一种用于套入耳机包装盒之热缩袋自动过热封口装置
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及一种封口装置,尤其涉及一种用于套入耳机包装盒之热缩袋自动过热封口装置。
背景技术
目前的作业方式:人工将已套好包装盒的热缩袋放入至过热封口治具下方,踩下脚踏开关完成封口动作。目前作业存在的缺点:采用人工将套好包装盒之热缩袋通过半自动治具进行过热封口的传统作业方式,封口不彻底现象时有发生,严重影响外观品质;采用目前过热封口治具进行封口的方式,效率低下,无法满足高产出的实际需要;目前的的作业方式一个工站需要两人操作,增过了一定的人工成本。
因此,有必要提供一种用于套入耳机包装盒之热缩袋自动过热封口装置解决上述技术问题。
发明内容
本发明提供一种用于套入耳机包装盒之热缩袋自动过热封口装置,解决了效率低下的问题。
为解决上述技术问题,本发明提供的一种用于套入耳机包装盒之热缩袋自动过热封口装置,包括支撑架,所述支撑架的顶部固定连接有平台底板,平台底板的上表面后侧设置有取放料机构,且平台底板的上表面左侧通过安装板固定连接有管位仓,管位仓的上方设置有保压机构,且在管位仓远离安装板的一端设置有用于对热缩袋的封口机构。
优选的,所述取放料机构包括通过支架固定连接于平台底板上的输送单元,输送单元通过滑动件连接有夹板。
优选的,所述输送单元采用气动直线导轨元件。
优选的,所述保压机构包括固定连接于气缸上的保压定位架,且保压定位架的顶面连接有保压块,且气缸背向保压定位架的一侧面固定于平台底板的上表面对应位置,同时气缸的输出端垂直朝向平台底板的侧沿并通过连接件固定于平台底板上。
优选的,所述封口机构包括上切刀机构与下切刀机构,下切刀机构包括固定连接于平台底板上表面的切刀座支撑板,切刀座支撑板的中部固定连接有切刀座,且切刀座上设置有切刀,而切刀座支撑板的顶部设置有上切刀机构。
优选的,所述切刀座的顶面成形有供加热棒柱形空腔,且加热棒的顶周部成形有供切刀固定安装的插槽,所述切刀座的底部固定连接有气缸的输出端,气缸连接于切刀座支撑板上,所述上切刀机构包括固定连接于切刀定位架上的气缸,且气缸的输出端连接抵压板。
优选的,所述支撑架的底部两侧均固定连接有对称设置的调节地脚。
与相关技术相比较,本发明提供的一种用于套入耳机包装盒之热缩袋自动过热封口装置具有如下有益效果:
本发明提供一种用于套入耳机包装盒之热缩袋自动过热封口装置,通过封口机构上的上切刀机构与下切刀机构运行至管位仓位置,此时上切刀机构与下切刀机构同时动作,完成有效热切封口动作,随后下切刀机构复位,上切刀机构上升到位,然后复位至原位,紧接着保压机构上升到位,最后也复位至原位,至此热切封口流程已全部完成。
附图说明
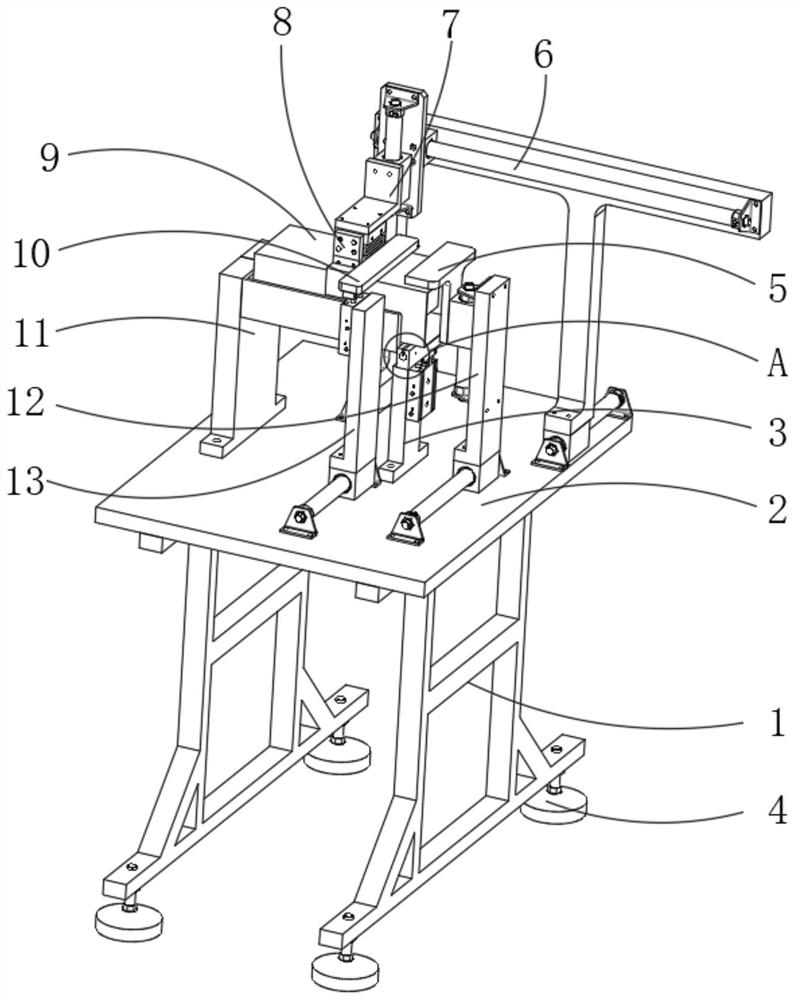
图1为本发明提供的一种用于套入耳机包装盒之热缩袋自动过热封口装置的一种较佳实施例的结构示意图;
图2为图1中的A处放大图;
图3为图1的侧视立体图;
图4为图1的俯视图。
图中标号:1、支撑架;2、平台底板;3、切刀座支撑板;4、调节地脚;5、上切刀机;6、输送单元;7、取放料机构;8、夹板;9、管位仓;10、保压机构;11、安装板;12、切刀定位架;13、保压定位架;14、切刀座;15、加热棒;16、切刀。
具体实施方式
下面结合附图和实施方式对本发明作进一步说明。
请结合参阅图1、图2、图3和图4,其中,图1为本发明提供的一种用于套入耳机包装盒之热缩袋自动过热封口装置的一种较佳实施例的结构示意图;图2为图1中的A处放大图;图3为图1的侧视立体图;图4为图1的俯视图。一种用于套入耳机包装盒之热缩袋自动过热封口装置包括支撑架1,支撑架1的顶部固定连接有平台底板2,平台底板2的上表面后侧设置有取放料机构7,通过取放料机构7能够将表面套有热缩袋的包装盒平稳抓取放置在封口装置之管位仓9中,且平台底板2的上表面左侧通过安装板11固定连接有管位仓9,管位仓9的上方设置有保压机构10,利用保压机构10能够通过保压块将包装盒下压住,其目的在于,固定住包装盒,为下一步热切封口做准备,且在管位仓9远离安装板11的一端设置有用于对热缩袋的封口机构,进而依次实现了进料、保压、封口与出料过程,大大节省了人力,去除了人工多余的操作步骤,极大的降低了人工的劳动强度。
取放料机构7包括通过支架固定连接于平台底板2上的输送单元6,输送单元6通过滑动件连接有夹板8,夹板8的底部成形有用于抓取耳机包装盒的开口,以便于将耳机包装盒夹取到管位仓9中。
进一步,输送单元6采用气动直线导轨元件,以实现了精确移动,保障耳机包装盒进料与出料时的顺畅性。
保压机构10包括固定连接于气缸上的保压定位架13,且保压定位架13的顶面连接有保压块,且气缸背向保压定位架13的一侧面固定于平台底板2的上表面对应位置,同时气缸的输出端垂直朝向平台底板2的侧沿并通过连接件固定于平台底板2上,从而能够通过保压块将包装盒下压住,其目的在于,固定住包装盒,为下一步热切封口做准备。
封口机构包括上切刀机构5与下切刀机构,下切刀机构包括固定连接于平台底板2上表面的切刀座支撑板3,切刀座支撑板3的中部固定连接有切刀座14,且切刀座14上设置有切刀16,而切刀座支撑板3的顶部设置有上切刀机构5,封口机构上的上切刀机构5与下切刀机构运行至管位仓9位置,此时上切刀机构5与下切刀机构同时动作,完成有效热切封口动作,随后下切刀机构复位,上切刀机构5上升到位,然后复位至原位,紧接着保压机构10上升到位,最后也复位至原位,至此热切封口流程已全部完成。
进一步,切刀座14的顶面成形有供加热棒15柱形空腔,且加热棒15的顶周部成形有供切刀16固定安装的插槽,实现热切封口操作。
进一步,切刀座14的底部固定连接有气缸的输出端,气缸连接于切刀座支撑板3上。
进一步,上切刀机构5包括固定连接于切刀定位架12上的气缸,且气缸的输出端连接抵压板,通过切刀16向上移动并将热缩袋抵到抵压板上,进而完成热缩袋开口端的重合热封操作。
进一步,支撑架1的底部两侧均固定连接有对称设置的调节地脚4。
本发明提供的一种用于套入耳机包装盒之热缩袋自动过热封口装置的工作原理如下:
首先通过取放料机构7能够将表面套有热缩袋的包装盒平稳抓取放置在封口装置之管位仓9中,而后利用保压机构10能够通过保压块将包装盒下压住,其目的在于,固定住包装盒,为下一步热切封口做准备,最后上切刀机构5与下切刀机构同时动作,完成有效热切封口动作,随后下切刀机构复位,上切刀机构5上升到位,然后复位至原位,紧接着保压机构10上升到位,最后也复位至原位,至此热切封口流程已全部完成。
与相关技术相比较,本发明提供的一种用于套入耳机包装盒之热缩袋自动过热封口装置具有如下有益效果:
通过封口机构上的上切刀机构5与下切刀机构运行至管位仓9位置,此时上切刀机构5与下切刀机构同时动作,完成有效热切封口动作,随后下切刀机构复位,上切刀机构5上升到位,然后复位至原位,紧接着保压机构10上升到位,最后也复位至原位,至此热切封口流程已全部完成。
本方案中涉及到电路和电子元器件和模块均为现有技术,本领域技术人员完全可以实现,无需赘言,本发明保护的内容也不涉及对于软件和方法的改。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种用于套入耳机包装盒之热缩袋自动过热封口装置
- 一种用于套入耳机包装盒之热缩袋自动过热修边装置