3Y-TZP陶瓷膏体制备方法及全口种植固定修复体的制备工艺
文献发布时间:2023-06-19 11:42:32
技术领域:
本发明属于义齿制作技术领域,具体涉及一种应用于立体光刻的3Y-TZP(氧化钇稳定氧化锆)陶瓷膏体的制备方法及种植修复体上部结构的制作工艺。
背景技术:
氧化锆因具有良好的力学性能、化学性能、美学性能和生物相容性,被越来越多的应用于种植修复体上部结构的加工制作。目前氧化锆种植修复体上部结构的加工方式主要是CAD/CAM切削加工种植修复体上部结构支架,再通过表面长石质饰面瓷进行饰面的方式,形成具有仿真颜色、外形及功能的种植修复体上部结构。目前,该种技术存在较多问题:1、从预制的陶瓷块中切削获得需要的外形,这种技术本身的原材料利用率低、成本高;2、切削粉尘难以再利用,容易造成环境污染,严重影响加工人员身体健康;3、受车针影响,细节加工能力不足,表面精度差;4、车针损耗严重,变相增加成本;5、切削具有复杂外形的种植修复体上部结构支架时,可能因为车针角度限制导致无法得到预设的种植修复体上部结构支架,最终导致种植修复体上部结构成品的外形与设计外形有差;6、切削过程中,可能造成微裂纹,导致种植修复体上部结构整体力学性能降低。
发明内容:
本发明首先要解决的技术问题是:提供一种应用于立体光刻的3Y-TZP陶瓷膏体的制备方法,通过该方法制作的3Y-TZP陶瓷膏体可应用于立体光刻3D打印技术,以实现通过立体光刻3D打印的方式,制作全口种植固定修复体。
为解决上述技术问题,本发明采用的技术方案是:
一种应用于立体光刻的3Y-TZP陶瓷膏体的制备方法,包括以下步骤:
S1:分别称取一定量的3Y-TZP陶瓷粉体、分散剂、消泡剂和流平剂,选取的所述3Y-TZP陶瓷粉体为粒径D50在400-600nm的类球形或者球形粉末;
S2:将步骤S1中的所述3Y-TZP陶瓷粉体、所述分散剂、所述消泡剂和所述流平剂分别加入到光敏树脂预混液中,其中,先将分散剂加入到光敏树脂材料中,混合均匀,然后逐步加入3Y-TZP陶瓷粉体,具体的加入量为,第一次加入3Y-TZP陶瓷粉体总量的50%,混合均匀;第二次加入3Y-TZP陶瓷粉体总量的20%,混合均匀;第三次加入3Y-TZP陶瓷粉体总量的15%,混合均匀;混合均匀之后,分别加入消泡剂和流平剂,最后加入剩余的3Y-TZP陶瓷粉体,混合均匀,且每一次加完3Y-TZP陶瓷粉体之后,在1500转/min高速均质机中进行球磨100秒,获得3Y-TZP陶瓷浆料;
S3:向步骤S2中制备的3Y-TZP陶瓷浆料中加入光引发剂,并再次球磨;
S4:向步骤S3再次球磨后的3Y-TZP陶瓷浆料中加入流变助剂,混合均匀,制得3Y-TZP陶瓷膏体。
本发明技术方案的进一步优化,所述3Y-TZP陶瓷粉体占所述光敏树脂预混液的体积百分比为48%-62%。
本发明技术方案的进一步优化,制得的所述3Y-TZP陶瓷膏体中包括3Y-TZP陶瓷粉体83-90质量份,光敏树脂预混液10-17质量份;其中,消泡剂的质量为光敏树脂预混液质量的0.01%-0.2%,流平剂的质量为光敏树脂预混液质量的0.01%-10%,分散剂的质量是3Y-TZP陶瓷粉体质量的0.01%-10%;所述光引发剂的加入量为所述光敏树脂预混液质量的0.1%-5%;所述流变助剂的添加量为步骤S2中3Y-TZP陶瓷浆料质量的0.1%-10%。
本发明技术方案的进一步优化,光敏树脂材料包括1,6-己二醇二丙烯酸酯、二季戊四醇六丙烯酸酯、丙烯酰吗啉、芳香族聚氨酯丙烯酸酯、三丙二醇二丙烯酸酯、乙氧化季戊四醇四丙烯酸酯、环三羟甲基丙烷甲缩醛丙烯酸酯、丙氧化新戊二醇二丙烯酸酯、乙氧化三羟甲基丙烷三丙烯酸酯、乙氧化三羟甲基丙烷三丙烯酸酯、二甲基丙烯酰胺中的一种或多种。
本发明所述方法制作的3Y-TZP陶瓷膏体由于包含了光敏树脂预混液以及光引发剂,且整体成膏体状,符合立体光刻3D打印设备对打印材料的要求,能够在打印过程中通过紫外光(波长350-405纳米)对3Y-TZP陶瓷膏体进行固化,以获得形态固定的种植修复体上部结构素坯,为采用立体光刻3D打印技术制作种植修复体上部结构成品奠定基础。
本发明中,3Y-TZP(氧化钇稳定氧化锆)陶瓷粉体的作用是形成种植修复体上部结构素坯中的骨架部分,分散剂的作用是使陶瓷粉末能在有机光敏树脂中均匀分散,从而使种植修复体上部结构在烧结过程中不会形成由于颗粒团聚而产生的缺陷;消泡剂的作用是减少气泡的产生,从而使种植修复体上部结构在烧结过程减少气孔的形成;流平剂的作用是提高3Y-TZP陶瓷膏体的润湿性,从而使种植修复体上部结构素胚在固化过程与打印平台底部结合更牢固;光敏树脂使3Y-TZP陶瓷膏体具备一定的流动性且能够在光引发剂和紫外光的作用下使3Y-TZP陶瓷膏体固化成型;初次球磨的作用是使陶瓷粉末逐步与光敏树脂混合均匀,从而使种植修复体上部结构在烧结过程中不会形成由于颗粒团聚而产生的缺陷;加入光引发剂的作用是使3Y-TZP陶瓷膏体中的光敏树脂受紫外光辐射而固化,提高固化速度;再次球磨的作用是使光引发剂混合均匀,使3Y-TZP陶瓷膏体均匀固化,消除局部无法正常固化导致变形的问题,提高种植修复体上部结构的外形精度。
在本发明中,光敏树脂预混液包含的各成分所具备的有益效果是固化速度快,有较高的强度与韧性,并且在脱脂过程中,有机物去除干净,无碳残留。
在本发明中3Y-TZP陶瓷粉体占所述光敏树脂预混液的体积百分比对植修复体上部结构的制作工艺的促进作用是:固含量越高有利于脱脂烧结过程减少气孔与裂纹的生成,脱脂效率高,并且有利于烧结过程,从而有利于提高产品的性能。
流变助剂具有改变浆料的流变性能的作用,使3Y-TZP陶瓷膏体能应用于3D打印技术。同时能能防止3Y-TZP陶瓷膏体中陶瓷颗粒沉降,有利于膏体长时间保存;另外由于膏体具有自支撑的性能,因此在产品设计的时候,可以减少支撑杆的数量。
本发明所述3Y-TZP陶瓷膏体除了能满足立体光刻3D打印对材料的要求外,其较高的陶瓷粉体含量有利于优化烧结后产品的性能。
本发明进一步要解决的技术问题是:提供一种利用上述3Y-TZP陶瓷膏体制作种植修复体上部结构的制作工艺,该工艺能够通过增材的方式制作种植修复体上部结构,以此替代传统的通过减材方式制作种植修复体上部结构的方法,消除传统工艺中切削过程对种植修复体上部结构带来的损伤和缺陷,提高种植修复体上部结构的制作精度,消除传统工艺中切削过程造成的材料浪费、空气污染等弊端。
为解决上述技术问题,本发明采用的技术方案是:一种全口种植固定修复体的制作工艺,包括如下具体步骤:
Sa:获取患者牙列和牙床的三维数据并建立全口种植固定修复体中包括牙列部分、牙龈部分、基台部分和种植体位置的数字化模型;
Sb:对步骤Sa中所述全口种植固定修复体的数字化模型进行种植修复体上部结构支架素坯的设计,种植修复体上部结构支架素坯包括牙龈部分、基牙部分和螺丝通道,并在相邻基牙预留上瓷空间;
Sc:采用上述权利要求1~4中任一项制备的所述3Y-TZP陶瓷膏体将步骤Sb设计的种植修复体上部结构支架素坯文件通过立体光刻3D打印的方式在支撑杆上打印成形,制得带有支撑杆的种植修复体上部结构支架素坯;
Sd:将打印完成的带有支撑杆的种植修复体上部结构支架素坯去支撑杆后,进行脱脂、烧结,制得种植修复体上部结构中间体;
Se:制作患者口腔牙床牙列的石膏模型或者3D打印用的三维树脂模型,将步骤Sd制得种植修复体上部结构中间体在模型上进行试戴,检查是否能够吻合,不是则返回步骤Sb,合适则进行步骤Sf;
Sf:在种植修复体上部结构中间体的基牙上逐层堆塑牙本质瓷和牙釉质瓷,在种植修复体上部结构中间体的基牙唇侧牙龈处堆塑牙龈瓷,依次进行烧结、打磨,然后抛光或上釉,获得全口种植固定修复体成品。
本发明技术方案的进一步优化,步骤Sa中通过口腔扫描仪获取患者牙列和牙床的三维数据,制作三维树脂模型;或通过口腔印模并制作上下颌石膏模型,然后通过扫描仪对上下颌石膏模型进行扫描获取患者牙列和牙床的三维数据。
本发明技术方案的进一步优化,步骤Sc还包括以下步骤:
Sc1、将种植修复体上部结构支架素坯的三维数据导入立体光刻3D打印机中,并设置支撑杆,设置打印层厚为10-50微米,能量20-50mW/cm
Sc2、去除步骤Sc1中所述种植修复体上部结构支架素坯的支撑杆后打磨,并对打磨后的所述种植修复体上部结构素胚进行超声清洗和干燥。
本发明技术方案的进一步优化,步骤Sd中,在氮气环境中脱脂,且脱脂温度为200℃-600℃,升温速率不高于30℃/h,且在350℃和450℃时各保温2个小时;烧结温度为1450-1510℃,升温速率为120-180℃/h,保温2-5小时,再降到室温,降温速率为180-300℃/h。
本发明技术方案的进一步优化,步骤Sf中的烧结温度为680-900℃,烧结时长5-15分钟。
本发明的有益效果是:本发明采用立体光刻3D打印的方式,用3Y-TZP陶瓷膏体将预先设计好的种植修复体上部结构素坯打印成实体,并通过脱脂、烧结、堆塑牙本质瓷、牙釉质瓷、牙龈瓷并再次烧结打磨抛光最终获得种植修复体上部结构成品,这种增材制作的方式,大大降低了材料的损耗,而且无需切削,不会造成环境污染,采用高精度的3D打印能够准确地打印出种植修复体上部结构素坯的设计效果,提高种植修复体上部结构的安装精度。
口腔直接扫描的优点是数据更精准;采集口腔印模后制作上下颌模型后通过模型采集牙列的三维数据的优点是操作简单,成本较低。
脱脂工艺可去除打印形成的种植修复体上部结构中的有机成分,温度缓慢上升可缓慢去除种植修复体上部结构的有机成分,减少裂纹的产生。
步骤d中的烧结工艺的作用是使陶瓷致密化;步骤f中的烧结工艺的作用是使牙本质瓷、牙釉质瓷、牙龈瓷分别与种植修复体上部结构中间体牢固结合。
通过本发明所述制作工艺获得的种植修复体上部结构的三点抗弯强度平均值为1100±98MPa,Weibull模量为9,饰面瓷(牙本质瓷、牙釉质瓷、牙龈瓷)之间的结合强度为25-32MPa。
附图说明:
下面结合附图对本发明的具体实施方式作进一步详细说明,其中:
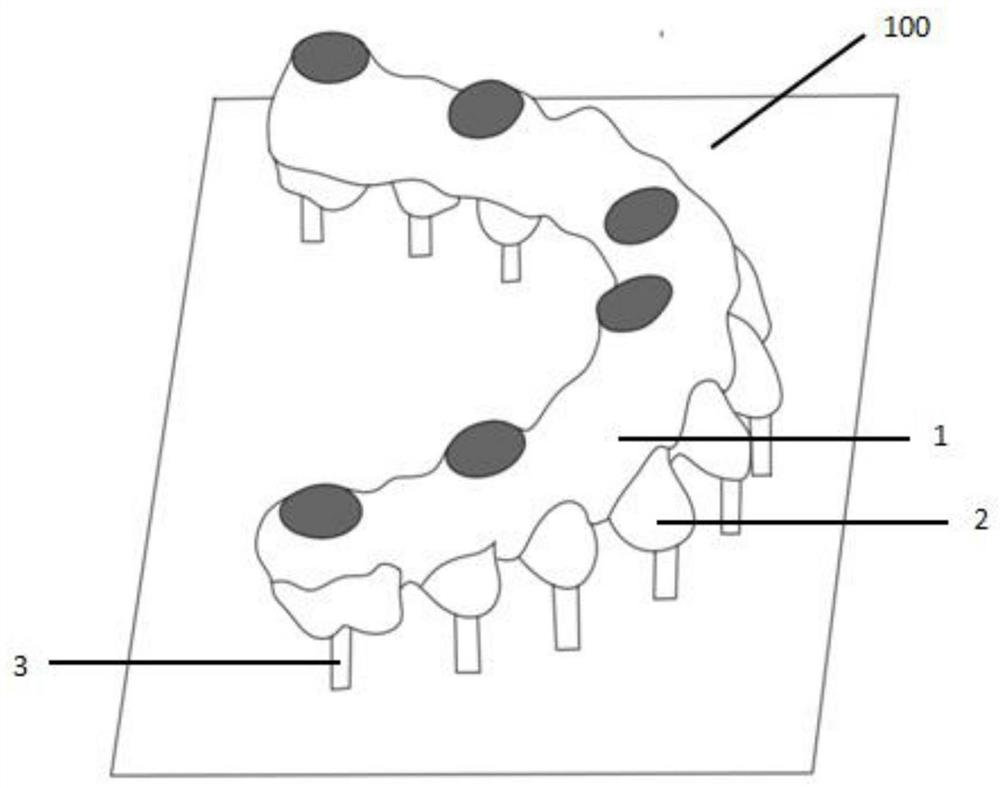
图1是带有支撑杆的种植修复体上部结构素坯的结构示意图;
图2是种植修复体上部结构中间体的结构示意图;
图3是种植修复体上部结构成品的结构示意图。
图1~图3中,100、种植修复体上部结构素坯,200、种植修复体上部结构中间体,300、种植修复体上部结构成品,1、牙龈,2、基牙,3、支撑杆。
具体实施方式:
下面结合附图,详细描述本发明的具体实施方案。
应用于立体光刻的3Y-TZP陶瓷膏体的制备方法包括以下步骤:
S1:分别称取一定量的3Y-TZP陶瓷粉体、分散剂、消泡剂和流平剂,选取的所述3Y-TZP陶瓷粉体为粒径D50在400-600nm的类球形或者球形粉末,通过对该粒径的选择能够满足在制备牙齿时强度的要求;
S2:将步骤S1中的所述3Y-TZP陶瓷粉体、所述分散剂、所述消泡剂和所述流平剂分别加入到光敏树脂预混液中,其中,先将分散剂加入到光敏树脂材料中,混合均匀,然后逐步加入3Y-TZP陶瓷粉体,具体的加入量为,第一次加入3Y-TZP陶瓷粉体总量的50%,混合均匀;第二次加入3Y-TZP陶瓷粉体总量的20%,混合均匀;第三次加入3Y-TZP陶瓷粉体总量的15%,混合均匀;混合均匀之后,分别加入消泡剂和流平剂,最后加入剩余的3Y-TZP陶瓷粉体,混合均匀,且每一次加完3Y-TZP陶瓷粉体之后,在1500转/min高速均质机中进行球磨100秒,获得3Y-TZP陶瓷浆料,通过该混合方式及比例的设置与现有的混合方式相比能够有效的缩短1倍的混合球磨时间;
S3:向步骤S2中制备的3Y-TZP陶瓷浆料中加入光引发剂,并再次球磨;
S4:向步骤S3再次球磨后的3Y-TZP陶瓷浆料中加入流变助剂,混合均匀,制得3Y-TZP陶瓷膏体。
3Y-TZP陶瓷粉体的粒径在0.1-1微米之间,有利于烧结致密化的同时提高陶瓷粉末的固含量。
其中光敏树脂预混液为一种丙烯酸类的树脂单体或多种丙烯酸类树脂单体的混合物,本实施例中的光敏树脂预混液具体包括1,6-己二醇二丙烯酸酯、二季戊四醇六丙烯酸酯、丙烯酰吗啉、芳香族聚氨酯丙烯酸酯、三丙二醇二丙烯酸酯、乙氧化季戊四醇四丙烯酸酯、环三羟甲基丙烷甲缩醛丙烯酸酯、丙氧化新戊二醇二丙烯酸酯、乙氧化三羟甲基丙烷三丙烯酸酯、乙氧化三羟甲基丙烷三丙烯酸酯和二甲基丙烯酰胺。在实际生产中,也可采用1,6-己二醇二丙烯酸酯、二季戊四醇六丙烯酸酯、丙烯酰吗啉、芳香族聚氨酯丙烯酸酯、三丙二醇二丙烯酸酯、乙氧化季戊四醇四丙烯酸酯、环三羟甲基丙烷甲缩醛丙烯酸酯、丙氧化新戊二醇二丙烯酸酯、乙氧化三羟甲基丙烷三丙烯酸酯、乙氧化三羟甲基丙烷三丙烯酸酯和二甲基丙烯酰胺中的一种或多种的组合。光引发剂选择为光引发剂819或者TPO或者184,消泡剂为有机硅溶剂型消泡剂,分散剂为聚丙烯酰胺或长链多元胺酰胺或极性酸性聚酯盐溶液,流变助剂为气相二氧化硅、聚酰胺蜡、氢化蓖麻油、聚烯烃中的任意一种或多种的组合。
所述3Y-TZP陶瓷粉体占所述光敏树脂预混液的体积百分比为48%-62%。
所述3Y-TZP陶瓷浆料包括以下重量分数的原料组分:83-90份的氧化锆陶瓷粉体,0.01-0.2份的消泡剂,0.01-10份的分散剂,0.01-10份的流平剂;所述光引发剂的加入量为所述光敏树脂预混液质量的0.1%-5%;所述流变助剂的添加量为陶瓷浆料质量的0.1%-10%,使得3Y-TZP陶瓷膏体的粘度为10-100Pa.s。
采用上述3Y-TZP陶瓷膏体制作种全口种植固定修复体的制作工艺,包括如下具体步骤:
Sa:获取患者牙列和牙床的三维数据并建立全口种植固定修复体中包括牙列部分、牙龈部分、基台部分和种植体位置的数字化模型;
Sb:对步骤Sa中所述全口种植固定修复体的数字化模型进行种植修复体上部结构支架素坯的设计,种植修复体上部结构支架素坯包括牙龈部分、基牙部分和螺丝通道,并在相邻基牙预留上瓷空间;
Sc:采用上述权利要求1~4中任一项制备的所述3Y-TZP陶瓷膏体将步骤Sb设计的种植修复体上部结构支架素坯文件通过立体光刻3D打印的方式在支撑杆上打印成形,制得带有支撑杆的种植修复体上部结构支架素坯;
Sd:将打印完成的带有支撑杆的种植修复体上部结构支架素坯去支撑杆后,进行脱脂、烧结,制得种植修复体上部结构中间体;具体的本发明技术方案的实施例在氮气环境中脱脂,且脱脂温度为200℃-600℃,升温速率不高于30℃/h且在350℃和450℃时各保温2个小时,通过该脱脂步骤能够彻底的去除有机物;烧结温度可选择1450℃或1480℃或1510℃,升温速率可选择120℃/h或140℃/h或180℃/h,保温2~5小时,再降到室温,降温速率为180℃/h或200℃/h或250℃/h或300℃/h。
Se:制作患者口腔牙床牙列的石膏模型或者3D打印用的三维树脂模型,将步骤Sd制得种植修复体上部结构中间体在模型上进行试戴,检查是否吻合,不是则返回步骤Sb,合适则进行步骤Sf。
Sf:在种植修复体上部结构中间体的基牙上逐层堆塑牙本质瓷和牙釉质瓷,在种植修复体上部结构中间体的基牙唇侧牙龈处堆塑牙龈瓷,依次进行烧结、打磨,烧结温度为700℃,烧结时长10分钟,烧结完成后再进行打磨、抛光或上釉,获得全口种植固定修复体成品。
本实施例中,步骤Sa中获取患者牙列和牙床的三维数据的方法为采用口腔扫描仪对患者口腔直接扫描。
在实际生产中,也可通过采集患者口腔印模并制作上下颌石膏模型,根据口腔印模的咬合关系将上下颌石膏模型上牙合架,然后对牙合架上的上下颌石膏模型进行三维扫描以获取患者牙列和牙床的三维数据。
本实施例中,步骤Sc的具体步骤包括:
Sc1、将种植修复体上部结构素坯100的三维数据导入立体光刻3D打印机的排版软件,设置支撑杆3,打印出种植修复体上部结构素坯100,控制打印的层厚是10微米或20微米或30微米或40微米或50微米,能量20mW/cm
Sc2、打磨去除支撑杆3后对所述种植修复体上部结构素坯素胚100进行超声清洗和干燥。
采用本发明所述3Y-TZP陶瓷膏体进行3D打印种植修复体上部结构素坯100时,通过差热扫描量热法测量得到,3Y-TZP陶瓷膏体紫外光辐射后1~2秒的时间便可固化超过65%,根据热重分析法得到在450℃进行脱脂,有机物都去除干净;通过力学测试,种植修复体上部结构素胚100的断裂强度为25-32MPa。可见,采用本发明所述的3Y-TZP陶瓷膏体进行3D打印种植修复体上部结构素坯100时,具有成形速度快、精度高、脱脂效果好、强度高等一系列优点,能大大提高种植修复体上部结构成品300的质量,同时降低材料损耗,消除环境污染。
上述实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,而非用于限制本发明;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
- 3Y-TZP陶瓷膏体制备方法及全口种植固定修复体的制备工艺
- 用于修复部分牙或全口牙缺失的种植修复体及其制作方法