药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制方法及装置
文献发布时间:2023-06-19 11:55:48
技术领域
本发明属于焊接与增材制造工艺领域技术方案,主要涉及药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制方法。
背景技术
TIG电弧用于焊接和增材制造具有电弧稳定,成形质量高,电弧参数易于控制,易于实现自动化等优点;目前填丝TIG焊多采用实心焊丝,TIG电弧与药芯焊丝匹配的填丝TIG焊或增材制造还不多见,而药芯焊丝具有成分和组织调控灵活的优点,二者匹配具有相当的优势,只是要保证其以稳定可靠的熔滴过渡方式进行。
药芯焊丝填丝TIG电弧焊接或增材制造的丝极间距(在工件表面上焊丝到钨极轴线的距离)对成形质量具有重大影响。当在某一固定的送丝角度下丝极间距较大时,熔滴过渡过程如图1所示,其特点是没有形成自由熔滴而且在焊丝与熔池之间存在液桥,这种过渡形式是典型的搭桥过渡,即药芯焊丝熔化后与熔池接触形成液桥,流入熔池;而随着丝极间距的减小,其过渡形式发生了明显的变化,焊丝中较为靠近电弧的一侧率先熔化,在熔滴下方由于药芯滞熔而形成渣柱,位于高温区的熔滴形成后,绕着渣柱从靠近电弧一侧移动到焊丝末端远离电弧的一侧,再与渣柱共同熔化后与熔池接触,产生熔滴过渡,如图2所示,根据其过渡过程的特点将其称为渣柱过渡。上述两种过渡方式都是接触过渡的熔滴过渡方式,是本发明主要采用的稳定的熔滴过渡方式,通过适当控制送丝角度和丝极间距并采取适当措施保证稳定熔滴过渡方式的实现。
当丝极间距继续减小,焊丝在非常靠近钨极的位置熔化,焊丝熔滴将不会与熔池接触,在电弧热的持续作用下熔滴逐渐长大形成一个液态小球悬挂在焊丝末端,随着熔滴的不断长大,在重力作用下熔滴掉落,以自由过渡的方式滴落到熔池中,如图3所示;这种熔滴过渡方式有一定飞溅,尤其会造成钨极污染,稳定性不好,只有在特殊需要的情况下才使用。在实际操作过程中,保持一定的送丝角度和丝极间距可以在一定程度上维持接触过渡进行,但因无过渡方式的实时检测,易受多种因素影响使得接触过渡或转变为自由过渡而污染钨极,或形成栽丝使得焊丝不能完全熔化。
发明内容
本发明的目的在于克服现有技术的不足,提供药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制方法,保证焊丝以接触过渡(搭桥过渡)的方式,稳定平稳地完成熔滴过渡及填丝过程。
本发明的技术目的通过下述技术方案予以实现。
药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制方法,在送丝嘴与待焊工件上外接电路并接入电源和电子器件,在电路中设置电压信号采样装置,电压信号采样装置与控制单元相连,控制单元与送丝电机相连,其中:
电压信号采样装置,以采集焊丝和待焊工件之间的电压信号,并将电压信号传送到控制单元;
控制单元,以接收电压信号采样装置采集的电压信号,并将电压信号与预设值进行比较,根据比较结果,向送丝电机输出控制信号;
送丝电机,以接收控制单元输出的控制信号,并根据控制信号调整送丝速度,以实现熔滴过渡控制。
而且,控制单元为PLC或单片机或模拟电路。
而且,在送丝嘴和待焊工件之间设置外接电路,外接电路由一个5~24V的外接电源和两个电阻组成。
而且,当熔滴过渡为非接触过渡时,采集电压信号较大,为3~24伏的范围;当熔滴过渡为接触过渡时,采集电压信号较小,为0~3伏的范围;利用控制单元对采集的电压信号进行转换分析和判断,将判断结果用于调节送丝速度,控制信号传输到送丝电机,调整送丝速度,以获得需要的熔滴过渡方式。
与现有技术相比,使用本发明的技术方案,可以在实际操作过程中,保证焊丝以接触过渡(搭桥过渡)的方式,稳定平稳地完成熔滴过渡及填丝过程。
附图说明
图1是本发明中搭桥过渡过程示意图。
图2是本发明中渣柱过渡过程示意图。
图3是本发明中非接触过渡过程示意图。
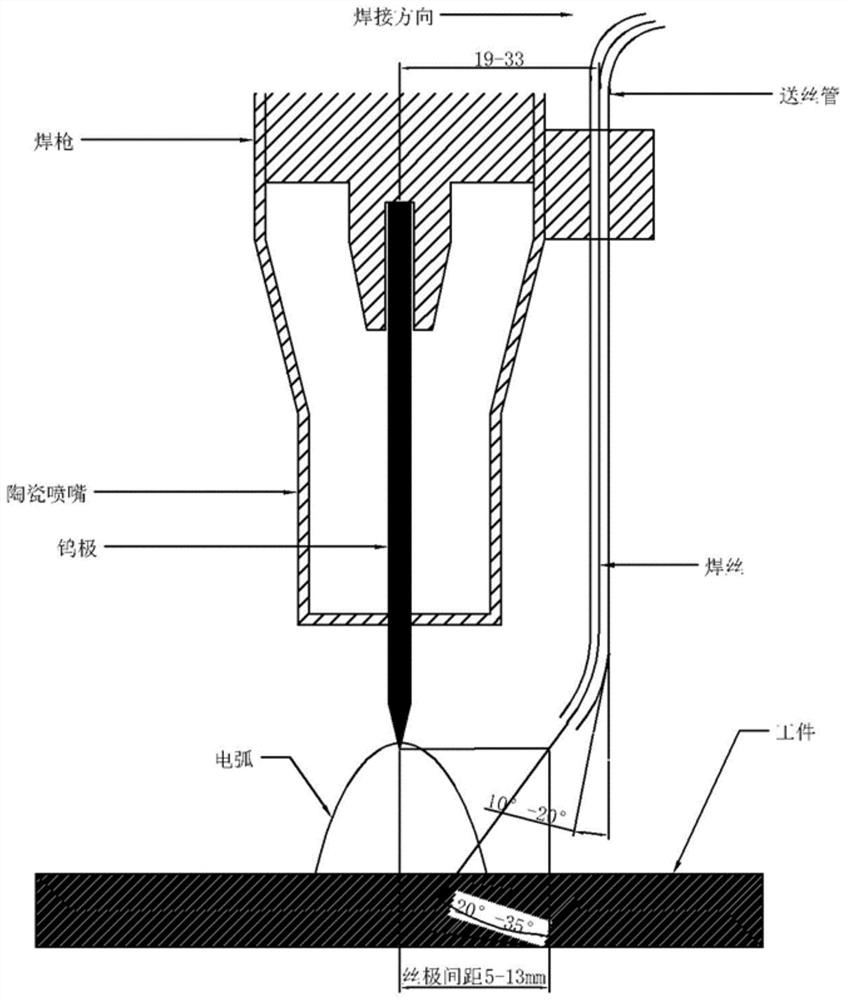
图4是本发明实施例使用的一体式填丝TIG焊焊枪结构示意图。
图5是本发明中电压—送丝速度控制示意图。
图6是本发明中不同送丝速度下的焊缝形貌照片。
图7是本发明中接触过渡得到的多道增材制造板试样照片。
图8是本发明中非接触过渡的多道增材制造板试样照片。
图9是本发明中实验电压波形和焊缝的照片。
具体实施方式
下面结合具体实施例进一步说明本发明的技术方案。
如附图4所示,一体式填丝TIG焊焊枪结构示意图,在进行焊接或者增材制造时,药芯焊丝TIG焊接或增材制造工艺要将焊丝送入熔池内,焊丝在熔池内熔化即形成接触过渡。为保证整个过程中实现接触过渡,需要加装药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制装置,在送丝嘴与工件上外接导线并接入电子器件(如电源、电阻等),在电路中设置电压信号采样装置采集焊丝与工件之间的电压信号,进行电压反馈控制,以调节送丝速度。在送丝嘴和待焊工件之间设置电压信号采样装置;电压信号采样装置与控制单元相连,控制单元与送丝电机相连,如送丝电机驱动电路。
如附图5所示(药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制装置),电压信号采样装置,以采集焊丝和待焊工件之间的电压信号,并将电压信号传送到控制单元,控制单元为PLC或单片机或模拟电路;控制单元,以接收电压信号采样装置采集的电压信号,并将电压信号与预设值进行比较,根据比较结果,向送丝电机输出控制信号;送丝电机,以接收控制单元输出的控制信号,并根据控制信号调整送丝速度。同时,在送丝嘴和待焊工件(即焊件)之间设置外接电路—一个5~24V的外接电源、两个电阻。
不同的过渡方式,采集的电压信号反映的电路导通情况并不相同,当熔滴过渡为非接触过渡时,采集电压信号较大,为3~24伏的范围;当熔滴过渡为接触过渡时,采集电压信号较小,为0~3伏的范围;利用单片机或PLC或模拟判断电路对采集的电压信号进行转换分析和判断,将判断结果用于调节送丝速度,信号传输到送丝电机驱动电路,调整送丝速度,以获得需要的熔滴过渡方式。
焊接时,熔滴若为接触过渡则焊丝、工件与电压采样信号设备三者之间形成短路;若为非接触过渡,则形成断路,这两种情况电压波形会发生明显改变,此时由PLC或单片机或模拟电路根据电压采集信号进行分析判断,电压信号应保持在0~3伏之间一个合适的范围内,如果在此范围则判断熔滴过渡方式处于可靠的接触过渡过程,送丝速度无需做出调整,只要保证焊接系统稳定运行即可;如果电压信号不在此范围,则将脱离此范围的误差结果作为送丝速度的调节信号反馈到送丝电机驱动电路中,送丝机改变送丝速度,保证焊丝在熔池中熔化,形成接触过渡。
根据实验结果,从一个较低的送丝速度(较低的送丝速度是指熔滴过渡由自由过渡刚转化为接触过渡时的速度)开始,送丝速度增加的范围可以在这个送丝速度基础上提高30~40%仍可保证稳定的接触过渡;如果送丝速度加大到一定程度还不能实现接触过渡,则说明焊接参数匹配不合适,需要重新调整各个参数。图6中列出的焊缝是TIG电弧电流135A条件下焊接的,送丝速度由上到下分别为160cm/min、150cm/min、140cm/min、130cm/min、120cm/min,其他条件保持不变,焊缝熔宽变大,余高变小,送丝速度大时成形更为均匀,但均为接触过渡,这说明增大送丝速度存在一个较宽的范围,具有可操作性且可以改善焊缝质量。图7为接触过渡得到的多道增材制造板试样,虽然由于实验过程中,偶尔有送丝不稳造成熔滴滴落挂在壁上,但整体较为光滑。图8为非接触过渡的多道增材制造板试样,表面粗糙度大,成形质量差。
在实验室中进行药芯焊丝脉冲TIG焊接实验,使用示波器作为电压信号采样设备,引弧之后不填焊丝,理论上相当于焊丝非接触过渡,电路处于断路状态,电压较高;填入焊丝之后电源被短路,电压下降,波形接近于一条直线;再次停止填丝,电压又变回到开始时未填丝的状态,试验过程经历两次填丝三次不填丝,实验电压波形和焊缝如图9所示。整个焊接过程中电压波形的变化与填丝情况完全对应,验证了本发明的可行性。
根据本发明内容进行工艺参数的调整,均可实现药芯焊丝TIG电弧焊接与增材制造熔滴过渡的有效控制。以上对本发明做了示例性的描述,应该说明的是,在不脱离本发明的核心的情况下,任何简单的变形、修改或者其他本领域技术人员能够不花费创造性劳动的等同替换均落入本发明的保护范围。
- 药芯焊丝TIG电弧焊接与增材制造熔滴过渡控制方法及装置
- 一种用于电弧增材的药芯焊丝药粉、药芯焊丝、增材金属构件