一种串焊设备及双面电池片串焊方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及智能装备领域,尤其涉及一种串焊设备及双面电池片串焊方法。
背景技术
随着光伏发电应用的推广,光伏技术更新迭代速度也在逐步加快。在电池方面,双面PERC(Passivated Emitter Rear Contact,钝化发射极及背局域接触电池,简称PERC)已成为市场主流技术,TOPcon和HIT电池也快速展开产业化的布局;组件方面多主栅半片组件已被市场接受和认可,新型高效组件技术如叠片组件、拼片组件受到相关材料串焊设备和焊接方式技术瓶颈的影响,限制了其进一步产业化的布局与发展。
目前市场上光伏电池之间的主流焊接设备及焊接方式是串焊机的机械手一次从光伏电池容器中抓取一片光伏电池,放到焊带上,然后在光伏电池的另一个面上,再摆放一根焊带。如此重复,机械手再抓取一个光伏电池,摆放到第二根焊带上,完成两个光伏电池的焊接。从传统光伏电池焊接工艺来看,至少要完成20个步骤才能焊接完成10片光伏电池的焊接。此外,使用这种传统焊接设备及方法时,需要折弯焊带才能将一片光伏电池的正表面与另一片光伏电池的背表面连接,实现两片光伏电池电学连接。因此,这种焊接设备和方法具有一定的局限性:①一串电池串的焊接重复步骤多,焊接时间节拍长,焊接效率低;②电池片间的Z字形连接方式,导致片间距变大,所制光伏组件面积越大,其转换效率越低。③焊带的Z型折弯对光伏电池边缘产生的应力,此应力容易导致制造过程中光伏电池的破片及失效,限制光伏电池薄片化的研究和应用。以上焊接的局限性成为拼接组件发展的技术瓶颈,成为高效组件发展的较大障碍。
因此,现在需要一种可以解决上述问题的串焊设备及双面电池片串焊方法。
发明内容
为了解决现有技术的问题,本发明提供了一种串焊设备及双面电池片串焊方法,能够一次性抓取并摆放整串电池片,提高了串焊效率,同时解决了焊带需要弯折才能连接电池片的局限性,所述技术方案如下:
一方面,本发明提供了一种双面电池片串焊设备,所述设备包括:
传输平台,包括第一传输平台、第二传输平台以及第三传输平台,所述第一传输平台和第二传输平台上均设有用于定位并放置子焊带的焊带定位机构,所述第三传输平台上设有用于定位并放置双面电池片的电池片定位机构;
横向机械装置,用于将所述第三传输平台上的全部双面电池片一次性移至所述第一传输平台上,使得相邻的两个双面电池片之间通过所述第一传输平台上的子焊带连接且每一个双面电池片仅与一个焊带定位机构处的子焊带连接,并将所述第二传输平台上的全部子焊带一次性转移至所述第一传输平台上,使得被转移的子焊带与所述第一传输平台上的子焊带交错设置,相邻的两个双面电池片之间通过所述被转移的子焊带连接,且每一个双面电池片仅与从所述第二传输平台上的一个焊带定位机构处转移的子焊带连接,得到子焊带与双面电池片的组合结构;
串焊平台,其具有焊接机构,所述串焊平台用于对所述子焊带与双面电池片的组合结构进行焊接,得到电池串。
进一步地,所述设备还包括上料架和裁切平台,所述上料架用于向所述裁切平台输送一条或多条焊带,所述裁切平台用于对所述焊带进行裁切,得到子焊带。
进一步地,所述设备还包括第一机械臂和第二机械臂,所述第一机械臂用于抓取所述子焊带并将其放置在第一传输平台和/或第二传输平台的焊带定位机构上,所述第二机械臂用于抓取双面电池片并将其放置在第三传输平台的电池片定位机构处,且相邻电池片定位机构处的双面电池片正面朝上的极性不同。
进一步地,所述第三传输平台旁设有第一电池存储装置和第二电池存储装置,所述第一电池存储装置内装有正极朝上的双面电池片,所述第二电池存储装置内装有负极朝上的双面电池片;
所述第二机械臂先从所述第一电池存储装置中抓取正极朝上的双面电池片并移至所述电池片定位机构,再从第二电池存储装置中抓取负极朝上的双面电池片并移至所述电池片定位机构,或者,
所述第二机械臂先从所述第二电池存储装置中抓取负极朝上的双面电池片并移至所述电池片定位机构,再从所述第一电池存储装置中抓取正极朝上的双面电池片并移至所述电池片定位机构。
进一步地,所述相邻双面电池片的间距相等,所述第一传输平台和第二传输平台上的相邻子焊带的间距均相等。
进一步地,所述上料架用于预处理焊带,所述预处理包括定位和/或拉伸。
进一步地,所述横向机械装置基于双面电池片的主栅线放置所述双面电池片或子焊带。
进一步地,所述串焊平台上还设有定位机构,其用于定位所述子焊带与双面电池片的组合结构。
进一步地,所述双面电池片为整片电池片和/或切割电池片。
另一方面,本发明提供了一种基于所述的串焊设备的双面电池片串焊方法,所述串焊方法包括:
在第一传输平台和第二传输平台的焊带定位机构处放置子焊带,在第三传输平台的电池片定位机构处放置双面电池片,并使相邻电池片定位机构处的双面电池片正面朝上的极性不同;
横向机械装置将第三传输平台上的全部双面电池片一次性移至第一传输平台上,使得相邻的两个双面电池片之间通过第一传输平台上的子焊带连接且每一个双面电池片仅与一个焊带定位机构处的子焊带连接;
横向机械装置将第二传输平台上的全部子焊带一次性转移至第一传输平台上,使得被转移的子焊带与第一传输平台上的子焊带交错设置,相邻的两个双面电池片之间通过被转移的子焊带连接,且每一个双面电池片仅与从第二传输平台上的一个焊带定位机构处转移的子焊带连接,得到子焊带与双面电池片的组合结构;
焊接机构对子焊带与双面电池片的组合结构进行焊接,得到电池串。
本发明提供的技术方案带来的有益效果如下:
a)一次性抓取并移动多个焊带及电池片,最大程度上减少了抓取次数,极大地提高了电池片的串焊效率;
b)无需弯折焊带,解决了焊带弯折而导致的电池片间距较大以及转换效率越低的问题;
c)降低了电池片碎片及失效的风险,增加了组件的转换效率。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
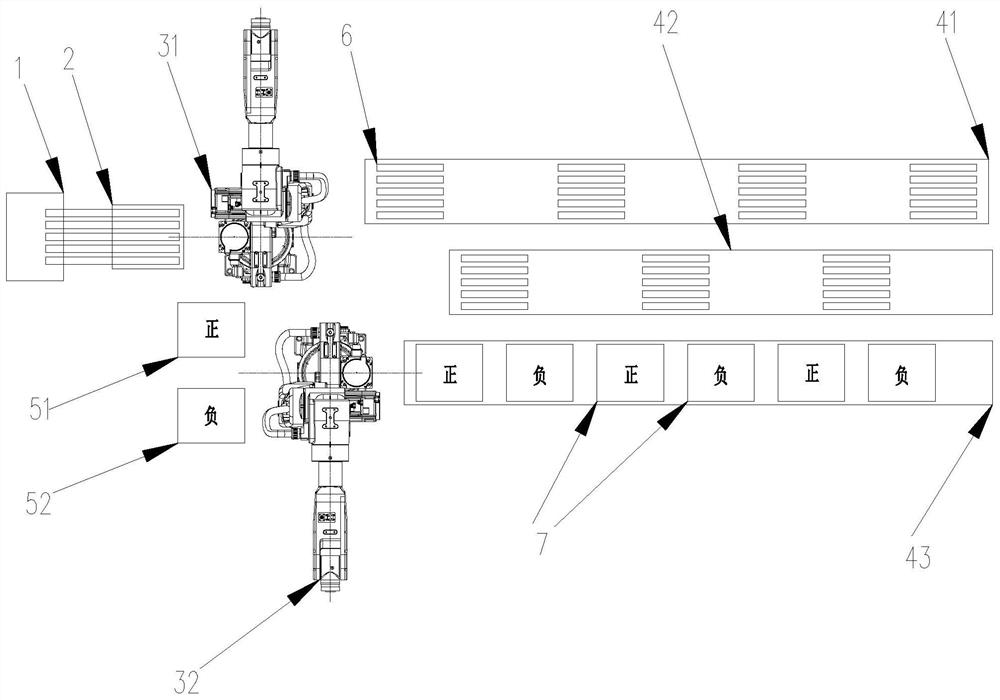
图1为本发明实施例提供的双面电池片串焊设备的第一结构示意图;
图2为本发明实施例提供的在双面电池片串焊设备第一结构下串焊完成的电池串的结构示意图;
图3为本发明实施例提供的双面电池片串焊设备的第二结构示意图;
图4为本发明实施例提供的在双面电池片串焊设备第二结构下串焊完成的电池串的结构示意图。
其中,附图标记包括:1-上料架,2--裁切平台,31-第一机械臂,32-第二机械臂,41-第一传输平台,42-第二传输平台,43-第三传输平台,51-第一电池存储装置,52-第二电池存储装置,6-子焊带,7-双面电池片。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,更清楚地了解本发明的目的、技术方案及其优点,以下结合具体实施例并参照附图对本发明实施例中的技术方案进行清楚、完整地描述。需要说明的是,附图中未绘示或描述的实现方式,为所属技术领域中普通技术人员所知的形式。另外,虽然本文可提供包含特定值的参数的示范,但应了解,参数无需确切等于相应的值,而是可在可接受的误差容限或设计约束内近似于相应的值。显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。除此,本发明的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、装置、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,如图1或3所示,所述串焊设备包括以下组件:
传输平台,包括第一传输平台41、第二传输平台42以及第三传输平台43,所述第一传输平台41和第二传输平台42上均设有用于定位并放置子焊带6的焊带定位机构,所述第三传输平台43上设有用于定位并放置双面电池片7的电池片定位机构;
横向机械装置,用于将所述第三传输平台43上的全部双面电池片7一次性移至所述第一传输平台41上,使得相邻的两个双面电池片7之间通过所述第一传输平台41上的子焊带6连接且每一个双面电池片7仅与一个焊带定位机构处的子焊带6连接,并将所述第二传输平台42上的全部子焊带6一次性转移至所述第一传输平台41上,使得被转移的子焊带6与所述第一传输平台41上的子焊带6交错设置,相邻的两个双面电池片7之间通过所述被转移的子焊带6连接,且每一个双面电池片7仅与从所述第二传输平台42上的一个焊带定位机构处转移的子焊带6连接,得到子焊带6与双面电池片7的组合结构;需要注意的是,所述横向机械装置基于双面电池片7的主栅线放置双面电池片7或子焊带6,但具体依据视实际而定,不以此限定本发明的保护范围;
串焊平台,其具有焊接机构,所述串焊平台用于对所述子焊带6与双面电池片7的组合结构进行焊接,得到电池串,如图2或4所示。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,除上述组件外,所述串焊设备还包括上料架1和裁切平台2,所述上料架1用于预处理焊带,并且向所述裁切平台2输送一条或多条焊带,所述预处理包括定位和/或拉伸,但不限于此;所述裁切平台2用于对所述焊带进行裁切,得到子焊带6。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,除上述组件外,所述串焊设备还包括第一机械臂31和第二机械臂32,所述第一机械臂31用于抓取所述子焊带6并将其放置在第一传输平台41和/或第二传输平台42的焊带定位机构上,所述第二机械臂32用于抓取双面电池片7并将其放置在第三传输平台43的电池片定位机构处,且相邻电池片定位机构处的双面电池片7正面朝上的极性不同。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,除上述组件外,所述串焊设备还包括第一电池存储装置51和第二电池存储装置52,其设于所述第三传输平台43旁,方便所述第二机械臂抓取双面电池片7,所述第一电池存储装置51内装有正极朝上的双面电池片7,所述第二电池存储装置52内装有负极朝上的双面电池片7,另外,所述双面电池片7可以是整片电池片,也可以是切割电池片,不以此限定本发明的保护范围。
需要注意的是,所述第二机械臂32先从所述第一电池存储装置51中抓取正极朝上的双面电池片7并移至所述电池片定位机构,再从第二电池存储装置52中抓取负极朝上的双面电池片7并移至所述电池片定位机构,或者,所述第二机械臂32先从所述第二电池存储装置52中抓取负极朝上的双面电池片7并移至所述电池片定位机构,再从所述第一电池存储装置51中抓取正极朝上的双面电池片7并移至所述电池片定位机构,具体情况视实际需求而定,不以此限定本发明的保护范围。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,如图1或3所示,所述串焊设备包括上述所有组件,其具体工作过程如下:
具体地,在本实施例中,焊带经过所述上料架1预处理后,再由所述裁切平台2裁切后形成多个子焊带6,所述子焊带6通过所述第一机械臂31抓取至所述第一传输平台41和第二传输平台42的焊带定位机构上,放至所述第一传输平台41和第二传输平台42的顺序不限定,可以先第一传输平台41后第二传输平台42,也可以先第二传输平台42后第一传输平台41,不以此限定本发明的保护范围。
由所述第二机械臂32将所述第一电池存储装置51和第二电池存储装置52里的双面电池片7移至所述第一传输平台41上,所述双面电池片7的数量根据所述双面电池片串焊设备的预设结构而定,比如,图1-2所示为第一种双面电池片串焊设备结构,其一次串焊需要的双面电池片7数量为六个,对应需要的焊带数目为七组;图3-4所示为第二种双面电池片串焊设备结构,其一次串焊需要的双面电池片7数量为五个,对应需要的焊带数目为六组,以上仅为举例说明,具体数目根据实际需求而定,不以此限定本发明的保护范围。
上述所述子焊带6和双面电池片7的放置过程,可以同步进行,也可以分时进行,不作具体限定,当二者的放置工作结束时,所述横向机械装置将所述第三传输平台43上的全部双面电池片7一次性移至所述第一传输平台41上,使得相邻的两个双面电池片7之间通过所述第一传输平台41上的子焊带6连接(仅搭接而非固定)且每一个双面电池片7仅与一个焊带定位机构处的子焊带6连接,并将所述第二传输平台42上的全部子焊带6一次性转移至所述第一传输平台41上,使得被转移的子焊带6与所述第一传输平台41上的子焊带6交错设置,相邻的两个双面电池片7之间通过所述被转移的子焊带6连接(仅搭接而非固定),且每一个双面电池片7仅与从所述第二传输平台42上的一个焊带定位机构处转移的子焊带6连接,得到子焊带6与双面电池片7的组合结构。
最后所述组合结构通过所述串焊平台上的焊接机构对其进行焊接(至此才得到子焊带-电池片-子焊带的固定连接结构),得到电池串,如图2或4所示。
需要注意的是,所述串焊平台可以设置为可移动,便于对所述组合结构直接焊接;也可以靠近设置在所述第一传输平台41或第二传输平台42旁,通过传送装置将所述组合结构传送至所述串焊平台,若设置在所述第一传输平台41旁,则所述组合结构最后应当位于所述第一传输平台41上;若设置在所述第二传输平台42旁,则所述组合结构最后应当位于所述第二传输平台42上。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,所述相邻双面电池片7的间距相等。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,所述第一传输平台41上的相邻子焊带6的间距相等。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,所述第二传输平台42上的相邻子焊带6的间距相等。
在本发明的一个实施例中,提供了一种双面电池片串焊设备,所述串焊平台上还设有定位机构,其用于定位所述子焊带6与双面电池片7的组合结构。
在本发明的一个实施例中,提供了一种双面电池片串焊设备和焊接流程,具体如下:
前期准备:根据双面电池片7间距及工艺需求确定焊带定位导向机构长度d1、两组定位导向机构的间距d2、电池片定位导向机构长度d3和两组定位向机构的间距d3以及定位传送机构的数量。
第一步:上料架1中的焊带,通过导向拉伸机构、整形机构、裁切平台2剪裁出长度为d1的平直焊带即子焊带6,通过传送机械手和传送平台的步进装置将子焊带6布满整个定位导向机构;
同时,电池片上料机构中的抓取机械手从正面和反面电池片存储装置中交替抓取双面电池片,结合传送平台的步进装置将双面电池片7正反面交替布满整个定位导向机构;
第二步:横向传动机构中的横向传输机械手和抓取吸盘,一次性抓取电池片定位传送平台上的双面电池片7,运动至焊带传输平台的正上方,将电池主栅线和子焊带6对准后放置于焊带传输平台上;
第三步:横向传动机构中的横向传输机械手和抓取吸盘,一次性抓取焊带传输平台上的子焊带6,运动至焊带传输平台的上方,将子焊带6和电池主栅线对准后放置于焊带传输平台上;
第四步:焊接系统对“焊带-电池-焊带”三明治结构的叠层组合进行焊接,焊接成如图2或4所示的电池串结构单元。
在本发明的一个实施例中,提供了一种如上所述的双面电池片串焊设备的串焊方法,所述串焊方法包括:
S1、裁切平台对焊带进行裁切得到子焊带;
S2、第一机械臂抓取子焊带并将其放置在第一传输平台和/或第二传输平台的焊带定位机构处;
S3、第二机械臂抓取双面电池片并将其放置在第三传输平台的电池片定位机构处,且相邻电池片定位机构处的双面电池片正面朝上的极性不同;
S4、横向机械装置将第三传输平台上的全部双面电池片一次性移至第一传输平台上,使得相邻的两个双面电池片之间通过第一传输平台上的子焊带连接且每一个双面电池片仅与一个焊带定位机构处的子焊带连接;
S5、横向机械装置将第二传输平台上的全部子焊带一次性转移至第一传输平台上,使得被转移的子焊带与第一传输平台上的子焊带交错设置,相邻的两个双面电池片之间通过被转移的子焊带连接,且每一个双面电池片仅与从第二传输平台上的一个焊带定位机构处转移的子焊带连接,得到子焊带与双面电池片的组合结构;
S6、焊接机构对子焊带与双面电池片的组合结构进行焊接,得到电池串。
本串焊方法实施例的思想与上述实施例中双面电池片串焊设备的工作过程属于同一思想,通过全文引用的方式将上述双面电池片串焊设备实施例的全部内容并入本串焊方法实施例,不再赘述。
上述本发明实施例的先后顺序仅仅为了描述,不代表实施例的优劣。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种串焊设备及双面电池片串焊方法
- 电池片串焊设备及电池片串焊方法