烹饪电器
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及家电领域,具体公开一种烹饪电器。
背景技术
在家用电烤箱领域,保温隔热对产品有着至关重要的影响,包括产品温升、能效、产品烹饪性能以及产品形态。常规烤箱保温材料为玻璃纤维隔热棉、陶瓷纤维隔热棉,好一点的可能会使用气凝胶隔热棉,但由于上述保温隔热材料的隔热性能比较差,通常需要将保温隔热材料的厚度设置成10mm-50mm才能使产品的温度控制在较好水平,太厚的保温隔热材料势必会占用更多的产品空间,这对于空间有限的家用电器来说,传统保温隔热材料的保温隔热性能显然无法满足产品要求,进而会出现产品表面温升超标,零部件老化加剧、产品能耗增加、产品温度均匀性低煮食效果差等问题。同时纤维隔热棉还存在掉渣掉粉、不环保的问题,该材料的装配人员还可能发生过敏反应,影响人的身体健康。
发明内容
本发明旨在至少在一定程度上解决相关技术中的上述技术问题。为此,本发明提出一种烹饪电器,解决上述至少一个技术问题。
为了实现上述目的,本发明提供了一种烹饪电器,包括:
本体,包括烹饪腔体和外罩,所述外罩罩设于所述烹饪腔体上;
真空绝热板,设置于所述烹饪腔体和外罩之间;
其中,所述真空绝热板至少包括:袋状膜材以及真空封装在所述膜材内的复合芯材,所述膜材包括:靠近所述复合芯材的表面设置的热封层以及于所述热封层上形成的阻气层;其中,所述热封层的熔点大于等于200℃,所述阻气层的材质选自金属箔。
另外,根据本发明上述烹饪电器还可以具有如下附加的技术特征:
根据本发明的一个实施例,所述真空绝热板粘接在所述烹饪腔体的外顶面,或所述真空绝热板粘接在所述外罩的内顶面。
根据本发明的一个实施例,所述膜材包括于所述复合芯材外周形成的一圈封口折边,所述封口折边能够朝所述真空绝热板的同一面翻折,且所述封口折边通过连接件彼此连接以固定在所述真空绝热板的一面。
根据本发明的一个实施例,所述真空绝热板的同一面为远离所述烹饪电器热源的一面。
根据本发明的一个实施例,所述热封层的材质选自改性聚酰胺、聚酰醚亚胺、聚酰亚胺、聚苯硫醚、聚醚醚酮、聚酰胺酰亚胺、聚亚苯基砜、聚醚砜、聚砜中的任一种或至少任意两种的组合;所述金属箔选自金属铝箔、铜箔、银箔中的任一种。
根据本发明的一个实施例,还包括设置在所述热封层与所述阻气层之间的阻热层。
根据本发明的一个实施例,所述阻热层的材质选自聚酰亚胺、聚醚醚酮、聚苯硫醚、聚四氟乙烯、液晶聚合物、聚酰胺、聚酰醚亚胺、聚酰胺酰亚胺、聚亚苯基砜、聚醚砜、聚砜中的任一种或至少任意两种的组合。
根据本发明的一个实施例,所述热封层、阻气层以及阻热层的厚度为1-2000um,且所述热封层与所述阻气层、所述阻气层与所述阻热层之间均设有胶层,每层胶层的厚度为1-2000um。
根据本发明的一个实施例,所述热封层的材质选自聚醚酰亚胺、聚亚苯基砜、聚酰亚胺以及聚酰胺酰亚胺中的任一种,所述热封层的厚度为20-200um。
根据本发明的一个实施例,所述热封层的厚度为30-80um。
根据本发明的一个实施例,所述热封层的厚度为50um。
根据本发明的一个实施例,所述复合芯材包括:
网状无机纤维棉,由若干根无机纤维长丝构成;
粘接剂;
红外遮光剂,通过所述粘接剂附着在所述无机纤维长丝上。
根据本发明的一个实施例,所述无机纤维棉选自玻璃纤维棉、陶瓷纤维棉或气凝胶毡中的任一种;所述红外遮光剂选自TiO
根据本发明的一个实施例,每根所述无机纤维长丝的直径为0.5-20um,每根所述无机纤维长丝的长度为5-200mm。
根据本发明的一个实施例,所述烹饪电器为电烤箱。
与现有技术相比,本发明具有以下有益效果:
通过选用熔点大于等于200℃的材料作为热封层材质以及将金属箔作为阻气层的材质,大大提高了真空绝热板在高温环境下的保温隔热性能,一方面提高了烹饪电器的保温隔热性能,另一方面与传统的保温隔热材料相比,本发明的真空绝热板具有轻薄的优势,从而避免其占用更多的产品空间。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
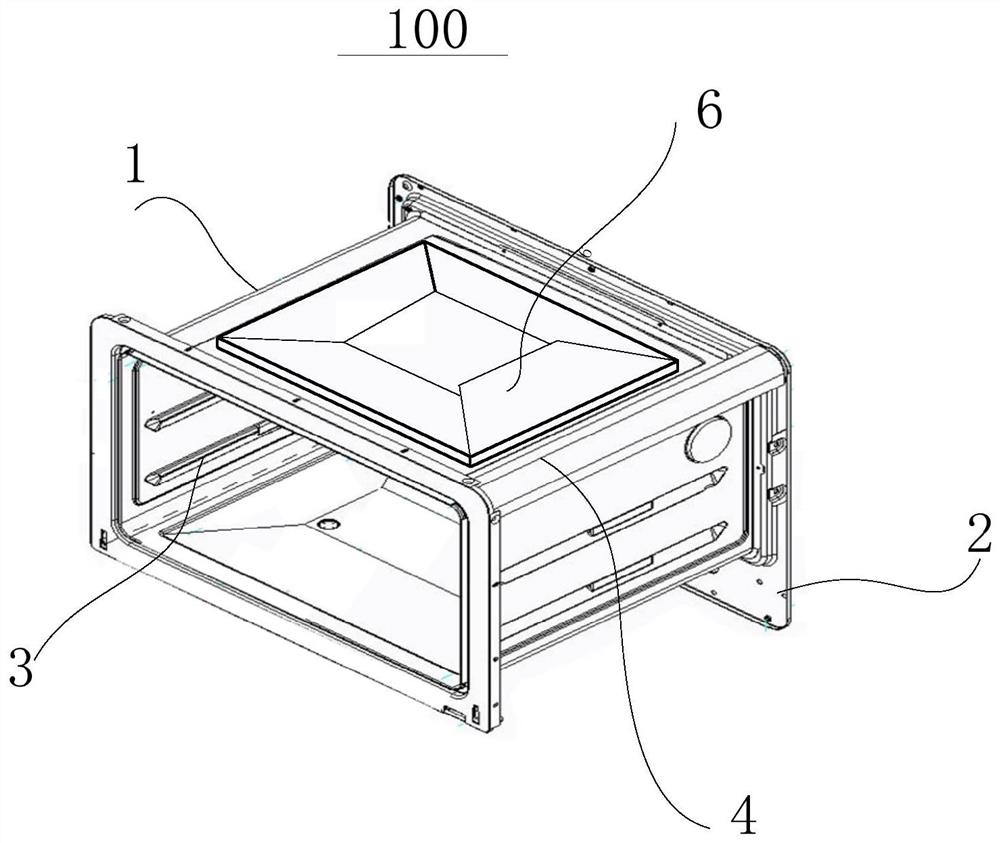
图1为本发明一个实施例中真空绝热板固定在烹饪腔体顶板上的结构示意图;
图2为本发明一个实施例中真空绝热板固定在外罩的结构示意图;
图3为本发明一个实施例中真空绝热板的结构示意图;
图4为图3膜材的结构示意图;
图5为图3的截面图;
图6为本发明一个实施例中真空绝热板封口折边翻折后的结构示意图;
图7为本发明一个实施例中复合芯材的结构示意图。
附图标记如下:
烹饪电器100,烹饪腔体1,炉门2,发热管3,过渡结构4,外罩5,真空绝热板6,膜材60,复合芯材61,无机纤维棉611,红外遮光剂612,吸气剂62,热封层63,阻气层64,阻热层65,胶层66,封口折边67,连接件68。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将参照附图更详细地描述本公开的示例性实施方式。虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
应理解的是,文中使用的术语仅出于描述特定示例实施方式的目的,而无意于进行限制。除非上下文另外明确地指出,否则如文中使用的单数形式“一”、“一个”以及“所述”也可以表示包括复数形式。术语“包括”、“包含”以及“具有”是包含性的,并且因此指明所陈述的特征、元件和/或部件的存在,但并不排除存在或者添加一个或多个其它特征、元件、部件、和/或它们的组合。
在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体式连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
为了便于描述,可以在文中使用空间相对关系术语来描述如图中示出的一个元件或者特征相对于另一元件或者特征的关系,这些相对关系术语例如为“底”、“前”、“上”、“倾斜”、“下”、“顶”、“内”、“水平”、“外”等。这种空间相对关系术语意于包括除图中描绘的方位之外的在使用或者操作中机构的不同方位。例如,如果在图中的机构翻转,那么描述为“在其它元件或者特征下面”或者“在其它元件或者特征下方”的元件将随后定向为“在其它元件或者特征上面”或者“在其它元件或者特征上方”。因此,示例术语“在……下方”可以包括在上和在下的方位。
真空绝热板(VIP)是真空保温材料中的一种,是由填充芯材与真空保护表层复合而成,它有效地避免空气对流引起的热传递,因此导热系数可大幅度降低,可以达到0.002-0.004w/m.k,为传统保温材料导热系数的1/10,真空绝热板为目前导热系数最低的固体材料,具有卓越的保温隔热效果,在保冷、建筑行业有大量的应用。
现有的真空绝热板一般使用在低温保冷行业,通常在冰箱中使用的比较多,长期使用温度不超过75℃,但是当使用温度超过100℃时,比如当其应用在电烤箱中,膜材中作为热封层的低密度聚乙烯(PE-LD)和作为支撑和阻热材料的聚对苯二甲酸乙二酯(PET)由于不耐温,导致膜材封口处的密封性被破坏,真空绝热板真空度被破坏,导热系数升高,产品的保温隔热性能急剧下降,因此,目前亟需提供一种在高温环境下(大于100℃)保持优秀保温隔热性能的真空绝热板。
请参照图1-2所示,本发明的一些实施例提供了一种烹饪电器100,具体地,本实施例中的烹饪电器100可以是电烤箱,当然,本实施例中的烹饪电器100还可以是微波炉、蒸烤箱等,本实施例在此不做限定。
该烹饪电器100包括:烹饪腔体1、炉门2和发热管3等。其中,烹饪腔体1具有由导热材料(如铸铝)制成的顶板、底板、左侧板和右侧板以及背板。该背板与处于关闭位置的炉门2相对。其中,包括该背板在内的烹饪腔体1为由铸铝压铸成型的一体化结构,由此具有较高的刚度和良好的导热性能。特别是,通过形成为一体化结构,可以避免因具有连接部位而产生的死角,便于充分清洁,保证烹饪卫生。
该烹饪腔体1设置有取放食物的开口,通常设置于朝向使用者的一侧。炉门2能够在打开位置和关闭位置之间运动,以封闭或打开所述开口。其中,在关闭位置,炉门2与烹饪腔体1限定有烹饪腔室;在打开位置,使用者可以通过开口将食物放置于该烹饪腔室中。
在图示优选实施方式中,左侧板和右侧板上分别形成有向烹饪腔室凹陷的发热管槽,发热管3设置于该发热管槽内,并能够通过烹饪腔体1(即其顶板、底板、左侧板和右侧板等)向烹饪腔室及其中的食物传递热量。
需要说明的是,在本实施例中,该电烤箱以左侧板和右侧板上的发热管3作为热源进行加热,但是本实施例并不因此为限,该电烤箱还可以以背部吹送热风方式进行加热,本实施例对电烤箱的加热方式不做具体限定。
可以得知,发热管3产生的热量辐射至烹饪腔体1,进而在整个烹饪腔体1的各处具有基本相同的温度,从而均匀加热烹饪腔室内的食物,避免受热不均导致的烤焦或碳化问题。并且,由于发热管3布置于烹饪腔室外,在烤制过程中不会受到水汽和油烟的影响,具有安全、可靠等优点。尤其是,通过形成容纳发热管3的发热管槽,可以避免发热管3占用烹饪腔体1外侧的过多空间,便于如控制元件、隔热元件等的布置,由此避免因发热管3外置导致体积过大等问题,并且能够提高发热管3向烹饪腔体1的热传导效率。
在本发明中,由于发热管3产生的热量并不直接地辐射至食物上,而是经过烹饪腔体1后均匀地加热,由此可以均匀地烤制食物。为此,发热管可以布置在顶板、底板上或布置在顶板、底板、左侧板和右侧板上,例如,在顶板、底板或在顶板、底板、左侧板和右侧板上形成发热管槽,发热管3的数量可以根据所需烤箱功率和单个发热管3的功率进行匹配设置。
本实施例采用的发热管可以为不锈钢发热管或石英发热管,并根据需要适当布置。通常地,发热管3呈具有圆柱截面的条形形状,以便在端部连接至电源。其中,为了充分利用发热管3产生的热量,该发热管3可以与相应的烹饪腔体1壁面平行布置。例如,对应于竖直布置的左侧板和右侧板,其发热管槽内的发热管3亦在竖直方向排列布置,由此该发热管3各管段部分产生的热量能够较大程度地传递至左侧板和右侧板,以提高烹饪效率。
作为本发明的其他实施例,可以使得顶板、底板、左侧板、右侧板和背板中彼此相接的部分形成为弧形过渡结构4。例如,在左侧板与顶板和底板相接的位置,形成为弧形过渡结构4,由此具有较好的压铸工艺性,并能够方便地清洁。
需要说明的是,本实施例中的电烤箱还可以设置其他辅助性功能部件或结构。参照图2所示,该电烤箱设置有外罩5,罩设于烹饪腔体1外侧,该外罩5能够对烹饪腔体1实施隔离,以避免意外接触导致的烫伤。
对应于炉门2所在的一侧,还可以设置控制面板,该控制面板上具有旋钮、按钮、显示屏等,以控制或显示电烤箱的启停、加热温度等参数和状态。
值得一提的是,本发明的电烤箱还可以具有温控器(未示出),用于根据烹饪腔室内的温度控制发热管3的通电状态或发热功率等,从而以适宜的温度烤制烹饪腔室内的食物。
在本发明的具体实施例中,继续参考图1-2,该电烤箱还包括设置在烹饪腔室与外罩5之间的真空绝热板6,其中,真空绝热板6可以粘接在烹饪腔室的顶板的外顶面上或粘接在外罩5的内顶面上,真空绝热板6可以通过耐高温的胶水进行粘接固定,具体地,耐高温的胶水可以是高温环氧结构胶、有机硅压敏胶等。
需要注意的是,在本实施例中,如图3所示,该真空绝热板6包括:袋状膜材60以及真空封装在膜材60内的复合芯材61以及吸气剂62;吸气剂与复合芯材61一起被封入膜材60的内部,吸气剂62用于吸收膜材60和复合芯材61在使用过程中释放的残留氧,保证真空绝热板6内的真空度。
在本实施例中,如图4所示,该膜材60可以包括:层叠设置的热封层63、阻气层64以及阻热层65,其中,热封层63靠近复合芯材61的表面而设,热封层63、阻气层64之间设有胶层66,阻热层65以及阻气层64之间设有胶层66,其中,所述热封层63的熔点大于200℃,阻气层64的材质采用金属箔来提高膜材60的防辐射和阻隔能力。
具体地,热封层63、阻气层64以及阻热层65的厚度可以为1-2000um,每层胶层66的厚度可以为1-2000um。其中,热封层63的厚度优选值为50um,阻气层64的厚度优选值为7um,阻热层65的厚度优选值为25um,胶层66的厚度优选值为2um。
进一步地,在本发明的一些实施例中,热封层63可以采用耐200℃以上高温的热塑性薄膜,比如热封层63的材质可以选自改性聚酰胺(PA)、热塑性聚酰醚亚胺(PEI)、热塑性聚酰亚胺(PI)、热塑性聚苯硫醚(PPS)、热塑性聚醚醚酮(PEEK)、热塑性聚酰胺酰亚胺(PAI)、热塑性聚亚苯基砜(PPSU)、热塑性聚醚砜(PES)、热塑性聚砜(PSU)等耐高温热塑性材料中的任一种或任意两种的组合;阻气层64的材质可以选自金属铝箔、铜箔、银箔中的任一种,阻热层65可以采用特种耐200℃以上高温的工程塑料薄膜,比如阻热层65的材质可以选自聚酰亚胺(PI)、聚醚醚酮(PEEK)、聚苯硫醚(PPS)、聚四氟乙烯(PTFE)、液晶聚合物(LCP)、聚酰胺(PA)、聚酰醚亚胺(PEI)、聚酰胺酰亚胺(PAI)、聚亚苯基砜(PPSU)、聚醚砜(PES)、热塑性聚砜(PSU)等耐高温热塑性材料中的任一种或任意两种的组合。
具体地,可以通过以下工艺制作真空绝热板6,首先先制作袋装膜材,采用食品包装袋的覆膜方式,使用胶水将热封层63、阻气层64以及阻热层65依次粘接起来,再经过热封设备,对粘接后的热封层63加压加热形成封口折边,最后制成具有至少一个开口的膜材60,然后将吸气剂62以及进行高温烘干除湿处理后的复合芯材61装入膜材60内,保证无机纤维棉的含水率低于0.5%,抽真空,最后对膜材60的开口进行热封处理。
本发明的一个实施例中,热封层63可以选自聚酰胺(PA),常规的尼龙膜由于纵横向拉伸,聚合物分子有高度的取向,热封性能差,因此本发明采用结晶度低透明度高的尼龙膜作为热封层,可以得到热封性能好的热封层。
具体地,PA的熔点>230℃,通过控制薄膜厚度,选择合理的热封时间、热封压力和热封温度来达到良好的热封效果。热封层63的厚度在20-200um之间,当热封层63在30-80um时热封效果最佳,热封层63厚度会影响热封时间;热封层63的热封温度大于200℃,不同温度会影响膜材的热封强度,热封温度典型值在200-250℃;热封层63的热封压力在0.2-1MPa之间,压力不够会导致封合不牢固,压力太大容易出现熔边,同样影响封合强度,热封压力典型值在0.5MPa;热封层63热封时间在0.5-30s之间,热封时间过长或过短都会影响膜材的热封强度,热封时间的典型值15-25s。
当膜材厚度不一样时,需要适当的调整热封温度、热封时间以及热封压力来达到最佳的热封强度,当热封层63厚度50um时,热封温度、热封时间、热封压力与热封强度的关系如下表1所示:
表1:热封层63的热封温度、热封时间、热封压力与热封强度的关系
从表1可以看出,当热封层63厚度为50um时,选择225℃热封温度,0.5PMa热封压力以及25s的热封时间可以达到最高的热封强度48N/15m。
在本发明的一个实施例中,热封层63可以选自聚醚酰亚胺(PEI),其具有优异的耐温性能,在航空航天、电子电器、汽车家用等领域中广泛应用。PEI为高温无定形的热塑性材料,具备良好的热封性能。
具体地,PEI的玻璃化转变温度≥215℃,通过控制薄膜厚度,选择合理的热封时间、热封压力和热封温度来达到良好的热封效果。热封层63的厚度在20-200um之间,当热封层63在30-80um时热封效果最佳,热封层63厚度会影响热封时间;热封层63的热封温度大于210℃,不同温度会影响膜材的热封强度,热封温度典型值在215-255℃;热封层63的热封压力在0.2-1MPa之间,压力不够会导致封合不牢固,压力太大容易出现熔边,同样影响封合强度,热封压力典型值在0.5MPa;热封层63热封时间在0.5-30s之间,热封时间过长或过短都会影响膜材的热封强度,热封时间的典型值15-25s。
当膜材厚度不一样时,需要适当的调整热封温度、热封时间以及热封压力来达到最佳的热封强度,当热封层63厚度50um时,热封温度、热封时间、热封压力与热封强度的关系如下表2所示:
表2:热封层63的热封温度、热封时间、热封压力与热封强度的关系
从表2可以看出,当热封层63厚度为50um时,选择255℃热封温度,0.5PMa热封压力以及25s的热封时间可以达到最高的热封强度55N/15m。
在本发明的另一个实施例中,热封层63的材质可以选自聚亚苯基砜(PPSU),具有优异的耐温性能,在医疗、电子电器、食品用具领域中广泛应用。PPSU为无定形的热性塑料,高透明,具备良好的热封性能。
本发明选用具备热封层63的玻璃化转变温度≥200℃,通过控制薄膜厚度,选择合理的热封时间、热封压力和热封温度来达到良好的热封效果。具体地,热封层63的厚度在20-200um之间,当膜厚在30-80um时热封效果最佳,热封层63厚度会影响热封时间;热封层63的热封温度大于220℃,不同温度会影响膜材的热封强度,热封温度典型值在220-260℃;热封层63的热封压力在0.1-0.5MPa之间,压力不够会导致封合不牢固,压力太大容易出现熔边,同样影响封合强度,热封压力典型值在0.2-1MPa;热封层63热封时间在0.5-30s之间,热封时间过长或过短都会影响膜材的热封强度,热封时间的典型值15-25s。
当膜材厚度不一样时,需要适当的调整热封温度、热封时间以及热封压力来达到最佳的热封强度,当热封层63厚度50um时,热封温度、热封时间、热封压力与热封强度的关系如下表3所示:
表3:热封层63的热封温度、热封时间、热封压力与热封强度的关系
从表3可以看出,当热封层63厚度为50um时,选择240℃热封温度,0.5PMa热封压力以及15s的热封时间可以达到最高的热封强度65N/m。
在本发明的另一个实施例中,热封层63可以聚酰胺酰亚胺(PAI),具有优异的耐高温性能,在航空航天、微电子、精密机械包装中广泛应用。PAI属于是无定形的热塑性薄膜,在一定温度和压力条件下,具备热封性。
具体地,热封层63的玻璃化转变温度>220℃,通过控制薄膜厚度,选择合理的热封时间、热封压力和热封温度来达到良好的热封效果。热封层63的厚度在20-200um之间,当膜厚在30~80um时热封效果最佳,热封层63的厚度会影响热封时间;热封层63的热封温度大于255℃,不同温度会影响膜材的热封强度,热封温度典型值在255-295℃;热封层63的热封压力在0.1-0.5MPa之间,压力不够会导致封合不牢固,压力太大容易出现熔边,同样影响封合强度,热封压力典型值在0.2-1MPa;热封层63热封时间在0.5-30s之间,热封时间过长或过短都会影响膜材的热封强度,热封时间的典型值15-25s。
当膜材厚度不一样时,需要适当的调整热封温度、热封时间以及热封压力来达到最佳的热封强度,当热封层63厚度50um时,热封温度、热封时间、热封压力与热封强度的关系如下表4所示:
表4:热封层63的热封温度、热封时间、热封压力与热封强度的关系
从表4可以看出,当热封层63厚度为50um时,选择275℃热封温度,0.5PMa热封压力以及25s的热封时间可以达到最高的热封强度65N/15mm。
在本发明的另一个实施例中,热封层63可以选自聚酰亚胺(PI),具有优异的耐高温性能,在航空航天、微电子、精密机械包装中广泛应用。传统PI薄膜属于热固性材料,其熔融温度高于分解温度,无法实现热封。本发明实施例选用的是无定形的热塑性PI薄膜,通过异构化结构改性得到柔顺性分子链,使其具备热封性。
具体地,聚酰亚胺(PI)的玻璃化转变温度>230℃,通过控制薄膜厚度,选择合理的热封时间、热封压力和热封温度来达到良好的热封效果。热封层63的厚度在20~200um之间,当膜厚在30~80um时热封效果最佳,PI膜厚度会影响热封时间;热封层63的热封温度大于300℃,不同温度会影响膜材的热封强度,热封温度典型值在300-360℃;热封层63的热封压力在0.1~0.5MPa之间,压力不够会导致封合不牢固,压力太大容易出现熔边,同样影响封合强度,热封压力典型值在0.2~0.5MPa;热封层63热封时间在0.5~30s之间,热封时间过长或过短都会影响膜材的热封强度,热封时间的典型值15~25s。
当膜材厚度不一样时,需要适当的调整热封温度、热封时间以及热封压力来达到最佳的热封强度,当热封层63厚度50um时,热封温度、热封时间、热封压力与热封强度的关系如下表5所示:
表5:热封层63的热封温度、热封时间、热封压力与热封强度的关系
从表5可以看出,当热封层63厚度为50um时,选择330℃热封温度,0.5PMa热封压力以及25s的热封时间可以达到最高的热封强度63N/15mm。
值得一提的是,上述应用实施例只是对五种材质应用到热封层63的解释和说明,但是本实施例并不因此为限,本领域技术人员可以根据需要灵活选择热封层63、阻气层64以及阻热层65所用的材质。
需要说明的是,在本实施例中,如图5所示,复合芯材61可以为正方体的块状结构,相应地膜材60可以呈正方形,复合芯材61位于膜材60的中部,吸气剂62位于复合芯材61的边角位置,该膜材60包括环绕复合芯材61外周形成的一圈封口折边67,封口折边67是对膜材60进行热压处理而在膜材60上形成的密封部。
值得一提的是,在对热封层63材质进行选择过程中,通常选用的热封层63的材质耐温一定要高于使用温度,这样一来,真空绝热板可以按照常规的装配方式装配到烹饪电器上。但是需要说明的是,如果热封层63选用的材质耐温低于使用温度,此时需要将封口折边67的内周缘与复合芯材61的外周缘保持一定的距离d,其中d≥10mm。
进一步地,如图6所示,该封口折边67能够朝所述真空绝热板的同一面翻折,且该封口折边67通过连接件68彼此连接以将封口折边67固定在真空绝热板6的同一面。具体地,即真空绝热板6具有相对设置的粘接面以及非粘接面,其中,粘接面用于与顶板的外顶面上或与外罩5的内顶面进行粘接固定,也就是说,粘接面为真空绝热板6靠近烹饪电器100发热管3的一面,非粘接面为远离烹饪电器100发热管的一面,需要说明的是,封口折边67翻折固定在非粘接面上,具体地,非粘接面的温度要高于非粘接面,这样一来可以保持封口折边67的处于一个相对低温的环境,从而使得真空绝热板的工作温度主要取决于阻热层65的耐温程度,比如,阻热层65的材质选自聚酰亚胺(PI),则可以长期在≤380℃高温环境下进行保温隔热。
此外,为保证封口折边67翻折后在非粘接面上保持平整,可以使用高温胶带作为连接件68将封口折边67缠平在非粘接面。
进一步地,吸气剂62可以采用常规的金属及其合金,如ⅡA族金属(钡、锶、镁、钙)及其合金、ⅣB族金属(钛、锆、铪)、钍、稀土金属及其合金。
值得一提的是,在真空绝热板的真空环境中,由于没有热对流,复合芯材的材料的导热系数主要有材料导热和热辐射两方面组成。在高温条件下,辐射传热代替材料导热成为导热系数主要的影响因素,因此提升芯材在高温环境下的保温隔热能力,就必须降低辐射传热的热量贡献。传统真空绝热板的复合芯材61的材质主要是玻璃纤维棉、聚氨酯泡沫、XPS挤塑板、气凝胶毡等,这些材料虽然在常温下虽然有较低的导热系数,但在高温条件下比如>200℃时,复合芯材61的导热系数上升较快,保温隔热性能降低,导致真空绝热板无法适用电烤箱的高温环境。基于目前复合芯材61存在的问题,如图7所示,本实施例提出的复合芯材61包括网状无机纤维棉611、粘结剂以及红外遮光剂612,网状无机纤维棉611由多根无机纤维长丝构成,红外遮光剂通过所述粘结剂附着在所述无机纤维长丝上。即红外遮光剂612通过所述粘结剂附着在无机纤维棉611骨架上。具体地,红外遮光剂612可以起到热散射的作用,通过红外遮光剂612与无机纤维棉611复合的芯材来提升真空绝热板的高温保温隔热性能。
在本实施例中,无机纤维棉611选自玻璃纤维棉、陶瓷纤维棉或气凝胶毡中的任一种,其厚度范围为0.1~100mm;高温下,热辐射主要以红外光谱的形式进行传播,红外遮光剂612则利用其高的红外折射率,增加了红外在材料中的散射效果,不断地反射或折射红外辐射,增加了热传导路径,有效抑制高温辐射传热效果。具体地,红外遮光剂可以选自包括TiO
值得一提的是,每根所述无机纤维长丝的直径为0.5-20um,每根所述无机纤维长丝的长度为5-200mm。
在本发明的一些实施例中,当无机纤维棉611选自气凝胶毡时,可以通过以下方式制作复合芯材61,具体步骤包括:将红外遮光剂612分散在溶剂中,分散均匀后,再采用抽真空浸渍的方式浸渍气凝胶毡,最后将红外遮光剂612填充在气凝胶毡的空隙内,其中,抽真空的真空度<0.1pa。
考虑到上述工艺存在红外遮光剂复合在无机纤维棉骨架上附着不均匀,粉末容易出现团聚或掉粉现象,不适合大批量生产的问题,本发明的另一些实施例提出了其他的制备工艺,当无机纤维棉611选自玻璃纤维棉、陶瓷纤维棉时,可以通过以下方式制作复合芯材61,具体步骤包括:将无机纤维棉的制备原料进行熔融处理;对所述熔融处理后的溶液甩丝成型处理形成无机纤维棉长丝,其中,在甩丝成型过程中,朝无机纤维长丝上喷洒红外遮光剂以及粘结剂,以使得红外遮光剂附着在无机纤维长丝上;对所述无机纤维棉长丝进行集棉、打卷、铺棉、热压以及分切处理。通过控制甩丝的速率、粘结剂以及红外遮光剂612的喷洒速率,使得红外遮光剂612均匀地附着在无机纤维棉骨架上,且不需要第二次加工,适合大批量生产。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 烹饪电器系统、烹饪电器及烹饪电器用外部扩展装置
- 烹饪电器系统、烹饪电器及烹饪电器用外部扩展装置