用于斯特林装置的换热器与压力壳一体式结构及加工工艺
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及斯特林装置技术领域,尤其是一种用于斯特林装置的换热器与压力壳一体式结构及加工工艺。
背景技术
斯特林装置以斯特林循环为工作原理,是基于热源温差工作的闭式循环机械;工作介质通常为氦气,对环境友好。按用途分为两大类:采用正向斯特林循环的被称作斯特林发动机,装置内的工质在高温下吸热膨胀、常温下放热压缩,获取的膨胀功大于压缩功,从而将热能转化为机械能;采用逆向斯特林循环的被称作斯特林制冷机,装置需要消耗机械能实现工质在常温下放热压缩,低温下吸热膨胀产生制冷效果。斯特林装置与外部热源之间是间壁式换热,因此发动机可适配气、液、固各类燃料、中高温余热、太阳能光热及核堆热能等多种热源类型,适于在水下动力、空间动力、太阳能碟式发电、热电联供等场景中应用;制冷机在红外、超导器件冷却,生物、医药冷藏冷链等领域均有应用。
斯特林机器内部至少需要两个动子来实现膨胀腔与压缩腔的容积变化。端部紧邻压缩腔的动子被称为动力活塞或压缩活塞,端部紧邻膨胀腔的动子称为排出器或配气活塞;两个动子的往复运动会驱动工质通过相互毗邻的换热器、回热器、冷却器流道在膨胀腔、压缩腔间往复穿梭,工质的压力在该过程中会经历与动子位移不同步的周期变化,由此产生热功转换。冷却器布置于压缩腔与回热器常温端面之间,通常型式为间壁肋片式或者壳管式,通过外部气流或者水流携带和释放掉工质在压缩过程中产生的压缩热。
换热器布置于膨胀腔与回热器非常温端面之间,在小型斯特林制冷机中,因换热器负荷较小,一般将肋片结构或者铜箔折叠成型后钎焊于压力壳内壁就能满足应用要求。对于大型机,尤其是大功率斯特林发动机,换热器要担负的换热负荷很大,换热量会达到几十乃至几百千瓦。只有让流出回热器的工质在进入膨胀腔膨胀前充分的受热,才能实现有工程意义的效率指标,因此,大中型斯特林装置一般采用管束型换热器,管束型结构的优势是内部空容积较小,但换热外表面积较大,工质在管内流动的距离较长,从而换热充分。其不足之处在于,管束中每根管的两个端部都需要焊接于压力壳上相应的位置,通常会有几十至数百个焊点,导致装配和焊接工艺复杂;而且所述焊点在热应力及内部交变气压的双重作用下,易开裂失效。因此不适于应用在要求高可靠性、长寿命、有免维护需求的场景。
发明内容
针对上述技术问题,本发明提出了一种用于斯特林装置的换热器与压力壳一体式结构及加工工艺,该换热器与压力壳一体式结构将换热器和压力壳两个单独的构件合二为一,将换热器加工成压力壳的一部分,保留管束型换热器的优点,避免其不足。换热器与压力壳一体式结构可以采用机加工和铸造两种方式成型,铸造成型方案无需焊接,气密性优异、高可靠,量产成本低,能够有效提高斯特林装置的使用寿命和性价比;机加工成型方案加工周期短、参数易调整,适于样机开发及小批量生产。
一种用于斯特林装置的换热器与压力壳一体式结构,包括压力壳本体,压力壳本体上部是由多组柱状部形成的镂空换热结构,所述柱状部沿压力壳本体周向均匀分布,每组柱状部包括内外两根柱状单体,所述柱状单体内沿其长度方向设有细长孔流道,每组柱状单体的两条细长孔流道的一端在压力壳本体内顶部连通,其中内周细长孔流道的另一端与压力壳本体下部和排出器围成的膨胀腔连通,外周细长孔流道的另一端毗邻回热器的端面。
作为上述技术方案的优选,所述细长孔流道的直径为2-4mm。
作为上述技术方案的优选,还包括环形预埋件,所述环形预埋件设置在压力壳本体内顶部,所述环形预埋件包括环形底座、180°弯头管道,所述环形底座的一侧沿圆周均匀设有与180°弯头管道配合使用的半圆形槽,所述180°弯头管道卡接在半圆形槽内,180°弯头管道的两端与同组柱状单体内的两条细长孔流道连通。
作为上述技术方案的优选,所述环形预埋件的熔点高于压力壳本体的熔点。
一种用于制造上述换热器与压力壳一体式结构的加工工艺,具体加工步骤为:
步骤一,车铣复合加工,制备环形预埋件的环形底座;
步骤二,装配180°弯头管道,将180°弯头管道依次均匀卡接在环形预埋件的半圆形槽内;
步骤三,将步骤二中的环形预埋件与压力壳本体浇筑模进行装配,中部镂空处以及细长孔流道用陶瓷型芯占位,一次浇筑成型,即完成换热器与压力壳一体式结构的加工。
作为上述技术方案的优选,所述压力壳本体包括顶盖、压力壳主体,所述顶盖焊接在压力壳主体顶部,所述柱状部位于压力壳主体上,所述顶盖正对于压力壳主体的一侧沿圆周均匀设有条形槽,所述条形槽与压力壳主体围成的孔道用于连通每组柱状单体内的两条细长孔流道。
作为上述技术方案的优选,所述柱状部的中部平行于顶盖设有环形加强筋。
作为上述技术方案的优选,所述柱状单体为不规则五边形。
一种用于制造上述换热器与压力壳一体式结构的加工工艺,具体加工步骤为:
步骤一,车削加工,制造压力壳主体外型;
步骤二,采用深长孔机床加工柱状单体内的细长孔流道;
步骤三,铣削加工,制造柱状单体,具体铣削步骤为,第一步,沿压力壳主体径向下刀,铣削相邻两组柱状部之间的间隙,铣削出板状镂空部,第二步,平行于压力壳主体的横截面,沿压力壳主体外圆周依次斜向下刀,贯穿相邻两组板状镂空部,第三步,相对于第二步依次对称下刀,形成不规则五边形的柱状单体;
步骤四,车铣复合加工,制造顶盖;
步骤五,焊接顶盖与压力壳主体,即完成换热器与压力壳一体式结构的加工。
作为上述技术方案的优选,在步骤三中,第二步和第三步铣削下刀与第一步铣削下刀的夹角为25°-35°。
本发明的有益效果在于:
1、该换热器与压力壳一体式结构将换热器和压力壳两个单独的构件合二为一,将换热器加工成压力壳的一部分,在保留了传统管束型换热器优点的同时,避免了其易失效的不足。
2、两种不同类型的换热器与压力壳一体式结构型式,可以分别采用机加工和铸造的形式进行生产加工。由于铸造需要开模,试制周期长,改模、修模成本高,为了降低前期开发成本及参数不良的潜在风险,可以先利用机加工的结构型式进行开发匹配,优化压力壳本体及镂空换热结构的结构参数,为铸造方式加工的结构型式提供数据支撑,在确保换热器与压力壳一体式结构型式能够达到实际应用要求后,采用铸造型进行量产。
附图说明
图1为实施例一的结构示意图。
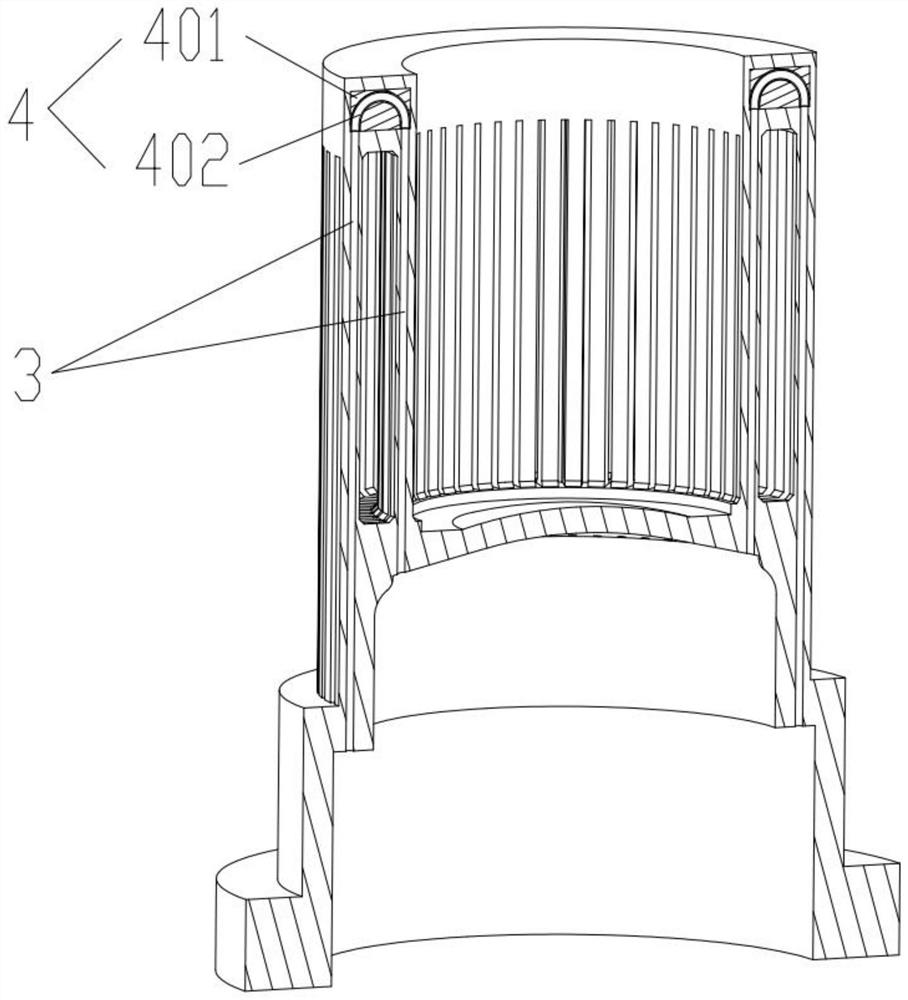
图2为实施例一的纵向剖视图。
图3为实施例一中环形预埋件的结构示意图。
图4为实施例二的结构示意图。
图5为实施例二的纵向剖视图。
图6为实施例二的横向剖视图。
图7为实施例二加工工艺步骤三中第一步铣削横截面示意图。
图8为实施例二加工工艺步骤三中第二步铣削横截面示意图。
图9为实施例二加工工艺步骤三中第三步铣削横截面示意图。
附图标记如下:1-压力壳本体、101-顶盖、102-压力壳主体、2-柱状单体、3-细长孔流道、4-环形预埋件、401-环形底座、402-180°弯头管道、5-半圆形槽、6-条形槽、7-环形加强筋、8-板状镂空部、α-夹角。
具体实施方式
下面结合本发明的附图,对本发明的技术方案进行清楚、完整的描述。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施利一
如图1至图3所示的一种用于斯特林装置的换热器与压力壳一体式结构,包括压力壳本体1,压力壳本体1上部是由多组柱状部形成的镂空换热结构,所述柱状部沿压力壳本体1周向均匀分布,每组柱状部包括内外两根柱状单体2,所述柱状单体2内沿其长度方向设有细长孔流道3,每组柱状单体2的两条细长孔流道3的一端在压力壳本体1内顶部连通,其中内周细长孔流道3的另一端与压力壳本体1下部和排出器围成的膨胀腔连通,外周细长孔流道3的另一端毗邻回热器的端面。
在本实施例中,所述细长孔流道3的直径为2-4mm。
在本实施例中,还包括环形预埋件4,所述环形预埋件4设置在压力壳本体1内顶部,所述环形预埋件4包括环形底座401、180°弯头管道402,所述环形底座401的一侧沿圆周均匀设有与180°弯头管道402配合使用的半圆形槽5,所述180°弯头管道402卡接在半圆形槽5内,180°弯头管道402的两端与同组柱状单体2内的两条细长孔流道3连通。
在本实施例中,所述环形预埋件4的熔点高于压力壳本体1的熔点。
一种用于制造上述换热器与压力壳一体式结构的加工工艺,具体加工步骤为:
步骤一,车铣复合加工,制备环形预埋件4的环形底座401;
步骤二,装配180°弯头管道402,将180°弯头管道402依次均匀卡接在环形预埋件4的半圆形槽5内;
步骤三,将步骤二中的环形预埋件4与压力壳本体浇筑模进行装配,中部镂空处以及细长孔流道3用陶瓷型芯占位,一次浇筑成型,即完成换热器与压力壳一体式结构的加工。
本实施例作为换热器与压力壳一体式结构的量产机型使用,通过预埋件与镂空换热结构相结合这一创新设计,实现了换热器与压力壳的一体化铸造,无需焊接,气密性优异,能够有效提高斯特林装置的使用寿命,降低制造成本,具有极高的应用价值。
实施例二
如图4至图6所示,本实施例与实施例一的区别在于,所述压力壳本体1包括顶盖101、压力壳主体102,所述顶盖101焊接在压力壳主体102顶部,所述柱状部位于压力壳主体102上,所述顶盖101正对于压力壳主体102的一侧沿圆周均匀设有条形槽6,所述条形槽6与压力壳主体102围成的孔道用于连通每组柱状单体2内的两条细长孔流道3。
在本实施例中,所述柱状部的中部平行于顶盖设有环形加强筋7。
在本实施例中,所述柱状单体2为不规则五边形。
一种用于制造上述换热器与压力壳一体式结构的加工工艺,如图7至图9所示,具体加工步骤为:
步骤一,车削加工,制造压力壳主体102外型;
步骤二,采用深长孔机床加工柱状单体内的细长孔流道;
步骤三,铣削加工,制造柱状单体2,具体铣削步骤为,第一步,沿压力壳主体102径向下刀,铣削相邻两组柱状部之间的间隙,铣削出板状镂空部8,第二步,平行于压力壳主体102的横截面,沿压力壳主体102外圆周依次斜向下刀,贯穿相邻两组板状镂空部8,第三步,相对于第二步依次对称下刀,形成不规则五边形的柱状单体2;
步骤四,车铣复合加工,制造顶盖101;
步骤五,焊接顶盖101与压力壳主体102,即完成换热器与压力壳一体式结构的加工。
在本实施例中,在步骤三中,第二步和第三步铣削下刀与第一步铣削下刀的夹角为25°-35°。
本实施例方案制作的换热器与压力壳一体式结构,加工周期短、参数易调整,适于样机开发过程及小批量生产。因铸造需要开模,试制周期长,改模、修模成本高,为了降低前期开发成本及参数不良的潜在风险,可以先利用本实施例进行开发匹配,优化压力壳本体及镂空换热结构的结构参数,为铸造方式加工的结构型式提供数据支撑,在确保换热器与压力壳一体式结构型式能够达到实际应用要求后,采用铸造型进行量产。本实施例顶盖101与压力壳主体102需要焊接,焊缝为内外圆周上的两道圆环形焊缝,相比传统管束式换热器焊接过程,其焊点少、焊枪的工作空间宽裕、检漏也易实施,工艺质量易保证。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 用于斯特林装置的换热器与压力壳一体式结构及加工工艺
- 一种用于斯特林装置的换热器与压力壳一体式结构