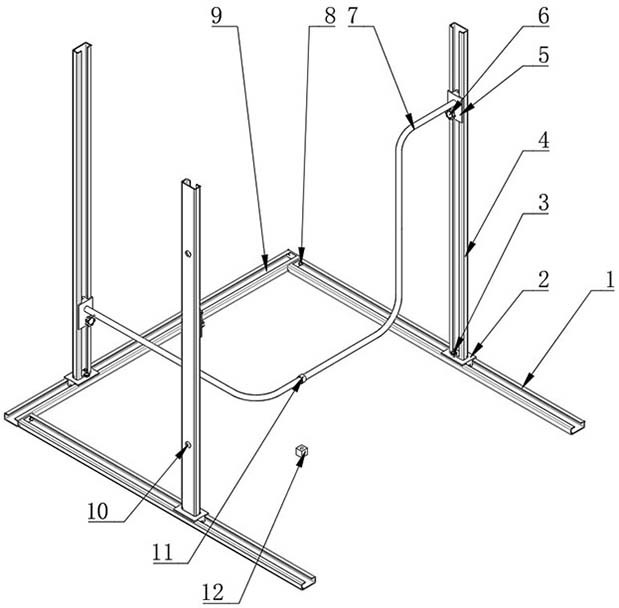
图1是本发明整体结构矢量示意图。
图2是本发明水平移动基座结构矢量示意图。
图3是本发明垂向移动基座结构矢量示意图。
图4是本发明垂向导向槽、纵向导向槽联结矢量示意图。
图5是本实用万向销轴结构矢量示意图。
图中:1—纵向导向槽;2—水平移动基座;3—紧固旋钮一;4—垂向导向槽;5—垂向移动基座;6—紧固旋钮二;7—弯管;8—螺栓;9—横向导向槽;10—安装孔;11—激光测距仪一;12—激光测距仪二;13—万向销轴;201—滑轮;202—螺纹孔一;203—支撑板;204—联结螺纹孔;205—轴;501—万向轴螺纹孔;502—螺纹孔二;1301—销轴;1302—万向轴。
具体实施方式
下面结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本申请一部分实例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
本申请中复杂弯管三维坐标测量装置是在弯管完成后执行的,不同管径的弯管可采用不同直径的万向销轴。本申请实施例中以待测量弯管7为例进行说明。
如图1~图5所示,本申请提供一种复杂弯管三维坐标测量的实施例,三维坐标测量装置包括纵向导向槽1、水平移动基座2、紧固旋钮一3、垂向导向槽4、垂向移动基座5、紧固旋钮二6、弯管7、螺栓8、横向导向槽9、安装孔10、激光测距仪一11、激光测距仪二12、万向销轴13。其中纵向导向槽1、垂向导向槽4、横向导向槽9可以互换。
参照图1,一个横向导向槽9与两个纵向导向槽1通过两个螺栓8联结,构成了测量装置的底座。横向导向槽9与纵向导向槽1底部两端各有安装孔10,使用时通过螺栓将三维坐标测量装置固定在工作台上。
移动基座包括水平移动基座2、垂向移动基座5。水平移动基座2安装在横向导向槽9、纵向导向槽1内,垂向移动基座5安装在垂向导向槽4内,水平移动基座2支撑垂向导向槽9。
参照图2,水平移动基座2包括滑轮201、螺纹孔一202、支撑板203、联结螺纹孔204、轴205。横向导向槽9、纵向导向槽1一端封闭一段开放,水平移动基座2通过横向导向槽9、纵向导向槽1开放一端安装在横向导向槽9、纵向导向槽1内。水平移动基座2通过滑轮201在横向导向槽9、纵向导向槽1内自由移动。水平移动基座2移动到相应位置后,在螺纹孔一202处旋入紧固旋钮一3固定水平移动基座2。
参照图4,水平移动基座2与垂向导向槽4在联结螺纹孔204处通过螺栓8固定在一起,水平移动基座2带动垂向导向槽4在横向导向槽9、纵向导向槽1内移动。
参照图3,垂向移动基座5包括滑轮201、支撑板203、轴205、万向轴螺纹孔501、螺纹孔二502。
参照图1,垂向移动基座5通过垂向导向槽4开放一端安装进垂向导向槽4内。垂向移动基座5通过滑轮201在垂向导向槽4内自由移动。当垂向移动基座5移动到相应位置后,在螺纹孔二502处旋入紧固旋钮二6固定垂向移动基座5。
参照图4,万向销轴13安装在垂向移动基座5上,参照图5,万向销轴13包括销轴1301、万向轴1302,弯管7插入到销轴1301内,根据弯管7端部角度万向轴1302转动到相应位置,且可根据弯管7管径选择相应的万向销轴13。水平移动基座2与垂向移动基座5根据弯管7尺寸移动到相应位置后,紧固旋钮一3与紧固旋钮二6分别将水平移动基座2与垂向移动基座5固定。
参照图1,弯管7在三维坐标测量装置中安装好后,激光测距仪一11套进弯管7,测量弯管任意位置处的Z坐标,激光测距仪二12放置在所述激光测距仪一11正下方,测量该位置到横向导向槽9、纵向导向槽1的距离,即X、Y坐标。便可获得任意位置处的三维坐标值。
通过激光测距仪一11、激光测距仪二12获得弯管任意位置处X、Y、Z 坐标后与该位置处的理论坐标值进行对比,如果 X、Y、Z 坐标值均一致,则判定弯管7符合要求,否则弯管7不符合要求。
对不符合要求的弯管7进行修正的方法是:对不符合要求的弯管7重新弯制,弯制完成后,重新测量弯管7的三维坐标并与理论坐标值进行对比,直到弯管尺寸符合要求。
- 一种复杂弯管三维坐标测量装置
- 变截面三维复杂构件局部旋压及三维自由辊弯综合成形装置和方法