一种太阳能光伏边框支架铝合金材料及制造方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及铝合金材料技术领域,具体为一种太阳能光伏边框支架铝合金材料及制造方法。
背景技术
随着目前技术的发展,光伏发电的成本已经接近火电,风电等成本,光伏发电,投资低,零污染,寿命长,越来越受到人们欢迎。
光伏边框支架是用于固定光伏组件的重要部件,能够保护光伏组件,避免光伏组件被腐蚀或者被风力破坏。要求强度高,重量轻,外观美观,成本低的材料,目前太阳能光伏边框支架常用材料有铝合金,镀锌钢,不锈钢,非金属材料。其中铝合金材料最为普及。
铝合金支架材料重量一般约为2.71g/㎡,其型材变形量约为钢材的2.9倍,强度约为钢材强度的70%,防腐一般采用阳极氧化处理措施,平均氧化膜厚度大于8 um,且铝在空气中能自动形成保护膜,后期使用不需要防腐维护。因此,铝合金支架具有质量轻、美观耐用、耐腐蚀等特点,但其承载力低,价格较高,约为钢材价格的3倍。
镀锌钢支架,一般采用Q235型钢作为主材,重量一般约为7.85g/㎡,机械强度高,用于主梁和柱的板厚不宜小于2.5mm,当有可靠依据时板厚可取2mm,用于次梁的板厚不宜小于1.5mm, 防腐一般采用热侵镀锌处理措施,镀锌层厚度不小于65um,后期使用需要防腐维护。镀锌钢支架性能稳定,制造工艺成熟,承载力高,因此主要运用于对强度有要求的电站中,如大型地面电站等,这种材质的支架是目前应用普遍的光伏支架。
不锈钢边框支架,耐候性好,可回收利用价值高,但材料成本较高,因而目前很少用到。
非金属支架,其材料主要为纤维复合材料,其具有轻便,强度好,受力佳,成本低等特点。但由于是新型材料,其特性有待于实际项目的检验,目前使用较少。
目前市面上使用最多的就是铝合金光伏边框支架,但现有的铝合金光伏边框支架常用的材料有6063铝合金和6005铝合金材料,但6063铝合金材料容易挤压,表面质量好,但抗拉强度比较低,同样强度要求情况下,需要更厚的设计,成本相对比较高;6005铝合金材料挤压阻力大,效率低,表面质量较差,但抗拉强度高,同样强度要求情况下,可以设计的更薄,可以节省材料,成本相对较低;因此为了解决现有6063铝合金抗拉强度低,6005铝合金挤压效率低,外观差等问题,设计一种太阳能光伏边框支架铝合金材料及制造方法是很有必要的。
发明内容
本发明的目的在于提供一种太阳能光伏边框支架铝合金材料及制造方法,以解决上述背景技术中提出的问题。
为了解决上述技术问题,本发明提供如下技术方案:一种太阳能光伏边框支架铝合金材料,配方包括:Si、Mg、Mn、Cu、Cr、Fe、Zn、Ti和Al,各组分的质量百分比分别是:0.57-0.63%的Si、 0.45-0.5%的Mg、0.03-0.07%的Mn、 0-0.05%的Cu、0-0.02%的Cr、0-0.1%的 Fe、0-0.02%的Zn,0.08-0.12%的Ti,其余为Al。
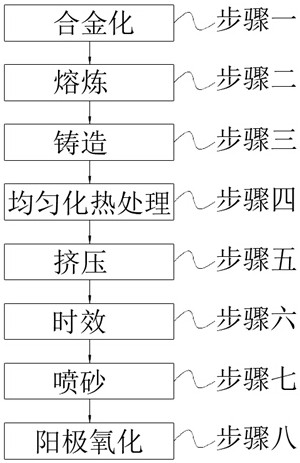
一种太阳能光伏边框支架铝合金材料的制造方法,包括以下步骤,步骤一,合金化;步骤二,熔炼;步骤三,铸造;步骤四,均匀化热处理;步骤五,挤压;步骤六,时效;步骤七,喷砂;步骤八,阳极氧化;
其中在上述步骤一中,称取各组分的质量百分比分别为0.57-0.63%的Si、 0.45-0.5%的Mg、0.03-0.07%的Mn、 0-0.05%的Cu、0-0.02%的Cr、0-0.1%的 Fe、0-0.02%的Zn,0.08-0.12%的Ti,其余为Al,随后铝合金按配方进行合金化处理;
其中在上述步骤二中,将合金化处理后铝液,进行打渣,精炼,除气处理,且铝液在750-760℃的温度下进行熔炼,打渣,精炼,通氮气除气;
其中在上述步骤三中,将铝液经过除气过滤箱,进入铸造平台铸造,水冷成铝棒;
其中在上述步骤四中,将铝棒进行均匀化热处理;
其中在上述步骤五中,将铝棒加热进行挤压,然后冷却;
其中在上述步骤六中,将型材进行时效处理;
其中在上述步骤七中,将型材喷砂处理;
其中在上述步骤八中,将型材进行阳极氧化处理,膜厚8-12um, 完成太阳能光伏边框支架铝合金结构。
根据上述技术方案,所述步骤三中,铝液在经过除气过滤箱,铸造平台铝液温度在690-700℃的温度环境下进行铸造,随后水冷成铝棒。
根据上述技术方案,所述步骤四中,铝棒进行均匀化热处理方法为在450℃温度下保温2-3H,然后升温至575℃保温6-10H,强风空冷至200℃,然后水冷。
根据上述技术方案,所述步骤五中,铝棒加热至460-500℃进行挤压,挤压型材温度为480-560℃,强风,冷却速率>5℃/S。
根据上述技术方案,所述步骤六中,时效处理步骤为将型材进行180℃/1小时,200℃,2-3小时保温时效处理。
与现有技术相比,本发明所达到的有益效果是:该发明,通过调整Si,Mg,Mn,Ti等化学成分,通过加工制造工艺优化,达到高强度,易挤压,外观美观,成品率高等要求,从而细化内部晶粒组织,形成性能稳定的铝棒,利用挤压成型过程中的高温固溶效果,通过在线淬火快速冷却,形成过饱和固溶体,时效硬化处理,使内部强化相均匀析出,达到强化效果,然后经过喷砂,阳极氧化,生产出高强度,易挤压,外观美观,成品率高的太阳能光伏边框支架。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
图1是本发明的方法流程图;
图2是本发明的光伏边框示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-2,本发明提供一种技术方案:
实施例1:
一种太阳能光伏边框支架铝合金材料,配方包括:Si、Mg、Mn、Cu、Cr、Fe、Zn、Ti和Al,各组分的质量百分比分别是:0.57-0.63%的Si、 0.45-0.5%的Mg、0.03-0.07%的Mn、 0-0.05%的Cu、0-0.02%的Cr、0-0.1%的 Fe、0-0.02%的Zn,0.08-0.12%的Ti,其余为Al。
一种太阳能光伏边框支架铝合金材料的制造方法,包括以下步骤,步骤一,合金化;步骤二,熔炼;步骤三,铸造;步骤四,均匀化热处理;步骤五,挤压;步骤六,时效;步骤七,喷砂;步骤八,阳极氧化;
其中在上述步骤一中,称取各组分的质量百分比分别为0.57%的Si、 0.45%的Mg、0.03%的Mn、 0.04%的Cu、0.01%的Cr、0.09%的 Fe、0.01%的Zn,0.08%的Ti,其余为Al,随后铝合金按配方进行合金化处理;
其中在上述步骤二中,将合金化处理后铝液,进行打渣,精炼,除气处理,且铝液在750℃的温度下进行熔炼,打渣,精炼,通氮气除气;
其中在上述步骤三中,将铝液经过除气过滤箱,进入铸造平台铸造,水冷成铝棒,且铝液在经过除气过滤箱,铸造平台铝液温度在690℃的温度环境下进行铸造,随后水冷成铝棒;
其中在上述步骤四中,将铝棒进行均匀化热处理,且铝棒进行均匀化热处理方法为在450℃温度下保温2H,然后升温至575℃保温6H,强风空冷至200℃,然后水冷;
其中在上述步骤五中,将铝棒加热进行挤压,然后冷却,且铝棒加热至460℃进行挤压,挤压型材温度为480℃,强风,冷却速率>5℃/S;
其中在上述步骤六中,将型材进行时效处理,且时效处理步骤为将型材进行180℃/1小时,200℃,2小时保温时效处理;
其中在上述步骤七中,将型材喷砂处理;
其中在上述步骤八中,将型材进行阳极氧化处理,膜厚8um, 完成太阳能光伏边框支架铝合金结构。
实施例2:
一种太阳能光伏边框支架铝合金材料,配方包括:Si、Mg、Mn、Cu、Cr、Fe、Zn、Ti和Al,各组分的质量百分比分别是:0.57-0.63%的Si、 0.45-0.5%的Mg、0.03-0.07%的Mn、 0-0.05%的Cu、0-0.02%的Cr、0-0.1%的 Fe、0-0.02%的Zn,0.08-0.12%的Ti,其余为Al。
一种太阳能光伏边框支架铝合金材料的制造方法,包括以下步骤,步骤一,合金化;步骤二,熔炼;步骤三,铸造;步骤四,均匀化热处理;步骤五,挤压;步骤六,时效;步骤七,喷砂;步骤八,阳极氧化;
其中在上述步骤一中,称取各组分的质量百分比分别为0.63%的Si、 0.5%的Mg、0.07%的Mn、0.04%的Cu、0.01%的Cr、0.09%的 Fe、0.01%的Zn,0.12%的Ti,其余为Al,随后铝合金按配方进行合金化处理;
其中在上述步骤二中,将合金化处理后铝液,进行打渣,精炼,除气处理,且铝液在760℃的温度下进行熔炼,打渣,精炼,通氮气除气;
其中在上述步骤三中,将铝液经过除气过滤箱,进入铸造平台铸造,水冷成铝棒,且铝液在经过除气过滤箱,铸造平台铝液温度在700℃的温度环境下进行铸造,随后水冷成铝棒;
其中在上述步骤四中,将铝棒进行均匀化热处理,且铝棒进行均匀化热处理方法为在450℃温度下保温3H,然后升温至575℃保温10H,强风空冷至200℃,然后水冷;
其中在上述步骤五中,将铝棒加热进行挤压,然后冷却,且铝棒加热至500℃进行挤压,挤压型材温度为560℃,强风,冷却速率>5℃/S;
其中在上述步骤六中,将型材进行时效处理,且时效处理步骤为将型材进行180℃/1小时,200℃,3小时保温时效处理;
其中在上述步骤七中,将型材喷砂处理;
其中在上述步骤八中,将型材进行阳极氧化处理,膜厚12um, 完成太阳能光伏边框支架铝合金结构。
将上述实施例所得太阳能光伏边框支架铝合金结构分别进行测试,所得数据如下表:
基于上述,本发明的优点在于,本发明,调整铝合金合金元素配比和加工制造方法,从而细化内部晶粒组织,形成性能稳定的铝棒,利用挤压成型过程中的高温固溶效果,通过在线淬火快速冷却,形成过饱和固溶体,时效硬化处理,使内部强化相均匀析出,达到强化效果,然后经过喷砂,阳极氧化,生产出高强度,易挤压,外观美观,成品率高的太阳能光伏边框支架;通过加工制造,达到了所需的力学性能抗拉强度、屈服强度以及延伸率。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种太阳能光伏边框支架铝合金材料及制造方法
- 一种多级焊合铝合金太阳能光伏边框支架挤压模具