一种高精度模具扁钢冶炼制造工艺
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及模具扁钢制造技术领域,特别涉及一种高精度模具扁钢冶炼制造工艺。
背景技术
模具钢作为装备制造、零件加工的主要工具,按用途大致可分为冷作模具钢、热作模具钢和塑料模具钢三类,用于锻造、冲压、切型、压铸、注塑等。由于模具使用用途不相同,但工作条件都比较复杂,对模具钢的性能都提出了较高的要求,模具扁钢属于模具钢的一种。
在对模具扁钢制造过程中,需要对冶炼后的段状钢坯进行冷却处理,传统的冷却方式通常采用风机直吹的方式进行物理降温,但是在降温过程中,常常会遇到一些问题:
1、通过夹具固定的段状钢坯的位置始终保持不动,导致少量区域未被吹到从而难以及时冷却的情况;
2、传统的夹具对段状钢坯夹持的区域通常为密封式贴合,导致冷风难以直接与该区域接触,从而造成难以及时冷却的情况。
发明内容
为了解决上述问题,本发明提供了一种高精度模具扁钢冶炼制造工艺,可以解决传统的冷却过程中,通过夹具固定的段状钢坯的位置始终保持不动,导致少量区域未被吹到从而难以及时冷却的情况,传统的夹具对段状钢坯夹持的区域通常为密封式贴合,导致冷风难以直接与该区域接触,从而造成难以及时冷却的情况等问题。
为了实现上述目的,本发明采用以下技术方案,一种高精度模具扁钢冶炼制造工艺,其使用了一种冷却设备,该冷却设备包括底框、驱动式气吹装置、架设装置、连接齿条和密封盖,采用上述冷却设备对高精度模具扁钢冶炼制造工艺如下:
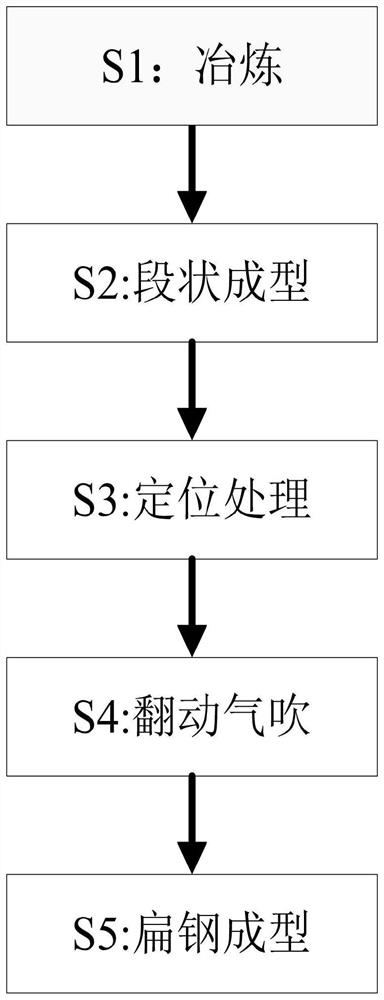
S1、冶炼:将冶炼原料进行熔融处理,待出钢后进行精炼,温度保持在1500~1600℃,之后将钢液浇注入钢锭模中,得到大钢坯;
S2、段状成型:对加热的大钢坯进行除锈处理,之后对其粗轧、精轧、剪切处理,从而得到段状的钢坯;
S3、定位处理:通过定位机构对段状钢坯的前后两端进行定位,将段状钢坯一一有序定位,向左推动密封盖从而与底框合上;
S4、翻动气吹:通过驱动机构带动活动架进行左右往复移动,在连接齿轮、连接齿条的配合下带动定位的段状钢坯进行整体翻动,通过气吹的方式对翻转的段状钢坯进行冷却处理;
S5、扁钢成型:将冷却后的段状钢坯取出,对其表面缺陷检验,合格后对其加热轧延处理,从而得到成型的扁钢。
底框的内部安装有驱动式气吹装置,驱动式气吹装置上均匀安装有架设装置,底框上端的前后两侧对称安装有连接齿条,底框上通过滑动配合的方式与密封盖连接;
所述的驱动式气吹装置包括活动架、固定板、气腔、工作气泵、喷出机构、驱动机构,活动架与底框为滑动配合连接,活动架上安装有固定板,固定板上开设有气腔,固定板的下端安装有工作气泵,工作气泵与气腔相连通,固定板上均匀设置有喷出机构,活动架的下端与底框之间连接有驱动机构。
所述的喷出机构包括喷出头、连接绳和重力球,固定板的上端均匀开设有球体腔,球体腔上设置有喷出头,喷出头的下端通过连接绳与重力球连接。
具体工作时,通过工作气泵将冷气吹入到气腔后从喷出头喷出,重力球受到风力影响无规则摆动,使得喷出头喷出的区域扩大,利于冷却处理,同时通过驱动机构带动活动架进行左右往复运动。
所述的架设装置包括两个定位机构、连接架一、连接架二、两个连接架三、两个转轴、两个连接齿轮,两个定位机构的上端之间连接有连接架一,两个定位机构的下端之间连接有连接架二,定位机构的外侧安装有连接架三,连接架三与转轴的内端连接,转轴与活动架之间为轴承连接,转轴的外端安装有连接齿轮,连接齿轮与连接齿条相啮合。
所述的定位机构包括定位架一、定位架二、贴合架一、贴合架二、锁定机构和连接气泵,定位架一的内壁安装有贴合架一,定位架二的内壁安装有贴合架二,贴合架一、贴合架二均为网状的U型结构,网状的贴合架一、贴合架二对段状钢坯包裹后一方面起到夹持定位的作用,另一方面其网状结构的设计利于气流的通过,利于冷气对其夹持部位冷却,定位架二、定位架一为上下贴合,且二者通过锁定机构连接,定位架一的下端安装有连接气泵。
具体工作时,打开定位架二,将段状钢坯放置在贴合架一上,重新合上定位架二,通过贴合架一、贴合架二对段状钢坯进行包裹定位,通过锁定机构对合并后的定位架一、定位架二进行锁定,通过连接气泵将冷气吹入到段状钢坯的夹持部位。
其中,所述的喷出头为球体结构,喷出头上开设有喷出腔,喷出腔与气腔相连通。
其中,所述的驱动机构包括固定框、固定齿条、不完全齿轮和电机,活动架的下端安装有固定框,固定框的前后两端安装有固定齿条,固定齿条与不完全齿轮相啮合,不完全齿轮安装在电机的输出轴上,电机安装在底框上。
其中,所述的定位架一的内部开设有连通腔一,且连通腔一与连接气泵相连通,定位架一的内壁均匀开设有气孔一,气孔一与连通腔一相连通,定位架二的内部开设有连通腔二,且连通腔一与连通腔二之间相通,定位架二的内壁均匀开设有气孔二,气孔二与连通腔二相连通。
其中,所述的锁定机构包括扣动板、内置弹簧和扣入块,定位架一的左右两端对称开设有嵌入槽,嵌入槽上通过滑动配合的方式与扣动板连接,扣动板与嵌入槽之间连接有内置弹簧,扣动板的下端安装有扣入块。
其中,所述的定位架二的左右两端对称开设有扣入槽,且初始位置的扣入块与扣入槽相扣,扣入块的倾斜面从下往上为逐渐向外倾斜的结构。
本发明的有益效果在于:
一、本发明提供的一种高精度模具扁钢冶炼制造工艺,本发明对段状钢坯的夹持采用网状结构的贴合架一、贴合架二对其上下合并包裹夹持,定位的同时利于冷气的流通,同时采用联动结构的设计理念同时带动段状钢坯左右运动以及往复翻转,通过身位的调节使得段状钢坯各位置与冷风接触的时间较为均匀,同时通过扩大冷风的喷出区域来加快了降温速度;
二、本发明提供的一种高精度模具扁钢冶炼制造工艺,本发明所述的驱动式气吹装置通过活动架的左右往复运动从而带动定位后的段状钢坯进行左右移动,移动的同时配合在连接齿轮、连接齿条的配合下带动定位的段状钢坯进行整体翻动,通过左右的移动以及往复的翻动使得段状钢坯各位置与冷风接触的时间较为均匀,同时通过球体结构的喷出头扩大了气体喷出的区域,避免了冷却不及时的情况;
三、本发明提供的一种高精度模具扁钢冶炼制造工艺,本发明所述的架设装置对段状钢坯采用两点夹持的定位方式,且贴合架一、贴合架二采用网状结构,夹持的同时使得冷气得以顺利流通,避免了密封式贴合夹持的情况。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是高精度模具扁钢冶炼制造工艺的流程图;
图2是本发明的结构示意图;
图3是本发明底框、驱动式气吹装置与架设装置之间的第一结构示意图;
图4是本发明底框、驱动式气吹装置与架设装置之间的第二结构示意图;
图5是本发明固定板、气腔、工作气泵与喷出机构之间的剖视图;
图6是本发明定位机构的剖视图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合。
如图1至图6所示,一种高精度模具扁钢冶炼制造工艺,其使用了一种冷却设备,该冷却设备包括底框1、驱动式气吹装置2、架设装置3、连接齿条4和密封盖5,采用上述冷却设备对高精度模具扁钢冶炼制造工艺如下:
S1、冶炼:将冶炼原料进行熔融处理,待出钢后进行精炼,温度保持在1500~1600℃,之后将钢液浇注入钢锭模中,得到大钢坯;
S2、段状成型:对加热的大钢坯进行除锈处理,之后对其粗轧、精轧、剪切处理,从而得到段状的钢坯;
S3、定位处理:通过定位机构31对段状钢坯的前后两端进行定位,将段状钢坯一一有序定位,向左推动密封盖5从而与底框1合上;
S4、翻动气吹:通过驱动机构26带动活动架21进行左右往复移动,在连接齿轮36、连接齿条4的配合下带动定位的段状钢坯进行整体翻动,通过气吹的方式对翻转的段状钢坯进行冷却处理;
S5、扁钢成型:将冷却后的段状钢坯取出,对其表面缺陷检验,合格后对其加热轧延处理,从而得到成型的扁钢。
底框1的内部安装有驱动式气吹装置2,驱动式气吹装置2上均匀安装有架设装置3,底框1上端的前后两侧对称安装有连接齿条4,底框1上通过滑动配合的方式与密封盖5连接;
所述的驱动式气吹装置2包括活动架21、固定板22、气腔23、工作气泵24、喷出机构25、驱动机构26,活动架21与底框1为滑动配合连接,活动架21上安装有固定板22,固定板22上开设有气腔23,固定板22的下端安装有工作气泵24,工作气泵24与气腔23相连通,固定板22上均匀设置有喷出机构25,活动架21的下端与底框1之间连接有驱动机构26。
所述的喷出机构25包括喷出头251、连接绳252和重力球253,固定板22的上端均匀开设有球体腔,球体腔上设置有喷出头251,喷出头251的下端通过连接绳252与重力球253连接,所述的喷出头251为球体结构,在重力球253受风力影响下,球体结构的设计利于喷出头251的滚动摇摆,喷出头251上开设有喷出腔,喷出腔与气腔23相连通,具体工作时,通过工作气泵24将冷气吹入到气腔23后从喷出头251喷出,重力球253受到风力影响无规则摆动,使得喷出头251喷出的区域扩大,利于冷却处理,同时通过驱动机构26带动活动架21进行左右往复运动。
所述的驱动机构26包括固定框261、固定齿条262、不完全齿轮263和电机264,活动架21的下端安装有固定框261,固定框261的前后两端安装有固定齿条262,固定齿条262与不完全齿轮263相啮合,不完全齿轮263安装在电机264的输出轴上,电机264安装在底框1上,具体工作时,通过电机264带动不完全齿轮263转动,在不完全齿轮263、固定齿条262的配合下带动活动架21左右往复运动。
所述的架设装置3包括两个定位机构31、连接架一32、连接架二33、两个连接架三34、两个转轴35、两个连接齿轮36,两个定位机构31的上端之间连接有连接架一32,两个定位机构31的下端之间连接有连接架二33,定位机构31的外侧安装有连接架三34,连接架三34与转轴35的内端连接,转轴35与活动架21之间为轴承连接,转轴35的外端安装有连接齿轮36,连接齿轮36与连接齿条4相啮合。
所述的定位机构31包括定位架一311、定位架二312、贴合架一313、贴合架二314、锁定机构315和连接气泵316,定位架一311的内壁安装有贴合架一313,定位架二312的内壁安装有贴合架二314,贴合架一313、贴合架二314均为网状的U型结构,网状的贴合架一313、贴合架二314对段状钢坯包裹后一方面起到夹持定位的作用,另一方面其网状结构的设计利于气流的通过,利于冷气对其夹持部位冷却,定位架二312、定位架一311为上下贴合,且二者通过锁定机构315连接,定位架一311的下端安装有连接气泵316,具体工作时,打开定位架二312,将段状钢坯放置在贴合架一313上,重新合上定位架二312,通过贴合架一313、贴合架二314对段状钢坯进行包裹定位,通过锁定机构315对合并后的定位架一311、定位架二312进行锁定,通过连接气泵316将冷气吹入到段状钢坯的夹持部位。
所述的定位架一311的内部开设有连通腔一,且连通腔一与连接气泵316相连通,定位架一311的内壁均匀开设有气孔一,气孔一与连通腔一相连通,定位架二312的内部开设有连通腔二,且连通腔一与连通腔二之间相通,定位架二312的内壁均匀开设有气孔二,气孔二与连通腔二相连通,对段状钢坯夹持定位后,通过连接气泵316将冷气吹入到连通腔一、连通腔二后分别从气孔一、气孔二喷出,从而对段状钢坯的加持部位进行冷却处理。
所述的锁定机构315包括扣动板3151、内置弹簧3152和扣入块3153,定位架一311的左右两端对称开设有嵌入槽,嵌入槽上通过滑动配合的方式与扣动板3151连接,扣动板3151与嵌入槽之间连接有内置弹簧3152,内置弹簧3152起到复位的作用,扣动板3151的下端安装有扣入块3153,所述的定位架二312的左右两端对称开设有扣入槽,且初始位置的扣入块3153与扣入槽相扣,扣入块3153的倾斜面从下往上为逐渐向外倾斜的结构,减小了扣入块3153进入到扣入槽的难度,具体工作时,定位架一311、定位架二312合并后,扣入块3153同步扣入到扣入槽中,从而对定位架一311、定位架二312进行锁定,当需要解锁时,只需相向按压扣动板3151,此时扣入块3153与扣入槽解锁,定位架一311、定位架二312二者解锁。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种高精度模具扁钢冶炼制造工艺
- 一种扁钢扭转模具及扭转扁钢的方法