一种电机定子浸漆方法及装置
文献发布时间:2023-06-19 11:52:33
技术领域
本发明涉及浸漆技术领域,尤其是涉及一种电机定子浸漆方法及装置。
背景技术
电机定子绕组浸漆是为了填充绕组内部的空隙,从而提高定子绕组的机械性能和电气性能,增加电机定子的导热性能。目前电机定子的绝缘漆浸渍工艺主要有沉浸和淋浸两种方式。淋浸工艺虽然可以减少浸渍漆用量和铁心表面清理量,但浸渍效果不理想,难以满足预期。沉浸工艺可以提供可靠的产品质量,但耗漆量较大,铁心表面会形成漆瘤,需要额外清理。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种电机定子浸漆方法及装置。
本发明的目的可以通过以下技术方案来实现:
一种电机定子浸漆方法,包括以下步骤:
S1、密封:将电机定子的下端设置在浸漆槽上,电机定子的上端设置浸漆衬桶,使电机定子、浸漆槽和浸漆衬桶形成竖直方向的密封腔体;
S2、预烘:加热电机定子,使电机定子的温度高出浸渍漆的凝胶温度并低于浸渍漆的起始固化温度,保持一段时间;
S3、浸渍:将浸渍漆注入浸漆槽内,使浸渍漆灌满整个电机定子,同时对电机定子进行加热,使电机定子的温度高出浸渍漆的凝胶温度并低于浸渍漆的起始固化温度,保持一段时间;
S4、凝胶:将浸漆槽内的浸渍漆排出,对电机定子进行加热,使电机定子达到浸渍漆的起始固化温度,保持一段时间;
S5、固化:取出电机定子并对电机定子上的浸渍漆进行进一步固化后,冷却至室温,完成电机定子的浸漆。
优选的,所述浸漆衬桶与压机相连接,所述压机对浸漆衬桶施加向下压力。
优选的,所述电机定子的下端面与所述浸漆槽之间通过密封垫密封,所述电机定子的上端面与所述浸漆衬桶之间通过密封垫密封。
优选的,所述S2中电机定子通过对定子绕组施加电流的方式进行预烘。
优选的,所述S3中电机定子通过对定子绕组施加电流的方式进行加热。
优选的,所述S4中电机定子通过对定子绕组施加电流的方式进行加热。
优选的,所述S5中取出的电机定子放入加热固化装置中对浸渍漆进行进一步固化。
优选的,所述浸漆槽通过输漆开关与漆罐连接,所述S4中浸漆槽内的浸渍漆排出回到所述漆罐中。
一种用于上述电机定子浸漆方法的浸漆装置,包括浸漆槽和浸漆衬桶,所述浸漆槽竖直套在电机定子的下端,所述浸漆衬桶套在所述电机定子的上端,所述电机定子、浸漆槽和浸漆衬桶形成竖直方向的密封腔体,所述浸漆槽通过输漆开关与漆罐连接。
优选的,所述电机定子的定子绕组与外部电源连接。
与现有技术相比,本发明应用于电机定子领域,包括以下优点:
1、采用将电机定子上下密封浸漆的方式,杜绝了定子铁心外表面的清理漆瘤工作,节省人力,提高工作效率。
2、浸渍漆可排回到漆罐中,降低了定子浸渍漆的损耗量。
附图说明
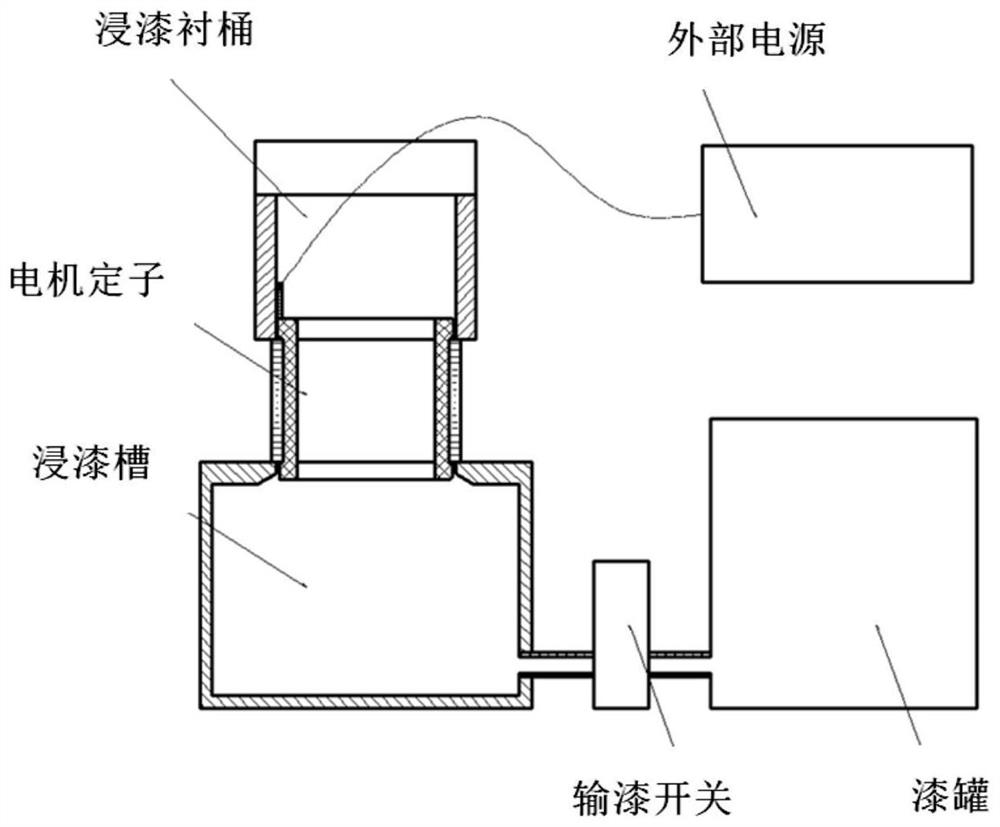
图1为本发明电机定子浸漆方法采用的浸漆装置示意图。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
本申请提出一种电机定子浸漆方法,采用浸漆装置,如图1所示,浸漆装置包括浸漆槽和浸漆衬桶,浸漆槽通过输漆开关与漆罐连接,该方法包括以下步骤:
S1、密封:将电机定子的定子铁心的下端设置在浸漆槽上,定子铁心的上端竖直设置浸漆衬桶,使电机定子、浸漆槽和浸漆衬桶形成竖直方向的密封腔体,电机定子的定子绕组与外部电源连接;
S2、预烘:连接电机定子与外部电源,通过对电机定子绕组三相施加电流的方式,加热电机定子,使电机定子的温度高出浸渍漆的凝胶温度并低于浸渍漆的起始固化温度,保持一段时间;
S3、浸渍:开启输漆开关将浸渍漆注入浸漆槽内,浸渍漆通过电机定子中空部分从底部逐渐灌满整个定子绕组,同时对在浸渍漆内的电机定子三相施加低压大电流进行加热,使电机定子的温度高出浸渍漆的凝胶温度并低于浸渍漆的起始固化温度,保持一段时间;
S4、凝胶:将浸漆槽内的浸渍漆排回漆罐,对电机定子的绕组三相施加低压大电流进行加热,使电机定子达到浸渍漆的起始固化温度,保持一段时间;
S5、固化:断开电机定子三相与外部电源连接,从浸漆装置中取出电机定子放入加热固化装置中,电机定子上的浸渍漆进一步固化,加热固化装置中的加热温度设定为浸渍漆的快速固化温度,保持一段时间后取出电机定子,自然冷却至室温,完成电机定子的浸漆。
为防止浸渍漆从电机定子与浸漆槽、浸漆衬桶之间缝隙流出,一是通过在两处连接部位增加橡胶密封垫,二是通过对浸漆衬桶施加一定压力来使密封垫产生形变。因此,电机定子的下端面与浸漆槽之间、电机定子的上端面与浸漆衬桶之间分别通过密封垫密封。浸漆衬桶与压机相连接,压机对浸漆衬桶施加向下压力,使浸漆衬桶与电机定子上端面、电机定子下端面与浸漆槽分别形成密封。
实施例
本实施例中,步骤S2中预烘温度设定为130℃,预烘时间为5min。
步骤S3中,在输漆过程中,保持对电机定子绕组施加低压大电流进行加热,加热温度110℃;当浸渍漆淹没电机定子上表面3mm~10mm时,关闭输漆开关停止输漆,继续保持对定子绕组进行电加热,加热温度110℃,浸渍时间3min。
步骤S4中,电机定子在浸漆槽内凝胶时,浸渍漆已排回漆罐,加热温度为140℃,加热时间为5min,使定子槽内的浸渍漆初固化。
步骤S5中,加热固化装置的加热温度为165℃,加热时间2h。
- 大型风力发电机定子绝缘浸漆处理方法及浸漆和烘烤装置
- 一种电机外定子绕组浸漆工装及电机定子浸漆装置