三维非织造材料及其制造方法
文献发布时间:2023-06-19 11:57:35
技术领域
本公开涉及非织造材料。更具体而言,本公开涉及三维非织造材料。
背景技术
纤维非织造纤网材料广泛用于许多应用中,包括但不限于吸收结构和擦拭产品,其中许多是一次性的。特别地,这种材料通常用于个人护理吸收制品诸如尿布、尿布裤、训练裤、女性卫生产品、成人失禁产品、绷带和擦拭产品,诸如婴儿和成人湿巾。它们还通常用于清洁产品,诸如可以用清洁剂以及其他被设计为用手使用或与清洁装置诸如拖把结合使用的化合物处理的干湿一次性擦拭物。另一个应用是美容辅助工具,诸如清洁垫和擦拭物以及卸妆垫和擦拭物。
在许多这些应用中,三维维度和增加的表面积是期望的属性。对于用于上述个人护理吸收制品和清洁产品的材料尤其如此。例如,个人护理吸收制品的主要功能之一是吸收和保留身体流出物诸如血液、月经、尿液和排泄物。一些身体流出物,诸如固体和半固体粪便物质和月经难以像低粘度流出物诸如尿液一样简单地穿透吸收制品的此类部件,并且倾向于遍布此类材料的表面扩散。身体流出物在非织造材料上的扩散可以导致身体流出物从使用所述材料的吸收制品中泄漏出来。对于幼儿普遍可见的半固体粪便物质诸如低粘度粪便物质以及月经尤其难以保留在吸收制品中。这些流出物可以在吸收制品的穿戴者的重力、运动和压力的影响下在吸收制品的朝向身体的材料上的周围移动。流出物往往朝向吸收制品的周边迁移,从而增加了渗漏和侵害穿着者的皮肤的可能性,这可以使皮肤清理变得困难,并且可以增加吸收制品的穿戴者的皮肤刺激的可能性。
虽然过去已经尝试提供试图通过产生三维形貌来减少身体流出物的扩散的非织造材料,但是仍然存在改善的可能性。例如,已经利用各种类型的压花来产生三维性。然而,这种方法需要高基重材料来产生具有显著形貌的结构,并且由于压花的压碎和结合过程的固有性质,该过程可以减少材料的厚度。压花的致密部分还可以产生熔接点,这些熔接点不会渗入身体流出物的通道,并且可以导致材料变硬和变得粗糙。
为非织造材料提供三维性的其他方法可以包括在三维成形表面上进行纤维成形以及对纤维网进行开孔。目前涉及纤维成形的技术可以导致非织造材料在较低的基重下具有低弹性(假设使用具有所期望的美学属性的软纤维),并且当缠绕在辊上并完成随后的转化过程时形貌显著退化。开孔可以通过将纤维从原始二维网的平面中移出从而寻求产生三维性。通常,三维维度的程度是有限的并且在充足负载下,被替换的纤网可以朝向其原始位置被往回推,导致开孔至少部分被封闭。试图将被替换的纤维“固定”在原始纤网平面外侧的打孔工艺也倾向于降低起始纤网的柔软度。
因此,仍然需要提供能够满足上述需求的三维特征的材料以及过程和装置。仍然需要一种可以适当减少身体流出物在吸收制品中的扩散以帮助减少流出物从吸收制品泄漏的可能性的非织造材料。仍然需要一种可以最小化与穿戴者的皮肤接触的身体流出物的量的非织造材料。仍然需要一种可以向吸收制品的穿戴者提供生理和情感舒适的吸收制品。
发明内容
在一个实施方案中,提供了一种吸收制品。所述吸收制品可包括吸收主体。所述吸收制品还可包括外覆层。所述吸收制品可另外包括流体缠结的非织造材料。所述吸收主体可设置在所述流体缠结的非织造材料与所述外覆层之间。所述流体缠结的非织造材料可包括第一表面和第二表面。所述第一表面可与所述第二表面相对。所述流体缠结的非织造材料还可包括远离所述第一表面上的基部平面朝向所述吸收主体延伸的多个节点。所述流体缠结的非织造材料还可包括通过所述流体缠结的非织造材料从所述第一表面延伸到所述第二表面的多个开口。所述多个开口中的各个开口可设置在所述多个节点中的邻近节点之间。
在另一个实施方案中,提供了另一种吸收制品。所述吸收制品可包括吸收主体和外覆层。所述吸收制品还可包括流体缠结的非织造材料。所述吸收主体可设置在所述流体缠结的非织造材料与所述外覆层之间。所述流体缠结的非织造材料可包括第一表面和第二表面。所述第一表面可与所述第二表面相对。所述流体缠结的非织造材料还可包括远离所述第一表面上的基部平面朝向所述吸收主体延伸的多个节点。所述流体缠结的非织造材料还可包括使所述多个节点相互连接的多个连接系带。另外,所述流体缠结的非织造材料可包括多个开口。所述多个开口可以形成于所述多个连接系带与所述多个节点之间。
在又一个实施方案中,提供了一种吸收制品。所述吸收制品可包括吸收主体和外覆层。所述吸收制品还可包括流体缠结的非织造材料。所述吸收主体可设置在所述流体缠结的非织造材料与所述外覆层之间。所述流体缠结的非织造材料可包括第一表面和第二表面。所述第一表面可与所述第二表面相对。所述流体缠结的非织造材料可另外包括远离所述第一表面上的基部平面朝向所述吸收主体延伸的多个节点。所述流体缠结的非织造材料还可包括使所述多个节点相互连接的多个连接系带。所述多个连接系带中的每个单独的连接系带可以在所述多个节点中的邻近节点之间延伸。所述流体缠结的非织造材料还可另外包括多个开口。所述多个开口中的每一个可以限定在所述多个连接系带中的至少三个连接系带与所述多个节点中的至少三个节点之间。
附图说明
呈现给本领域普通技术人员的本发明的完整且能够实现的公开内容在说明书的剩余部分中参照附图更具体地阐述,在附图中:
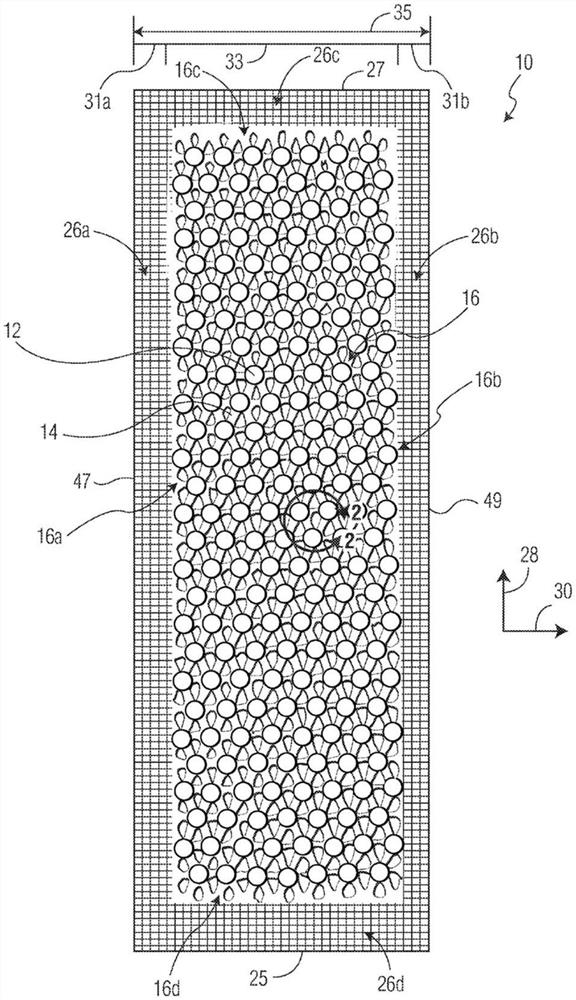
图1是根据本发明的三维非织造材料的示例性实施方案的顶视图。
图2是提供从图1的实施方案截取的细节视图的扫描电子显微镜(SEM)图像。
图3是提供沿直线3-3从图1的实施方案截取的横截面视图的SEM图像。
图4是从图1截取的细节视图,它展示了用于计算图1的非织造材料的开孔区域的开口面积百分比的透射光。
图5A和5B是通过节点截取的非织造物的两个示例性实施方案的横截面的Micro-CT图像。
图5C是提供来自
图5D是描绘根据“压缩能量测试方法”完成的测试的结果的柱状图。
图5E是描绘根据“压缩线性测试方法”完成的测试的结果的柱状图。
图6A是三维非织造材料的一个替代性实施方案的顶视图。
图6B是沿直线6B-6B查看的图6A的材料的一部分的横截面视图。
图6C是图6A的材料的一部分的细节视图。
图6D是图6A的材料的一部分的光学图像。
图6E是从图6A截取的细节视图,它展示了用于计算图6A的非织造材料的一个示例性侧面区域的开口面积百分比的透射光。
图6F和6G是三维非织造材料的替代性实施方案的顶视图。
图7A是用于制造根据本发明的三维非织造物的一个示例性装置和过程的示意性侧视图。
图7B是用于制造根据本发明的三维非织造物的一个替代性示例性装置和过程的示意性侧视图。
图7C是用于制造根据本发明的三维非织造物的又一个替代性示例性装置和过程的示意性侧视图。
图7D是沿图7C的直线7D-7D截取的非织造材料和载体材料的横截面。
图8A是可以用于图7A-7C的过程的成形表面的一部分的透视图。
图8B是可以用于图7A-7C的过程的成形表面的一部分的细节顶视图。
图9是包括根据本发明的三维非织造材料的吸收制品的一个实施方案的透视侧视图。
图10是为清楚起见切除了多个部分的图9的吸收制品的俯视平面图。
图11A是沿直线11-11截取的图10的横截面视图。
图11B是类似于图11A但是是吸收制品的一个替代性实施方案的横截面视图。
图11C是类似于图11A和11B但是是吸收制品的又一个替代性实施方案的横截面视图。
图12是图9的吸收制品的一个替代性实施方案的俯视平面图。
图13是具有关于非织造材料描绘的示例性结合构型的图12的吸收制品的示例性非织造材料的俯视平面图。
图14是沿直线14F-14F截取的图12的横截面视图。
图15是进行如本文所述的“材料样品分析测试方法”的示例性设备和设置的透视图。
在本说明书和附图中重复使用附图标记旨在表示本公开的相同或类似的特征或元件。
具体实施方式
在一个实施方案中,本公开整体涉及非织造材料10、110、210、310,制造所述非织造材料的方法100′、100″、100″′以及包括此类示例性非织造材料的吸收制品410、510、610、710。每个实例以说明方式给出且并不意味着限制。例如,作为一个实施方案或附图的一部分而说明或描述的特征可以用于另一个实施方案或附图以产生又一个实施方案。希望本公开包含此类修改和变化。除非另外说明,否则以下参考特定示例性非织造材料10、110、210、310的任何讨论都旨在应用于本文所述的非织造材料10、110、210、310的另外的实施方案中的任一者。另外,除非另外说明,否则以下参考制造非织造材料的特定方法100′、100″、100″′的任何讨论都旨在应用于制造本文所述的非织造材料的方法100′、100″、100″′的另外的实施方案中的任一者。此外,除非另外说明,否则以下参考特定吸收制品410、510、610、710的任何讨论都旨在应用于本文所述的吸收制品410、510、610、710的另外的实施方案中的任一者。
当介绍本公开或其优选实施方案的元件时,冠词“一个”、“一种”、“该”和“所述”旨在表示存在该元件中的一个或多个。词语“包括”、“包含”和“具有”旨在为包含性的,意指可能存在所列元件之外的额外元件。在不脱离本公开的精神和范围的情况下,可对本公开进行许多修改和变化。因此,上述示例性实施方案不应用来限制本发明的范围。
定义:
术语“吸收制品”在本文中是指可紧贴或接近穿戴者的身体(即,与身体相邻)放置以吸收和容纳从身体排出的各种液体、固体和半固体流出物的制品。如本文所描述的此类吸收制品旨在过了有限使用期后被舍弃,而非被洗涤或以其他方式恢复以进行重复使用。应当理解,在不脱离本公开范围的情况下,本公开适用于各种一次性吸收制品,包括但不限于尿布、尿裤、训练裤、较大儿童裤、泳裤、女性卫生产品(包括但不限于月经垫或月经裤)、失禁用产品、医疗服装、手术垫和绷带、其他个人护理或保健服装等。
术语“采集层”在本文中是指能够接受并暂时保持液体身体流出物以使液体身体流出物的涌出或进出减速和扩散并且随后从中将液体身体流出物释放到吸收制品的另一层或多层中的层。
术语“粘合”或“联接”在本文中是指两个元件的接合、粘附、连接、附接等。当它们彼此直接地或彼此间接地接合、粘附、连接、附接等时,例如当每个元件直接地结合到中间元件时,两个元件将被认为结合或联接在一起。一个元件到另一个元件的结合或联接可通过连续或间歇的结合进行。
术语“梳理网”在本文中是指含有纤维长度通常小于约100mm的天然或合成毛丛长度(staple length)纤维的网。毛丛纤维(staple fiber)捆可经过开松过程(openingprocess)以使纤维分离,随后将纤维送至梳理过程,将纤维分离并梳理以沿纵向(machinedirection)将其对齐,之后,纤维沉积在移动丝上用于进一步处理。这样的网通常经历某种粘结过程,例如使用热和/或压力的热粘结。除此之外或作为替代,纤维可经历粘附过程以将纤维例如通过使用粉末胶粘剂结合在一起。梳理网可经历例如水刺的流体缠结,以进一步缠绕纤维且由此提高梳理网的完整性。由于纤维沿纵向对齐,因此梳理网一旦粘结就通常会有比横向强度(cross machine direction strength)大的纵向强度(machinedirection strength)。
术语“膜”在本文中是指使用流延膜或吹塑膜挤出工艺等挤出和/或成形工艺制出的热塑性膜。此术语包含有孔膜、切膜和构成液体转移膜的其他多孔膜,以及不转移流体的膜,例如但不限于屏障膜、填充膜、透气膜和定向膜。
术语“流体缠结”和“流体缠结的”在本文中通常是指一种用于进一步增加给定纤维非织造纤网内或纤维非织造纤网与其他材料之间的纤维缠结程度以便使得个别纤维和/或这些层由于缠结而更难分离的形成方法。通常,这通过在一些类型的形成或载体表面上支撑纤维非织造纤网来实现,该表面对于撞击的加压流体具有一些渗透度。然后将加压流体料流(通常多个料流)引导至非织造纤网的与纤网支撑表面相对的表面。加压流体接触纤维并在流体流动方向上压迫纤维部分,从而使多根纤维的全部或一部分朝向纤网支撑表面移位。结果是纤维进一步缠结,缠结所在方向可以被称为纤网的相对于其更平坦维度即其X-Y平面的Z方向(其厚度)。当将两个或更多个单独的纤网或其他层彼此相邻地置于形成/载体表面上并经历加压流体时,通常希望的结果是至少一个纤网的一些纤维被压迫到相邻纤网或层中,从而引起两个表面界面之间的纤维缠结,以便由于纤维缠结增加而导致将纤网/层粘结或接合在一起。结合或缠结程度将取决于多种因素,包括但不限于所使用的纤维的类型、其纤维长度、在经历流体缠结工艺之前一个或多个纤网的预结合或缠结程度、所使用的流体类型(液体,诸如水、流或气体,诸如空气)、流体压力、流体料流数目、工艺速度、流体停留时间以及一个或多个纤网/其他层和形成/载体表面的孔隙率。最常见流体缠结过程之一被称为水力缠结,其为非织造纤网领域中普通技术人员已熟知的过程。流体缠结过程的实例可见于授予Radwanski等人的美国专利第4,939,016号、授予Evans的美国专利第3,485,706号、以及授予Radwanski的美国专利第4,970,104和4,959,531号,这些专利各自出于所有目的以引用方式整体并入本文中。
术语“gsm”在本文中是指克/平方米。
术语“亲水的”在本文中是指因与纤维接触的水性液体而润湿的纤维或纤维表面。又可在所涉及的液体和材料的接触角和表面张力方面来描述材料的润湿程度。适合测量特定纤维材料或纤维材料混纺物的可润湿性的设备和技术可由Cahn SFA-222表面力分析系统(Cahn SFA-222Surface Force Analyzer System)或基本上等同的系统提供。当使用此系统测量时,将接触角小于90的纤维认定为“可润湿的”或亲水的,并将接触角大于90的纤维认定为“不可润湿的”或疏水的。
术语“液体不可渗透的”在本文中是指一层或多层层压材料,其中在一般使用条件下,在液体接触点处,在大体垂直于所述层或层压材料的平面的方向上,尿液等液体身体流出物将不会穿过所述层或层压材料。
术语“液体可渗透的”在本文中是指并非液体不可渗透的任何材料。
术语“熔喷”在本文中是指通过将熔融热塑性材料通过多个细的、通常圆形的模具毛细管挤出为熔融线或丝到汇聚的高速受热气(例如空气)流中而形成的纤维,高速受热气流使熔融热塑性材料的丝变细以减小其直径,所述直径可以是微纤维直径。此后,熔喷纤维由高速气流携载并且沉积在收集表面上以形成随机分散的熔喷纤维网。这种过程例如在授予Butin等人的第3,849,241号美国专利中公开,所述美国专利以引用的方式并入本文中。熔喷纤维是微纤维,所述微纤维可以是连续的或非连续的,通常小于约0.6旦尼尔,并且当沉积在收集表面上时可以是发黏的和自粘的。
术语“非织造”在本文中是指在不借助于织物机织或针织过程的情况下形成的材料或材料网。所述材料或材料网可具有单独的纤维、丝或线(统称为“纤维”)的结构,其可以是嵌插的(interlaid),但与针织物中的可识别方式不同。非织造材料或网可由许多工艺形成,例如但不限于熔喷工艺、纺粘工艺、梳理网工艺等。
术语“柔韧的”在本文中是指顺应性的并且很容易适形于穿戴者身体的大体形状和轮廓的材料。
术语“纺粘”在本文中是指通过以下方式形成的小直径纤维将熔融热塑性材料作为丝从具有圆形或其他构型的纺丝头的多个细毛细管中挤出,然后通过引出拉拔和以下专利中描述的过程等常规过程将挤出的丝的直径快速减小,所述专利为,授予Appel等人的第4,340,563号美国专利、授予Dorschner等人的第3,692,618号美国专利、授予Matsuki等人的第3,802,817号美国专利、授予Kinney的第3,338,992号和第3,341,394号美国专利、授予Hartmann的第3,502,763号美国专利、授予Peterson的第3,502,538号美国专利、以及授予Dobo等人的第3,542,615号美国专利,这些专利中的每一个均以全文引用的方式并入本文中。纺粘纤维为大体上连续的,并且通常平均旦尼尔大于约0.3,并且在一个实施方案中在约0.6、5和10与约15、20和40之间。当沉积在收集表面上时,纺粘纤维通常不会发黏。
术语“超吸收性”在本文中是指水可溶胀的、水不溶性的有机或无机材料,该材料在含有0.9重量%氯化钠的含水溶液中,在大多数有利条件下能够吸收其重量的至少约15倍,并且在一个实施方案中其重量的至少约30倍。超吸收性材料可以是天然的、合成的和改性的天然聚合物和材料。另外,超吸收性材料可以是例如硅胶的无机材料或例如交联聚合物的有机化合物。
术语“热塑性”在本文中是指当暴露于热时可软化和可定形并且在冷却时基本上恢复到非软化状态的材料。
术语“使用者”或“护理者”在本文中是指这样的人:其将诸如但不限于尿布、尿裤、训练裤、较大儿童裤、失禁用产品或其他吸收制品的吸收制品贴合在这些吸收制品之一的穿戴者周围。使用者和穿戴者可以是同一个人。
具有节点、系带和开口的三维纤网:
如图1-3所示,三维非织造材料10可以包括多个节点12和多个连接系带14(为清晰起见,在图1中仅标记节点12之一和连接系带14之一)。节点12和连接系带14可以设置在材料10的开孔区域16内。如图3的横截面视图中最好地展示,节点12可以在非织造材料10的第一表面20上远离基部平面18延伸。基部平面18可以被定义为非织造材料10的第一表面20的大致上平坦的区域,而不是形成节点12的非织造材料10的一部分。换句话说,对于图1-3所示的实施方案,基部平面18可以由提供连接系带14的非织造材料10的第一表面20形成。非织造材料10还可以包括第二表面22。如图3所示,第一表面20可以与第二表面22相对。
节点12可以被构造为各种形状和尺寸,如下文在非织造材料10的制造的讨论中进一步详细讨论。在一些实施方案中,节点12可以是大体上圆柱形的形状。在优选的实施方案中,节点12被构造为不包括任何开口或开孔。在一些实施方案中,节点12可以具有在约1mm至约10mm之间、更优选地在约3mm至约6mm之间的高度15(如在垂直于基部平面18的方向上测量)。节点12的高度15使用在本文的“测试方法”部分中描述的“节点分析测试方法”中描述的分析技术来测量。在一些实施方案中,节点12中的大多数节点可以各自具有约5mm
如图1中所示以及图2中更详细地描绘,连接系带14可以使所述多个节点12相互连接。单个连接系带14可以被称为仅在两个邻近节点12之间延伸。换句话说,单个连接系带14使三个或更多个节点12不相互连接。在优选的实施方案中,节点12中的大多数节点可以包括至少三个连接至邻近节点12的连接系带14。在优选的实施方案中,节点12中的大多数节点可以包括十个或更少的连接至邻近节点12的连接系带14。在一些实施方案中,非织造材料10可以被构造为使得节点12中的大多数节点可以包括三个至八个连接至邻近节点12的连接系带14。例如,在图1和2所示的实施方案中,节点12中的大多数节点包括六个连接至邻近节点12的连接系带14。在其他实施方案中,节点12中的大多数节点包括三个至六个连接至邻近节点12的连接系带14可以是优选的,并且在一些实施方案中,优选地包括三个至四个连接至邻近节点12的连接系带14。
非织造材料10还可以包括开孔区域16中的多个开口24。开口24在本文中也可以被称为“开孔”。如本文所述,开口24是与节点12和连接系带14相比具有更低密度纤维的非织造材料10的非织造材料10的区域。在一些实施方案中,开口24可以基本上不含纤维。如本文所用,开口24将与通常存在于纤维非织造材料中的正常间质纤维间的间隔相区分。例如,图2提供了标记一个开口24的示例性非织造材料10的SEM图像,所述非织造材料包括密度比邻近节点12和连接系带14更低的纤维。开口24可以形成于所述多个连接系带14和所述多个节点12之间。单个开口24可以设置在邻近节点12之间。单个开口24可以被限定在至少三个连接系带14和至少三个节点12之间。在一些实施方案中,单个开口24可以被限定在至少四个连接系带14和至少四个节点12之间。在一些实施方案中,多个开口24中的大多数开口可以被构造为使得每个开口具有在约5mm
在一些实施方案中,用于非织造材料10的所述多个开口24可以为开孔区域16提供约10%至约60%的开口面积百分比。在一些优选的实施方案中,用于非织造材料10的所述多个开口24可以为开孔区域16提供约15%至约45%的开口面积百分比。在一些优选的实施方案中,非织造材料10可以为开孔区域16提供约20%至约40%、或甚至更优选地约20%至约30%的开口面积百分比。如本文所用,开口面积百分比使用在本文的“测试方法”部分中描述的“材料样品分析测试方法”来确定。虽然在“测试方法”部分中有所详细描述,但是“材料样品分析测试方法”涉及将光源投射到非织造材料10上,以使得开口24可以通过以下性质来识别:与结点12和系带14相比,开口24允许更多的光通过图4(为清晰起见仅标记三个开口24)所示的非织造材料10。
所述多个开口24可以为非织造材料10提供多种有利的性质。例如,开口24可以为非织造材料10提供增强的流体转移和/或增加的渗透性。作为一个实例,如果非织造材料10被用于吸入和分布流体的制品中,则开口24可以帮助提供增加的通过和/或跨越非织造材料10的流体的吸入和分布。
特别地,所述多个开口24可以增强如非织造材料10之类的材料吸入和分配BM物质(在本文中也称为粪便或粪便物质)的能力,使BM在材料10上的汇集更少,从而使放置在包括这种非织造材料10的吸收制品的穿戴者的皮肤上的BM更少。为了确定不同的非织造材料有效处理模拟BM的能力,采用确定BM汇集百分比值的测试方法来测试根据本公开的方面的许多不同的非织造材料10(材料A-F)。这种测试方法在标题为“吸收制品”的美国专利号9,480,609中被描述为“残留粪便模拟物的确定”测试方法,该专利的全部内容据此以引用的方式并入以达到不与本文冲突的程度。所测试的不同的非织造材料均以类似的方式形成,但是具有不同的成形表面,从而产生节点12、系带14和开口24的不同图案。这些不同的图案在开孔区域16内的开口面积百分比值、平均开口面积以及所形成的非织造材料的材料体积性质方面产生差异。下表1显示了不同的非织造材料及其性质和性能结果。
表1
首先,可以看出,具有开口24的材料在减少这种材料上的BM汇集量方面是多么有效,所述开口在开孔区域16中为这些材料提供了开口面积百分比值。例如,如表1所示,就残留的汇集BM的量而言,具有最低开口面积百分比值的材料A的性能仍然显著优于
还可以看出,非织造材料10具有相对较大的开口24的平均区域可以是优选的,同时这种非织造材料10具有本文所述的开孔区域16的最小开口面积百分比值或本文所述的开口面积百分比值范围。例如,从表1中可以看出,材料A和E具有相似的开口面积百分比值。然而,对于残留的汇集BM,材料E的性能显著优于材料A。如表1所示,材料E具有的平均开口面积为13.79mm
在本公开的非织造材料的一些特别优选的实施方案中,这种材料具有的开口面积百分比值大于约27%、或大于约27.31%、并且小于约31%、或小于约30.75%可以是优选的。例如,材料B、C和D显示出材料C的性能优于材料B和C二者,而材料B和D具有的开口面积百分比值分别小于和大于材料C。或者,本公开的非织造材料的实施方案具有的开口24的平均区域大于约11.81mm
图5A-5C提供了涉及纤维取向的非织造材料10的另一个有益性质的实例。在非织造材料10的优选的实施方案中,诸如图5A和5B的横截面所示,多个节点12中的至少大多数节点可以被构造为使得它们具有的各向异性值大于1.0,如通过本文的“测试方法”部分中描述的“节点分析测试方法”所测量。节点12在垂直于非织造材料10的第一表面上的基部平面18的方向32上具有较高水平的纤维对齐。图5C提供了由Kimberly-Clark Global Sales,LLC制造和出售的目前作为
表2:图5A-5C的样品的各向异性值
不受理论的束缚,但是据信,本文所述的非织造材料10的节点12的改善的各向异性值可以通过增加成形孔54的深度相对于成形孔54的直径的纵横比来产生,如下文更详细地讨论。
另外,据信,与其他非织造材料相比,包括与
如图5D和图5E所示,本文所描述的示例性非织造材料110(在图6A中示出)以两种压缩相关的测试方法相对于由Kimberly-Clark Global Sales,LLC制造和出售的目前作为
压缩能量测试在本文的“测试方法”部分中更完整地描述,但是通过测量将非织造材料从5克力的初始厚度压缩到约1830克力(约10kPa)的最终厚度所需的能量,通过三个压缩循环来测量材料的压缩回弹性。如图5D中所示,本公开的非织造材料110在每个循环中需要比压缩
因此,优选地,在压缩能量测试的循环1中,本公开的非织造材料提供的压缩能量大于40gf*cm、更优选地大于45gf*cm、更优选地大于50gf*cm、甚至更优选地大于55gf*cm、更甚至更优选地大于60gf*cm。优选地,本公开的非织造材料在压缩能量测试的循环1中提供的压缩能量在40-65gf*cm之间。另外优选地,本公开的非织造材料在压缩能量测试的循环2中提供的压缩能量大于35gf*cm、更优选地大于40gf*cm、更优选地大于45gf*cm、甚至更优选地大于50gf*cm。因此,优选地,本公开的非织造材料在压缩能量测试的循环2中提供的压缩能量在40-55gf*cm之间。另外优选地,本公开的非织造材料在压缩能量测试的循环3中提供的压缩能量大于35gf*cm、更优选地大于40gf*cm、更优选地大于45gf*cm、甚至更优选地大于50gf*cm。优选地,本公开的非织造材料在压缩能量测试的循环3中提供的压缩能量在40-55gf*cm之间。
通过提供更大的压缩回弹性,本公开的非织造材料可以提供另外的有益效果。例如,当非织造材料10用于吸收制品410时,非织造材料10可以维持用于处理身体流出物的空隙体积,将它们吸入吸收组件444中,这可以帮助保持使用者的皮肤更干燥并且更舒适。在将非织造材料10构造于吸收制品410中以使得节点12从非织造材料10的第一表面20的基部平面18朝向吸收主体434延伸的实施方案中,可以特别地实现这种有益效果。另外,通过具有更大的压缩回弹性,非织造材料10可以潜在地为穿着这种吸收制品410的穿戴者的皮肤提供更大的蓬松度和更柔软的感觉。
图5E描绘了压缩线性测试的结果。如本文的“测试方法”部分所完全地描述,压缩线性测试被设计为通过在两个柱塞之间以恒定速率压缩材料直至达到最大预设力来测量非织造材料的压缩性质。通过电位计来检测压缩材料的上柱塞的位移。在计算机屏幕上绘制压缩样品所需的压力量(P,gf/cm
在一些实施方案中,非织造材料10可以包括不同于开孔区域16的侧面区域和/或端部区域。例如,如图1所示,非织造材料10可以包括第一侧面区域26a和第二侧面区域26b。第一侧面区域26a和第二侧面区域26b可以大致上彼此平行并且在纵向方向28上延伸。第一侧面区域26a和第二侧面区域26b可以被构造为使得第一侧面区域26a邻近开孔区域16的第一侧面16a,并且第二侧面区域26b邻近开孔区域16的第二侧面16b。换句话说,开孔区域16可以设置在第一侧面区域26a和第二侧面区域26b之间。在至少一些实施方案中,侧面区域26a、26b可以从材料10的前边缘25一直延伸到材料10的后边缘27。另外,在一些实施方案中,开孔区域16可以从材料10的前边缘25一直延伸到材料10的后边缘27,以使得材料10不具有任何端部区域26c、26d。虽然,在其他实施方案中,侧面区域26a和/或26b可以仅部分地沿着非织造材料10的长度延伸。在这些实施方案中,开孔区域16可以沿着材料10的长度的至少一部分在非织造材料10的横向侧边缘47、49之间完全延伸。
非织造材料10可以具有限定在横向侧边缘47、49之间的宽度35。侧面区域26a、26b分别具有宽度31a、31b,而开孔区域16具有宽度33。虽然在图1中显示为不变,但是在其他实施方案中,宽度31a、31b可以变化。例如,材料10可以形成有开孔区域16,所述开孔区域的边缘在纵向方向28上弯曲和/或成波浪形。在这些实施方案中,宽度31a、31b可以对应于开孔区域16的形状而增加和/或减少。如本文所用,宽度31a、31b可以指侧面区域26a、26b沿着材料10的长度达到的最大宽度。
通常,侧面区域26a、26b具有的宽度31a、31b不占太多的材料10的总宽度35可以是有利的。例如,侧面区域26a、26b通常可以具有比开孔区域16更大的抗拉强度。因此,侧面区域26a、26b的一个有益效果是,它们可以有助于为材料10提供更大的总抗拉强度,从而有助于使得材料10可在高速制造过程中处理,在所述高速制造过程中,材料10在张力下处理(例如,高速吸收制品的制造过程)。然而,已经发现,如果侧面区域26a、26b的宽度31a、31b太大,则材料10在受到张力时会不期望地卷曲,以使得材料10可能无法在所期望的高速制造过程中处理。例如,这种卷曲可以导致非织造材料的边缘在制造过程中随着材料横穿纤网路径而不期望地折叠。据信,侧面区域26a、26b和开孔区域16之间的抗拉强度的差异是造成该卷曲的关键因素。
为了帮助防止材料10卷曲或至少卷曲到影响材料10在高速制造过程中的可加工性的程度,已经发现保持宽度31a、31b小于材料10的总宽度的一定百分比值是所期望的。据信,这种特征有助于确保,当经受高速制造过程的张力时,侧面区域26a、26b的较高的抗拉强度不会支配材料10的性能。已经发现,如果宽度31a、31b各自小于材料10的总宽度35的约20%,则当在典型的高速制造过程中经受张力时,材料10和本公开的其他材料维持所期望的卷曲性质。更优选地,宽度31a、31b各自为材料10的总宽度35的小于约25%、或小于约20%、或小于约17.5%、或小于约15%、小于约12.5%或小于约10%。在这些实施方案的至少一些中,宽度31a、31b可以各自为材料10的总宽度35的大于约5%。因此,开孔区域宽度33可以为材料10的总宽度35的约50%和约90%之间、或约60%和约90%之间、或约65%和约90%之间、或约70%和约90%之间、或约75%和约90%之间、或约80%和约90%之间。
宽度31a、31b可以各自具有相似的值。例如,宽度31a、31b可以具有的值使得宽度31a、31b中的一者在宽度31a、31b中的另一者的值的约50%内,或在宽度31a、31b中的另一者的值的约25%内。
在吸收制品内使用材料10的实施方案中,侧面区域26a、26b可以用于将材料10粘附至吸收制品底片上。在这些实施方案中,宽度31a、31b可以被构造为提供足以使材料10结合至制品底片上,并且确保材料10以足够的强度结合,以使得材料10在制造或使用过程中不分层的区域。已经发现,提供这种有益效果的宽度31a、31b在约10mm至约40mm之间、或在约10mm和约35mm之间、或在约10mm和约30mm之间、或在约10mm和约25mm之间、或在约10mm和约20mm之间。
另外发现,为了控制材料10在张力(诸如可以在高速制造过程中施加于材料10的张力)下的卷曲,存在可以针对以在区域16、26a、26b之间实现的抗拉强度比率。在本文的“测试方法”部分中的抗拉强度测试方法的讨论中详细描述了抗拉强度比率。通常,抗拉强度比率将侧面区域26a、26b二者的累加抗拉强度与开孔区域16的抗拉强度进行比较。如果实现优选的抗拉强度比率,则不需要将侧面区域26a、26b的尺寸限定在一定百分比的材料10的总宽度35之内,以实现所期望的卷曲性能。一般而言,已经发现,材料10在其宽度35上的抗拉强度越均匀,材料10在张力下的卷曲就越小。更具体而言,已经发现,如果材料10和本公开的其他材料的抗拉强度比率大于约0.8且小于约2.5,则它们可以从卷曲的角度适当进行。在其他实施方案中,抗拉强度比率可以更优选地在约0.8和约2之间、或在约0.8和约1.75之间、或在约0.8和约1.5之间。为了确定不同区域16、26a、26b的抗拉强度,使材料10进行抗拉强度测试方法。然后,可以根据如抗拉强度测试方法中所述的等式(1)来计算材料10的抗拉强度比率。
虽然侧面区域26a、26b有助于为材料10提供更大的总抗拉强度,但是尚未发现材料10的侧面区域26a、26b显著影响材料10的颈缩性质。如本文所用,颈缩用于指材料的宽度随着材料经受不断增加的纵向张力而减少的趋势。用作颈缩的度量的一种材料性质是材料的泊松比。已经发现,材料10或更具体而言材料10的开孔区域16,可以需要具有相对较低的泊松比,以便可在高速制造过程(诸如吸收制品制造过程)中加工。
作为材料10用作吸收制品的一部分的一个示例性实例,如果材料10在张力下颈缩太多,则它最终可能无法覆盖所期望的吸收制品的宽度。这种极端颈缩可以导致制品内的粘合剂未被材料10覆盖。这种暴露的粘合剂可以不期望地将吸收制品的其他特征部结合在一起或使此类制品难以打开。已经发现,确保材料10的任何颈缩不致于太大的材料10的开孔区域16的有利的泊松比是在1%的应变下小于约3、或在1%的应变下小于约2.5、或在1%的应变下小于约2、或在1%的应变下小于约1.5的那些泊松比。可以根据在本文的“测试方法”部分中描述的泊松比测试方法来发现开孔区域16的泊松比。
侧面区域26a、26b的另一个特征是它们具有的开口面积百分比值可以小于开孔区域16的这种开口面积百分比值。如上文所述,期望开孔区域16的开口面积百分比值足够高以帮助产生所期望的材料10的吸入性质。相反,就吸入或其他流体处理性质而言,侧面区域26a、26b不需要进行与开孔区域16类似的操作。因此,在一些实施方案中,侧面区域26a、26b具有的开口面积百分比值可以小于开孔区域16的开口面积百分比值。侧面区域26a、26b具有的开口面积百分比值小于约10%、或小于约8%、或小于约6%可以是更优选的。
侧面区域26a、26b也可以具有最小开口面积百分比值。例如,在材料10是流体缠结的材料的情况下,可以运行成形过程以在侧面区域26a、26b内形成微开孔81。成形过程可以另外地或可替代地形成纤维密度大大降低的区域39,其中该过程将纤维从成形表面的第一区域(例如,如图8A所示的开孔71之间的成形表面50的外表面58的一部分)移动,用于使材料10朝向成形表面的第二区域(例如,如图8A所示的开孔71)成形。这些微开孔81和纤维密度大大降低的区域39都可以有助于确定侧面区域26a、26b的开口面积百分比值。这些特征可见于图6E中。
在材料10是流体缠结的材料的情况下,已经发现,侧面区域26a、26b的开口面积百分比值通常可以大于约0.5%、或大于约0.6%、或大于约0.7%、或大于约0.8%、或大于约0.9%、或大于约1.0%、或大于约1.25%、或大于约2.5%,如根据材料样品分析测试方法所测定。已经发现,在本公开的流体缠结的非织造材料(诸如材料10)中,侧面区域26a、26b的开口面积百分比通常大于类似基重的常规非织造材料(诸如纺粘材料、熔喷材料,甚至水刺布材料,它们不具有开口和/或突起部,或者在此类材料的成形过程中,开口和/或突起部不整体形成)的开口面积百分比值。
如上文所述,在材料10是流体缠结的材料的情况下,成形过程可以在侧面区域26a、26b内形成纤维密度降低的区域。因此,成形过程还可以在侧面区域26a、26b内(例如在对应于成形表面50中的开孔71的区域中)形成纤维密度增加的区域。随着纤维朝向成形表面50中的开孔71迁移,开孔71至少部分地填充有纤维,从而形成微凸块13,如图6B所示。微凸块13的这种成形过程可以大致上类似于开孔区域16的节点12的成形过程,虽然所得的微凸块13具有的高度17可以显著小于节点12的高度15。例如,微凸块13具有的高度17可以在约0.35mm和约1.0mm之间、或在约0.4mm和约0.9mm之间、或在约0.5mm和约0.9mm之间、或在约0.5mm和约0.8mm之间。
虽然是任选的,但是非织造材料10可以另外包括第一端部区域26c和第二端部区域26d。第一端部区域26c和第二端部区域26d可以大致上彼此平行并且在横向方向30上延伸。第一端部区域26c和第二端部区域26d可以被构造为使得第一端部区域26c邻近开孔区域16的第一端部16c,第二端部区域26d邻近开孔区域16的第二端部16d。任何这种端部区域26c、26d可以以任何方式类似于如上文所述的侧面区域26a、26b。
开孔区域16的开口24可以被构造为多种形状和取向。在图1-4所示的实施方案中,开口24各自被构造为大致上三角形形状。如图1和4最佳地显示,各种开口24的三角形形状可以处于各种取向。如下文更详细地描述,开口24可以被构造为各种其他形状和构型,所述形状和构型可以由用于制造非织造材料10的过程和设备驱动。
在一些特定实施方案中,开口24可以具有大致上卵形形状。例如,如图6A、6C和6D所示,开口24是椭圆形的,具有大致上圆形的侧面。在本公开的至少一些实施方案中,开口24可以具有主要维度41和次要维度43,如图6D所示。主要维度41可以是围绕单个开口24的材料110上的两个点之间的最大距离,而次要维度43可以是围绕单个开口24并且通过开口24的中心的材料110上的两个点之间的最小距离。中心可以是几何中心。在根据本公开的一些实施方案中,主要维度41被定向为使得其基本上在纵向方向28上延伸可以是有利的。如本文所用,当主要维度41相对于纵向方向28形成小于四十五度的角度45时,主要维度41被定向为基本上在纵向方向28上延伸。在一些特定的实施方案中,开口24中的大多数开口的主要维度41可以基本上在纵向方向28上延伸。在另外的实施方案中,所有开口24的主要维度41可以基本上在纵向方向28上延伸。
当在吸收制品内使用时,其中材料110和本公开的其他材料的开口24的主要维度41基本上在纵向方向28上延伸的此类实施方案在吸入方面可以比其他实施方案更好地进行。随着液体和/或半液体侵污影响材料(诸如材料10),液体和/或半液体物质将倾向于在纵向方向28上比在横向方向30上相对更多地扩散。因此,在开口24的主要维度41基本上在纵向方向28上延伸的情况下,液体和/或半液体物质有更多的机会通过开口24转移并进入存在于吸收制品(例如,涌流材料和/或吸收主体)内的任何液体管理和保持系统中。一些另外的有益效果可以是,围绕开口24的纤维可以在纵向方向28上相对更多地定向,这可以增强材料10的抗拉强度-这是能够在高速转换过程中加工此类材料的重要因素。
根据本公开的更具体的实施方案,开口24的主要维度41可以相对于纵向方向28形成小于约三十五度、或小于约二十五度、或小于约十五度的角度45。当然,并非所有开口24的主要维度41都可以相对于纵向方向28以完全相同的角度45定向。例如,即使在大多数或更多的开口24的主要维度41基本上在纵向方向28上延伸的实施方案中,由单个开口24的主要维度41形成的特定角度45也可以在约零度和约四十五度之间的范围内。
在另外其他实施方案中,不同的开口24的主要维度41可以基本上在纵向方向28上延伸,但是在相对的横向方向上定向。例如,在图6A、6C和6D中可以看出,各种开口24被描绘为主要维度41被定向为使得其基本上在纵向方向28上但是朝向第一横向方向延伸。可以看出,主要维度41基本上在纵向方向28上延伸的其他开口24被定向为使得它们的主要维度41朝向与第一横向方向相对的第二横向方向延伸。
材料110和本公开设想的其他材料的另一个特征是开口24的纵横比可以被包含在一定范围内。在本公开的至少一些实施方案中,本公开的材料的开口的平均纵横比可以在约1.3和约3.25之间、或在约1.4和约3.0之间、或在约1.3和约2.5之间、或在约1.3和约2.0之间。开口24的这些纵横比范围可以帮助促进侵污体液的吸入,特别是结合开口24的上述取向,从而增加此类材料的总体流体处理性能。
图6C显示了含有后边缘27的材料110的区域的特写图,该图更详细地描绘了材料110的节点12、连接系带14和开口24的对齐和取向。已经发现,特征部12、14和24的特定对齐和取向能够在本公开的材料内产生所期望的性质。例如,特定对齐和取向可以有助于产生针对材料的可加工性的所期望的抗拉强度性质和/或所期望的颈缩性质,同时仍然允许高度开放的材料并且因此实现有利的流体处理性质。虽然相对于材料110的特定图案描述了这种对齐和取向,但是应当理解,本公开设想的其他材料可以在其他图案和材料中实现这样描述的对齐和取向。
材料110的节点12、连接系带14和开口24的图案产生纵向邻近节点12和横向邻近节点12的系列。如果在中心C1和C2之间绘制的直线85不通过任何开口24或其他节点12并且相对于纵向方向28形成小于四十五度的角度,则节点12是纵向邻近的,诸如节点12a和12b。同样,如果在节点12c、12d的中心之间绘制的直线不通过任何开口24或任何其他节点12并且相对于横向方向30形成小于四十五度的角度,则节点12是横向邻近的,诸如节点12c和12d(或节点12d和12e)。
在一些实施方案中,材料110具有基本上在纵向方向28上延伸的纵向邻近节点12的一个或多个通道21可以是有利的。这种基本上在纵向方向28上延伸的通道21可以帮助增强材料110的抗拉强度,从而帮助材料110能够承受高速制造过程中存在的力。基本上在纵向方向28上延伸的通道21也可以帮助提供有利的材料110的颈缩性能。
通道21包括一系列连接的纵向邻近节点12。通道21被认为基本上在纵向方向28上延伸,其中在通道21内的纵向邻近节点12的中心之间绘制的直线(诸如在节点12a、12b的中心C1、C2之间绘制的直线85)相对于纵向维度28形成小于约二十度、更优选地小于约十五度、甚至更优选地小于约十度、还甚至更优选地小于约五度的角度。在图6C中未显示出角度,因为直线85相对于纵向方向28形成的角度为零。
在两个或更多个节点12的中心和连接的纵向邻近的参考节点12的中心之间绘制的直线,各自相对于纵向方向28形成小于约二十度的角度的情况下,被认为与参考节点12一起处于通道21中的连接的纵向邻近节点12是这样的连接的纵向邻近节点12:对于所述节点而言,在其中心和参考节点12的中心之间绘制的直线形成较小的角度。在连接的纵向邻近节点12的中心和参考节点12的中心之间绘制的直线相对于纵向方向28形成相等的角度的情况下,通道21终止,并且连接的纵向邻近节点12都不被认为是具有参考节点12的特定通道21的一部分。
在一些实施方案中,材料110具有至少三个基本上在纵向方向28上延伸的通道21、或至少四个基本上在纵向方向28上延伸的通道21、或至少五个基本上在纵向方向28上延伸的通道21、或六个基本上在纵向方向28上延伸的通道21可以是优选的。
在另外的实施方案中,材料110具有最小数量的通道21可以是有利的,所述通道基于材料110的开孔区域16的宽度33基本上在纵向方向28上延伸。为了帮助确定材料(诸如材料110)是否具有最小期望数量的基本上在纵向方向28上延伸的通道21,已经开发出无单位的通道数比率。该通道数比率的值等于材料110的开孔区域16的宽度33(单位为毫米)除以基本上在纵向方向28上延伸的材料110的通道21的数量。已经发现,通道数比率值小于约15的材料110可以具有足够的抗拉强度以便适用于高速制造过程。在更优选的实施方案中,通道数比率可以小于约12、或小于约10、或小于约8。虽然不期望涵盖所有合适的设想实施方案,但是通道数比率通常可以大于约3、或大于约4、或大于约5。
基本上在纵向方向28上延伸的通道21具有长度23。长度23是在基本上在纵向方向28上延伸的通道21的节点12的中心之间测量的纵向长度,所述节点被设置为最靠近通道21内的材料10的后边缘27和前边缘25。通常,基本上在纵向方向28上延伸的通道21延伸的长度23大于材料110的总长度L的约25%、或大于材料110的总长度L的约50%、或大于约75%、或大于约80%、或大于约90%可以是有利的。在至少一些实施方案中,基本上在纵向方向28上延伸的通道21可以延伸材料110的整个长度L。虽然,应当理解,并非所有基本上在纵向方向28上延伸的通道21都需要延伸这样的长度23。相反,可能的情况是,基本上在纵向方向28上延伸的通道21中的大多数通道延伸的长度23大于上述值。
总体上,以上述方式进行的节点12的对齐可以发挥使连接系带14在纵向方向28上大致上对齐的作用。例如,在纵向邻近节点12的中心之间绘制的直线85可以接近连接系带14的位置和方向,所述连接系带连接这些纵向邻近节点12。通过使这些通道21基本上在纵向方向28上延伸,材料110的连接系带14中的至少一些可以基本上纵向对齐。这些基本上纵向对齐的连接系带14可以被操作以为材料110提供如上文所讨论的有利的抗拉强度和/或颈缩性质。
材料110可以另外具有基本上在纵向方向28上延伸的开口24的一个或多个通道37。正如节点12的通道21那样,开口24的通道37包括一系列纵向邻近开口24。开口24是纵向邻近的,其中在邻近开口24的中心之间绘制的直线仅跨越单个连接系带13,并且相对于纵向方向28形成小于约四十五度的角度。开口24的中心可以是开口24的几何中心。
通道37被认为基本上在纵向方向28上延伸,其中在通道37内的纵向邻近开口24的中心之间绘制的直线(诸如在开口24a、24b的中心C之间绘制的直线77)相对于纵向维度28形成小于约二十度、更优选地小于约十五度、甚至更优选地小于约十度、还甚至更优选地小于约五度的角度。在图6C中未显示出角度,因为直线77相对于纵向方向28形成的角度为零度。
在两个或更多个开口24的中心和纵向邻近的参考开口24的中心之间绘制的直线,各自相对于纵向方向28形成小于约二十度的角度的情况下,被认为与参考开口24一起处于通道37中的纵向邻近开口24是这样的纵向邻近开口24:对于所述开口而言,在其中心和参考开口24的中心之间绘制的直线形成较小的角度。在纵向邻近开口24的中心和参考开口24的中心之间绘制的直线相对于纵向方向28形成相等的角度的情况下,通道37终止,并且纵向邻近开口24都不被认为是具有参考开口24的特定通道37的一部分。
在图6C中可以看出,纵向邻近开口24的通道37从基本上在纵向方向28上延伸的节点12的通道21横向偏移。也就是说,至少相对于基本上在纵向方向28上延伸的节点12的通道21和开口24的通道37,在纵向邻近节点12之间未纵向设置开口24,并且这种构型提供了多个连接系带14,所述连接系带可以基本上在纵向方向28上延伸并且为非织造材料110提供上文所述的抗拉强度和减少的颈缩的有利性质。
对于材料110,其中横向邻近节点12维持一定程度的纵向偏移也可以是有利的。例如,在横向邻近节点12(诸如节点12c和12d或者节点12d和12e)的中心之间绘制的直线相对于横向方向30形成大于约零度的角度19可以是有利的。角度19大于约十度、或更优选地大于约十五度、或更优选地大于约二十度可以是更优选的。在这些实施方案中,角度19可以小于约二十五度、或小于约二十度、或小于约十五度。当然,材料110内的所有横向邻近节点12不必具有这种特征,据此在横向邻近节点12的中心之间绘制的直线在所述范围内形成角度19。在一些实施方案中,仅大多数横向邻近节点12可以具有这种特征,据此在横向邻近节点12的中心之间绘制的直线在所述范围内形成角度19。
在材料110是流体缠结的材料的情况下,材料110的一个独特性质是连接纵向邻近节点12的连接系带14和连接横向邻近节点12的连接系带14内的纤维取向的差异。已经发现,根据系带各向异性测试方法,各向异性(连接系带14内的纤维对齐的一种度量,所述连接系带14连接纵向邻近节点12)通常大于约1.3、或大于约1.4、或大于约1.5。相比之下,根据系带各向异性测试方法,连接横向邻近节点12的连接系带14的各向异性通常小于约1.1、或小于约1.08、或小于约1.05。这些结果表明,与连接横向邻近节点12的连接系带14内的纤维相比,连接纵向邻近节点12的连接系带14内的纤维更多地在相似的方向上大致上对齐。该特征可以另外帮助在纵向方向28上为材料110提供抗拉强度。
非织造材料10可以包括各种纤维。在一个实施方案中,非织造材料10可以包括合成纤维和粘合纤维。在包括合成纤维和粘合纤维的优选的实施方案中,粘合纤维可以提供占非织造材料10的总重量的至少约5%的所述多种纤维,更优选地占非织造材料10的总重量的至少约10%的所述多种纤维。可以使用的合成纤维的实例包括聚酯纤维、聚丙烯纤维和/或聚丙烯和聚乙烯的双组分纤维,然而,可以理解的是,在不脱离本公开的范围的情况下可以使用其他纤维。可以使用的示例性粘合纤维是FiberVisions提供的ESC233粘合纤维,它具有的线密度为3旦尼尔,切割长度为40mm,每英寸卷曲数为18,以及FiberVisions提供的ESC215粘合纤维,它具有的线密度为1.5旦尼尔,切割长度为40mm,每英寸卷曲数为18。然而,还设想了可以使用其他类型的粘合纤维。
在一些实施方案中,非织造材料10可以另外地或可替代地包括天然纤维。非织造材料10的纤维可以是随机沉积的,并且可以是短长度纤维,诸如用于梳理网、气流成网纤网、共成形纤网等的那些纤维,并且可以具有小于100mm、更通常地在10-60mm的范围内的纤维长度。可替代地或另外地,非织造材料的纤维可以包括更连续的纤维,诸如熔喷或纺粘纤网中存在的那些纤维,并且可以具有大于100mm的纤维长度。
在一些实施方案中,非织造材料10可以被构造为单层材料。在其他实施方案中,非织造材料10可以被构造为层合物,所述层合物包括非织造材料10可以结合的前体材料。在下文参考图7更详细地描述的示例性前体材料可以是纺粘材料。
图6F和6G分别显示了非织造材料210和310的替代性实施方案。这些替代性实施方案表明,非织造材料10、110、210、310可以包括各种构型的节点12、连接系带14和开口24。分别地,图6A-6G的非织造材料110、210、310各自包括开孔区域16和侧面区域26a、26b、26c、26d。分别地,在图6A-6G的非织造材料110、210、310的描述中,值得注意的是,为清晰起见,并未标记所有的节点12、连接系带14和开口24。
图6F展示了非织造材料210,所述非织造材料包括开孔区域16,所述开孔区域包括多个节点12,所述节点各自具有四个连接至邻近节点12的连接系带14。如图6F所示,非织造材料210中的一些开口24可以大致上被构造为菱形形状,或可以包括一定的弯曲度以呈现出透镜的形状(在终点处连接有两个圆弧的双凸形)。如图6F所示,开口24可以彼此相对以相同的取向构造。
另外,与图6A-6D所示的非织造材料110相比,图6F所示的非织造材料210的实施方案在某些材料处理方面可以是次优选的,因为非织造材料210不包括基本上在纵向方向28上延伸的节点12的通道21,因为开口24设置在各个节点12之间,从而防止一系列节点12被构造在基本上在纵向方向28上延伸的节点12的通道21中。
图6G提供了又一种示例性替代性非织造材料310,它包括开孔区域16,所述开孔区域包括多个节点12。非织造材料310被构造为使得一些节点12(诸如节点12a)具有六个连接系带14,而一些节点12(诸如节点12b)具有三个连接系带14。如图6G所示,系带14可以具有彼此不同的厚度。另外如图6G所示,一些节点12可以被构造为具有与其他节点12不同的面积。开孔区域16还包括多个开口24。非织造材料310被构造为使得一些开口24(诸如开口24a)被构造为大致上六边形形状,而一些开口24(诸如开口24b)被构造为大致上菱形形状,或具有一定的弯曲度以呈现出透镜的形状。如图6G所示,开口24可以被构造为使得一些开口24可以提供彼此不同的面积。
图7A展示了用于如何制造本公开的非织造材料10的示例性过程和装置100′。在图7A中,提供了包含多种纤维的前体纤网36。前体纤网36可以由多种纤网成形技术形成,诸如但不限于湿法成网、泡沫成网或梳理过程。在图7A所示的一个优选的实施方案中,前体纤网36可以通过湿法成网过程形成,其中纤维和水浆38从滚筒40沉积在前体成形表面42上。图7A所示的前体成形表面42可以是前体材料,诸如纺粘纤网。然而,还设想了,纤维和水浆38可以直接沉积于带、筛网或提供前体成形表面42的其他表面上。可以通过驱动辊46驱动的带44或本领域的普通技术人员已知的其他转移装置来转移前体纤网36。如果前体纤网36是通过湿法成网过程形成的,则前体纤网36可以通过已知的技术使用干燥器48来干燥。
无论是脱机还是联机完成,前体纤网36都可以被转移至成形表面50上。成形表面50可以是纹理化滚筒52的表面,诸如成形筛网,示例性成形表面50的一部分在8A和8B中更详细地示出。纹理化滚筒52可以如图7A所示旋转,并且可以由本领域的普通技术人员熟知的任何合适的驱动装置(未示出)(诸如电动机和齿轮)来驱动。形成纹理化滚筒52的材料可以是通常用于这种成形滚筒的许多合适材料,包括但不限于金属板、塑料和其他聚合物材料、橡胶等。
图8A提供了成形表面50的一部分的第一示例性实施方案。成形表面50可以包括多个成形孔54、多个突起部56和多个连接系带成形区域69。连接系带成形区域69可以被设置在所述多个成形孔54和所述多个突起部56之间,并且通常可以是既不是成形孔54也不是突起部56的成形表面50的区域。
如下文更详细地讨论,成形孔54、突起部56和连接系带成形区域69的几何形状、间隔和取向将对应于非织造材料10中的结点12、开口24和连接系带14的成形。事实上,这些成形孔54、突起部56和连接系带区域69的对齐和取向可以在如本文所述的非织造材料的成形中提供有利的性质。例如,特定对齐和取向可以有助于产生针对材料的可加工性的所期望的抗拉强度性质和/或所期望的颈缩性质,同时仍然允许高度开放的材料并且因此实现有利的流体处理性质。虽然相对于图8A中的成形表面50和图8B中的成形表面50′的特定图案描述了这种对齐和取向,但是应当理解,本公开设想的其他成形表面可以在其他图案中实现这样描述的对齐和取向。
如图8A所示,成形表面50可以包括多个成形孔54,所述成形孔对应于所期望的非织造材料10的节点12的形状和图案。虽然图8所示的成形孔54是圆形的,但是应当理解,根据最终用途应用,可以使用任何数量的形状和形状的组合。另外的或可替代的可能的成形孔54的形状的实例包括但不限于椭圆形、十字形、正方形、矩形、菱形、六边形和其他多边形。
成形孔54可以布置在多个通道55(图8A中标记的三个通道55)中,所述通道在成形表面50的纵向方向57上延伸。例如,如果成形表面50是圆柱形纹理化滚筒52的一部分,则成形表面50的纵向方向57可以对应于圆周方向。成形孔54的通道55可以由纵向邻近的成形孔54形成。如上文针对图6A和图6C所示的非织造材料110的节点12所讨论,如果在成形孔54的中心之间绘制的直线63不通过任何突起部56或任何其他成形孔54,并且相对于纵向方向57形成小于四十五度的角度,则成形孔54是纵向邻近的。类似地,如果在成形孔54的中心之间绘制的直线不通过任何突起部56或任何其他成形孔54并且相对于成形表面50的横向方向61形成小于四十五度的角度,则成形孔54也可以被布置于在成形表面50的横向方向61上延伸的通道中。
在两个或更多个成形孔54的中心和连接的纵向邻近的成形孔54的中心之间绘制的直线,各自相对于成形表面50的纵向方向57形成小于约二十度的角度的情况下,被认为与参考成形孔54一起处于通道55中的连接的纵向邻近的成形孔54是这样的连接的纵向邻近的成形孔54:对于所述成形孔而言,在其中心和参考成形孔54的中心之间绘制的直线形成较小的角度。在连接的纵向邻近的成形孔54的中心和参考成形孔54的中心之间绘制的直线相对于成形表面57的纵向方向57形成相等的角度的情况下,通道55终止,并且连接的纵向邻近的成形孔54都不被认为是具有参考成形孔54的特定通道55的一部分。
成形孔54的通道55包括一系列连接的纵向邻近的成形孔54。成形孔54的一个或多个通道55被构造为基本上在纵向方向57上延伸可以是优选的。当在纵向邻近的成形孔54的中心之间绘制的直线(诸如直线63)相对于纵向方向57形成小于约二十度、更优选地小于约十五度、甚至更优选地小于约十度、还甚至更优选地小于约五度的角度时,通道55被认为在纵向方向上延伸。在图8A中未显示出角度,因为直线63相对于纵向方向57形成的角度为零度。在一些优选的实施方案中,在纵向方向57上布置的成形孔54的所述多个通道55中的大多数通道可以被构造为基本上在纵向方向57上延伸。一些实施方案,诸如图8A所示的实施方案可以使成形孔54的所有通道55置于以这种方式构造的成形表面50上。
在一些实施方案中,成形表面50具有至少三个基本上在成形表面50的纵向方向57上延伸的成形孔54的通道55、或至少四个基本上在纵向方向57上延伸的通道55、或至少五个基本上在纵向方向57上延伸的通道55、或六个基本上在纵向方向57上延伸的通道55可以是优选的。
基本上在成形表面50的纵向方向57上延伸的成形孔54的通道55可以具有跨越整个成形表面50的长度,或可以仅在纵向方向57上形成成形表面50长度的一部分(诸如成形表面50的圆周的一部分)。例如,在一些实施方案中,可以设想的是,基本上在成形表面50的纵向方向57上延伸的成形孔54的单个通道55可以延伸5%、或10%、或15%、或20%、或25%、或更多的成形表面50的长度。在一些实施方案中,基本上在成形表面的纵向方向57上延伸的成形孔54的通道55可以延伸小于95%、或小于90%、或小于85%、或小于80%、或小于75%的成形表面50的长度。成形表面50还可以包括多个突起部56,所述突起部远离成形表面50的外表面58延伸。如图8所示,突起部56可以被构造为锥体几何形状,然而,突起部56可以具有各种其他几何形状、横截面形状、间隔和取向。在一些实施方案中,随着所述多个突起部56进一步远离成形表面50的外表面58延伸,它们的横截面面积可以减小。例如,图8所示的突起部56的锥体形状的面积减小,另一个突起部56远离成形表面50的外表面58延伸。
总体上,用于形成基本上在纵向方向57上延伸的成形孔54的通道55的成形孔54的对齐可以使连接系带成形区域69在纵向方向57上对齐。例如,在纵向邻近成形孔54的中心之间绘制的直线63可以接近连接系带成形区域69的位置和方向,所述连接系带成形区域连接这些纵向邻近的成形孔54。通过使成形孔54的这些通道55基本上在纵向方向57上延伸,连接系带成形区域69中的至少一些可以基本上纵向对齐。这些基本上纵向对齐的连接系带成形区域69可以产生诸如上文讨论的非织造材料110,所述非织造材料可以提供有利的抗拉强度和/或颈缩性质,但是仍维持适当的开口面积百分比。
突起部56可以布置在多个通道59(图8A中标记的三个通道59)中,所述通道在成形表面50的纵向方向57上延伸。突起部56的通道59可以由一系列连接的纵向邻近的突起部56形成。如上文针对图6A和6C所示的非织造材料110中的开口24所讨论,突起部56是纵向邻近的,其中直线(诸如图8A中的直线65a或65b)不通过任何成形孔54或任何其他突起部56,并且仅跨越单个连接系带成形区域69,并且相对于成形表面50的纵向方向57形成小于约四十五度的角度。突起部56的中心可以是突起部56的几何中心。类似地,如果在突起部56的中心之间绘制的直线不通过任何成形孔54或任何其他突起部56,并且直线仅跨越单个连接系带成形区域69,并且相对于成形表面50的横向方向61形成小于四十五度的角度,则突起部56也可以是横向邻近的。
在一些实施方案中,在纵向方向57上延伸的突起部56的所述多个通道59中的大多数通道从基本上在纵向方向57上延伸的成形孔54的最近邻近通道55横向偏移。通过这种构型,诸如图8A(以及图8B所示的替代性实施方案)所示的构型,设置在成形孔54之间的连接系带成形区域69可以基本上在纵向方向57上延伸。因此,由这种成形表面50形成的非织造材料10可以具有连接系带14,所述连接系带基本上在非织造材料110的纵向方向28上延伸,诸如如上文针对图6A和6C中的非织造材料110所述。如上文所述,这可以提供非织造材料110的有利的性质,即改善的抗拉强度和减少的颈缩,同时维持非织造材料110的开孔区域16的所期望的开口面积百分比。
在一些实施方案中,每个通道59内的突起部56可以被构造为使得纵向邻近的突起部56可以形成直线65a或65b,所述直线分别与纵向方向57形成角度67a、67b。在一些实施方案中,该角度67a或67b可以在15度至60度之间。如图8A所示,突起部56的通道59内的纵向邻近的突起部56可以在纵向方向57上形成Z字形图案,以使得突起部56的单个通道59内的每个突起部56在横向方向61上从其先前的突起部56横向偏移,并且其连续突起部56在相同的横向方向61上在通道59中偏移。
然而,在一些优选的实施方案中,诸如图8B中的替代性成形表面50′的详细顶视图所示的实施方案,成形表面50′可以被构造为包括基本上在纵向方向57上延伸的突起部56的一个或多个通道59。当在纵向邻近的突起部56的中心之间绘制的直线(诸如直线65)相对于纵向方向57形成小于约二十度、更优选地小于约十五度、甚至更优选地小于约十度、还甚至更优选地小于约五度的角度时,通道59被认为在纵向方向上延伸。在图8B中未显示出角度,因为直线65相对于纵向方向57形成的角度为零度。在一些实施方案中,在纵向方向57上延伸的突起部56的所述多个通道59中的大多数通道被构造为基本上在纵向方向57上延伸。并且在一些实施方案中,突起部56的所述多个通道59的基本上所有或所有可以以这种方式构造。
仍然参见图8B,每个突起部56可以包括长度73和宽度75。长度73也可以被称为突起部56的主要维度,宽度75可以被称为突起部56的次要维度。如上文所述,与突起部56的宽度75相比,长度73可以使得在非织造材料110中形成开口24的纵横比,如上文结合图6D所讨论。优选地,突起部56的长度73与宽度75的纵横比大于1.0。在一些实施方案中,突起部56的长度73与宽度75的纵横比为约1.3至约3.25、或在约1.4和约3.0之间、或在约1.3和约2.5之间、或在约1.3和约2.0之间。在一些实施方案中,突起部56的长度73可以被定向为使得长度75基本上在成形表面50的纵向方向57上延伸。如本文所用,长度73在纵向方向57上定向的突起部56旨在涵盖这样的突起部56:其长度73的方向与成形表面50的纵向方向57形成小于45度的角度。在一些实施方案中,诸如图8B所示,通道59内的多个突起部56可以以这种方式构造。在一些实施方案中,突起部56的通道59内的基本上所有或所有突起部56都可以以这种方式构造。另外如图8B所示,突起部56的邻近通道59可以被构造为使得突起部56的主要维度(或长度73)的角度取向在不同的横向方向上定向。例如,突起部56的最左侧通道59使得突起部56的长度73在第一横向方向上定向,而突起部56的第二通道59使得突起部56的长度73在与第一横向方向相对的第二横向方向上定向。在一些实施方案中,突起部56的邻近通道59中的突起部56可以被构造为使突起部56定向为使得其长度73在彼此成镜像的横向方向上延伸。
成形表面50还可以包括一个或多个基本上不包括突起部56的区域60a、60b。如下文所进一步详细讨论,区域60a、60b可以对应于非织造材料10中的侧面区域26a、26b。在一些实施方案中,对应于侧面区域26a、26b的区域60a、60b可以包括开孔71。然而,在优选的实施方案中,如果包括在内的话,则区域60a、60b中的开孔71的横截面面积小于成形表面50中的成形孔54,并且可以在流体缠结过程中帮助除去流体。例如,区域60a、60b中的开孔71的平均面积可以小于成形表面50中的成形孔54的平均面积。如图6B所示,区域60a、60b中的开孔71可以使得微凸块13成形。区域60a、60b中的开孔71之间的成形表面50的外表面58的区域可以形成微开孔81和/或较低纤维密度的区域39。
回到图7A,通常,带孔的成形表面50可拆卸地配合至任选的多孔内侧滚筒外壳62上,从而不同的成形表面50可以被用于不同的最终产品设计。多孔内侧滚筒外壳62与流体除去系统64接合,这有助于将缠结的流体和纤维向下拉入成形表面50中的成形孔54中,从而在非织造材料10中形成节点12。多孔内侧滚筒外壳62也可用作阻止纤维进一步向下移动进入流体去除系统60和设备的其他部分内从而减小设备的污染的阻挡机构。多孔内侧滚筒外壳62沿与纹理化滚筒52相同的方向并以相同速度转动。此外,为了进一步控制非织造材料10上的节点12的高度,可以改变内侧滚筒外壳62和成形表面50的外表面58之间的距离。通常,成形表面50的外表面58和内侧滚筒外壳64的外表面之间的间隔范围在约0至约5mm之间。可根据特定的最终用途应用和所期望的非织造材料10的特征使用其他范围。
在纹理化滚筒52或其他突起成形表面50内的成形孔54的深度可在1mm与10mm之间,但优选在约3mm与6mm之间,以制造具有最适合用在所预期的常见应用中的形状的节点12。当沿着长轴测量时,成形孔54横截面直径(或主要维度)可以在约2mm与10mm之间,但是优选地在3mm与6mm之间,并且成形孔54在中心到中心的基础上的间隔可以在3mm与10mm之间,但是优选在4mm与7mm之间。成形孔54之间的间隔图案可根据特定的最终用途被改变和选择。图案的一些实例包括但不限于对齐的行和/或列的图案、歪斜的图案、六边形图案、波浪形图案和描绘图画、图形和物体的图案。
成形孔54的横截面尺寸和它们的深度影响在非织造材料10中形成的节点12的横截面和高度。通常,当沿纵向观察时,在成形孔54前缘处带有尖或窄角的成形孔54形状应被避免,因为它们有时可能削弱从成形表面50安全地除去非织造材料10而不损坏节点12的能力。此外,成形表面50中的厚度/孔深度通常往往对应于非织造材料10中的节点12的深度或高度。然而,应当注意,每个孔深度、间隔、尺寸、形状和其他参数可彼此独立地被改变,并且可基于要形成的非织造材料10的特定的最终用途被改变。
不受理论的束缚,但是据信,成形孔54的深度与成形孔54的直径(或主要维度)的特定纵横比有助于增加非织造材料10中的节点12的各向异性。如果成形孔54的形状不是圆形,则在上下文中使用术语“主要维度”,例如,如果成形孔54被成形为椭圆形,则主要维度将是椭圆沿其长轴的长度。据信,成形孔54的深度与成形孔54的直径(或主要维度)的纵横比大于1.0会使非织造材料10的结点12的各向异性增加。在一些优选的实施方案中,成形孔54的深度与成形孔54的直径(或主要维度)的纵横比可以在1.0至1.2之间。如上文所述,非织造材料10中的节点12中各向异性的增加可以为非织造材料10提供改善的压缩性质。
在图7A所示的实施方案中,成形表面50以放置在纹理化滚筒52上的成形筛网的形式显示。然而,应当理解,其他装置可以用于产生成形表面50。例如,有小孔的带或线材(未示出)可被使用,其包括在带或线材中的合适位置处形成的成形孔54。另选地,柔性的橡胶化的带(未示出)可以被使用,其对加压流体缠结料流是不可渗透的,但是处于成形孔54的位置。这样的带和线材对那些本领域普通技术人员来说是众所周知的,用于驱动和控制这样的带和线材的速度的装置也是如此。纹理化滚筒52对于根据本公开的非织造材料10的成形是更有利的,因为它可以在成型孔54和突起部56之间产生光滑且不可渗透缠结流体的外表面58,并且不在非织造材料10上留下线编织图案,而线带往往这样做。
在成形表面50形成纹理化滚筒52的一部分作为成形筛网的实施方案中,成形表面50及其特征可以通过使用多种技术来实现。例如,成形表面50及其成形孔54和突起部56的特征可以通过铸造、模制、冲压、模锻、机械加工、激光切割、水射流切割和3D打印或任何其他合适的方法来形成。
示例性装置和方法100′还可以包括一个或多个流体缠结装置66。就此最常见的流体被称为水刺或水力缠结技术,其使用加压水作为用于缠结的流体。因此,流体缠结装置66可以包括多个高压流体射流(未示出),以排放多个加压流体流68。这些流体流68(优选地水)可以被引导朝向成形表面50上的前体纤网36,并且可以使纤维进一步缠结在非织造材料10和/或前体成形表面42内(在这种情况下,前体成形表面是底层的材料纤网)。流体流68还可以使前体纤网36中的纤维被引导到成形孔54中,并且被引导出非织造材料10的第一表面20的基部平面18,并且被引导到垂直于基部平面18的Z方向38上,以形成非织造材料10中的节点12(参见图2和3)。流体流68还可以提供多个节点12中的至少大多数节点,所述节点被构造为使得它们具有大于1.0的各向异性值,如上文所讨论。流体流68还可以使前体纤网36中的纤维被引导围绕成形表面50上的突起部56直到连接系带成形区域69中,以在非织造材料10上形成所述多个连接系带14和所述多个开口24。
在图7A中,根据所需的缠结程度以及所需的非织造材料10的特定尺寸和质量,显示了单个流体缠结装置66,然而,可以使用多个这样的流体缠结装置66。流体缠结装置66的缠结流体流68从喷射器通过由一行或多行加压流体射流组成的喷射组或喷射带(未示出)喷射,所述加压流体射流具有小开孔,其直径通常在0.08与0.15mm之间且沿横向的间距为约0.5mm。射流中的压力可以在约5巴至约400巴之间,但是除了重型非织造材料10之外以及当需要原纤化时,通常小于200巴。根据特定的最终应用,可以使用其他喷射器尺寸、间隔、喷射器数量和喷射压力。这样的流体缠结装置66对于那些本领域普通技术人员来说是众所周知的且可从如德国的Fleissner和法国的Andritz-Perfojet购得。
流体缠结装置66通常具有喷孔,所述喷孔定位或与成形表面50间隔约5mm和约20mm之间,更通常地约5mm和约10mm,而实际间隔可以根据所作用于的材料的基重、流体压力、所使用的单独射流的数量、经由流体去除系统64所用的真空量以及设备运行的速度而改变。
在图7A所示的实施方案中,流体缠结装置66是常规的水力缠结装置,其构造和操作对于本领域的普通技术人员来说是熟知的,例如授予Evans的美国专利号3,485,706,该专利的内容以引用的方式整体并入本文用于所有目的。另请参见Honeycomb Systems,Inc.,Biddeford,Me.在标题为“Rotary Hydraulic Entanglement of Nonwovens”的文章中对水力缠结设备的描述,该文章转载自INSIGHT‘86INTERNATIONAL ADVANCED FORMING/BONDING Conference,其内容通过引用方式并入本文用于所有目的。
驱动辊46和纹理化滚筒52的旋转速度可以彼此相对设定为各种速度。在一些实施方案中,驱动辊46和纹理化滚筒52的旋转速度可以相同。在其他实施方案中,驱动辊46和纹理化滚筒52的旋转速度可以不同。例如,在一些实施方案中,纹理化滚筒52的速度可以小于驱动辊46的速度,以提供在纹理化滚筒52上的成形表面50上的前体纤网36的超喂。这种超喂可用于在非织造材料10中提供各种性质,诸如改善非织造材料10中的结点12的成形以及增加结点12的高度。
在流体缠结装置66从流体缠结流68发生流体缠结之后,前体纤网36成为形成上文所述的非织造材料10的水力缠结纤网,所述水力缠结纤网包括多个节点12、多个连接系带14(使所述多个节点12相互连接)和多个开口24,如上文所述。装置100′和过程可以另外包括从成形表面50除去非织造材料10的水力缠结纤网以及干燥水力缠结纤网以提供三维非织造材料10。非织造材料10的干燥可以通过本领域的普通技术人员已知的技术进行。在前体纤网包括粘合纤维的实施方案中,非织造材料10的干燥可以活化粘合纤维。活化粘合纤维可以通过帮助保持节点12的几何形状和高度来帮助保持非织造材料10的三维性,所述节点在非织造材料10的第一表面20上远离基部平面18延伸(如图2和3所示)。
图7B提供了用于制造如本文所述的非织造材料10的装置和方法100″的替代性构型。在图7B中,装置和方法100′’可以包括支撑纤网43,所述支撑纤网在流体缠结单元66之前与前体纤网36接触。通过将前体纤网36与支撑纤网43分开,可以实现前体纤网36和支撑纤网43的不同进料选择。例如,与纹理化滚筒52相比,前体纤网36可以通过驱动辊46的尺寸和速度被超喂给流体缠结单元66,而支撑纤网43可以通过驱动辊47以匹配纹理化滚筒52的速度供给到流体缠结单元66。这在Kirby,Scott S.C.等人发明的美国专利号9,474,660中有所进一步描述,该专利整体并入本文以达到不与本文冲突的程度。
另外如图7C所示,在一些实施方案中,非织造材料10可以与另外的纤网(诸如载体材料151)组合。载体材料151可以通过任何合适的结合机构(诸如通过粘合剂结合或机械结合(例如,超声结合、压力结合、热结合或任何其他合适的结合机构))结合至非织造材料10。在一些优选的实施方案中,载体材料151在非织造材料10的第一侧面区域26a和第二侧面区域26b中结合至非织造材料10,但是在非织造材料的开孔区域16中不结合。载体材料151可以在流体缠结单元66之后结合至非织造材料10。在一些实施方案中,载体材料151可以在干燥非织造材料10之后结合至非织造材料10。在其他实施方案中,载体材料151可以在干燥非织造材料10之前结合至非织造材料10。载体材料151可以为非织造材料10提供另外的抗拉强度,并且可以改善其在高速转换和/或制造环境中的处理。载体材料151优选地是液体可渗透的材料,并且结合至非织造材料10,以使得载体材料151邻接包括节点12的非织造材料10的第一表面20,如图7D最佳地显示。另外值得注意的是,载体材料151可以添加至结合图7B描绘和描述的装置100”和的过程,其中支撑纤网43供应给与前体纤网36分离的流体缠结单元66。
图7D描绘了沿着图7C的直线7D-7D观察的非织造材料10和载体材料151的横截面。如图7D所示,结合至载体材料151的非织造材料10可以具有第一表面155和第二表面157。在图7D所示的特定实施方案中,材料10以一定的取向结合至载体片材151,其中材料10的节点12从材料10的基部平面18,诸如从第一表面20,朝向载体材料10的第二表面157延伸。然而,在其他实施方案中,可以设想材料10和载体材料151的其他取向。
在一些实施方案中,载体材料151的宽度可以大于材料10的宽度35,诸如图7D所示。在材料10和载体材料151的层合物被用作吸收制品中的衬里的情况下,这种构型可以是所期望的。在这些实施方案中,材料10可以定位于制品的吸收主体上,而载体材料151可以完全跨越在吸收制品的底片的边缘之间。然而,在其他实施方案中,载体材料151的宽度可以等于材料10的宽度。下文结合图11A-14更详细地描述了设置在吸收制品内的本公开的非织造材料(诸如材料10和次要材料(诸如载体材料151))的各种构型。
载体材料151可以包括任何合适的非织造材料,诸如纺粘材料、熔喷材料、纺粘-熔喷-纺粘(SMS)材料、水刺布材料等等。载体材料151通常可以具有在约30gsm和约100gsm之间的基重。总之,载体材料151可以为材料10提供增加的强度,以允许材料10在高速制造过程中处理。在至少一些实施方案中,载体材料151可以有利地有助于材料10的流体处理性质。
载体材料151可以在结合区域153内结合至材料10。在至少一些实施方案中,材料10仅在结合区域153内结合至载体材料151。如图所示,这些结合区域153可以设置在材料10的侧面区域26a、26b内。在一些实施方案中,结合区域153可以与侧面区域26a、26b共延伸。虽然,在其他实施方案中,诸如图7D所示,结合区域153可以比侧面区域26a、26b更窄。材料10和载体材料151可以通过机械结合方法(诸如热结合、超声结合、压力结合等等)来结合。或者,材料10和载体材料151可以通过粘合剂来结合。
然而,在其他实施方案中,材料10可以在结合区域153内以及在材料10的开孔区域16内进一步结合至载体材料151。例如,粘合剂可以在与材料10的开孔区域16接触的区域中施用于载体材料151。在这些实施方案中,材料10的节点12可以与侧面区域26a、26b的至少一部分一起另外结合至载体片材151。
虽然图7A-7C显示了示例性装置100′、100″和100″′以及用于制造非织造材料10的流体缠结方法,但是可以设想与这些装置100′,100″和100″′的差异,并且可以使用流体缠结过程。例如,如上文所述,前体纤网36可以采用除湿法成网过程之外的各种技术来提供,诸如通过泡沫成网过程或梳理过程来形成。另外,前体纤网36可以提供于单独的直线上,并且缠绕在芯辊(未示出)上,然后输送至单独的生产线,以通过如上文所讨论的流体缠结装置66参与流体缠结过程。
吸收制品:
在多种潜在用途之一中,如上文所述的非织造材料10可以被掺入吸收制品410中。参见图9-11,示出了吸收制品410(例如尿布)的非限制性图示。吸收制品的其他实施方案可包括训练裤、青少年短裤、成人失禁用服装和女性卫生制品。虽然本文所述实施方案和图示可以大体上应用于在产品纵向上制造的吸收制品(其在下文中被称为产品的机器方向制造),但应当指出,在不脱离本公开的精神和范围的情况下,本领域的普通技术人员可将本文的信息应用于在产品的纬度方向上制造的吸收制品,其在下文中被称为产品的横向制造。
本公开的非织造材料10可以形成如下文所述的吸收制品410的一个或多个部件或者部件的一个或多个部分。在下文所述和图9-11展示的示例性实施方案中,非织造材料10可以形成吸收制品410的身体侧衬里428。然而,如上文所述,可以设想,非织造材料10可以另外地或可替代地形成吸收制品410的其他部件或者部件的其他部分,包括但不限于外覆层426、流体转移层446、流体采集层448、腰部防漏构件454和/或紧固系统的部件(诸如前紧固件492)。
图9所示的吸收制品410可以包括底片11。吸收制品410可包括前腰区412、后腰区414和裆区416,其中裆区设置在前腰区412和后腰区414之间并且分别与前腰区412和后腰区414互连。前腰区412可被称为前端区,后腰区414可被称为后端区,并且裆区416可被称为中间区。
如图9和10所示,吸收制品410可以具有一对纵向侧边缘418、420和一对相对的腰部边缘,这对腰部边缘分别被认定为前腰边缘422和后腰边缘424。前腰区412可与前腰边缘422邻接,并且后腰区414可与后腰边缘424邻接。纵向侧边缘418、420可从前腰边缘422延伸至后腰边缘424。纵向侧边缘418、420可以具有在前腰边缘422和后腰边缘424之间弯曲的部分,如图10所示,而在其他实施方案中,可以被构造为在平行于纵向方向430的方向上延伸它们的整个长度。
前腰区412可包括吸收制品410在穿戴时被至少部分地定位在穿戴者正面上的部分,而后腰区414可包括吸收制品410在穿戴时被至少部分地定位在穿戴者的背面上的部分。吸收制品410的裆区416可包括吸收制品410的这样一部分:当被穿戴时,该部分定位在穿戴者的腿部之间,并且可部分地覆盖穿戴者的下体。吸收制品410的腰部边缘422和424被构造成环绕穿戴者的腰部并且一起限定穿戴者腰部的中央腰部开口423(如图9中所标记)。当吸收制品410被穿戴时,纵向侧边缘418、420在裆区416中的部分可大体限定穿戴者腿部的腿部开口。
吸收制品410可包括外覆层426和身体侧衬里428。外覆层426和身体侧衬里428可形成底片411的一部分。在一个实施方案中,身体侧衬里428可通过任何合适的方式以叠加关系结合到外覆层426,这些方式诸如但不限于粘合剂、超声结合、热结合、压力结合或其他常规技术。外覆层426可限定纵向方向430上的长度和侧向方向432上的宽度,它们在所示实施方案中可与吸收制品410的长度和宽度一致。
底片411可包括吸收主体434。吸收主体434可设置在外覆层426与身体侧衬里428之间。在一个实施方案中,吸收主体434可具有一定的长度和宽度,该长度和宽度与吸收制品410的长度和宽度相同或更小。身体侧衬里428、外覆层426和吸收主体434可形成吸收组件444的一部分。吸收组件444还可以包括在身体侧衬里428和吸收主体434之间的流体转移层446(如图10和11所示)和流体采集层448(如图10和11所示)。在一些实施方案中,如果存在流体转移层446,则采集层448可以如本领域中已知的那样在身体侧衬里428和流体转移层446之间。如本领域中已知的,吸收组件444还可包括设置在吸收主体434与外覆层426之间的间隔层(未示出)。在一些实施方案中,吸收组件444可包括其他部件。还可以设想,一些实施方案可以不包括流体转移层446和/或采集层448和/或间隔层。
吸收制品10可被构造成用于容纳和/或吸收从穿戴者排出的液体、固体和半固体的身体流出物。在一些实施方案中,一对防漏翼片(未示出)可以被构造为提供对身体流出物的横向流动的屏障。在一些实施方案中,吸收制品410可以另外包括本领域的技术人员已知的腿部弹性构件(未示出)。在一些实施方案中,吸收制品10可包括腰部防漏构件454。腰部防漏构件454可设置在吸收制品410的后腰区414中。尽管本文未描绘,但可以设想,腰部防漏构件454除此之外或作为替代可设置在吸收制品410的前腰区412中。
关于本文所述吸收制品10的这些元件中的每一个的另外的细节可在下文中并且参照图1至7看到。
外覆层:
外覆层426和/或其部分可以是可透气的和/或液体不可透过的。外覆层426和/或其部分可以是弹性的、可拉伸的或不可拉伸的。外覆层426可由单层、多层、层合物、纺粘织物、膜、熔喷织物、弹性结网、微孔纤网、粘结的梳理纤网或由弹性体或聚合物材料提供的泡沫构造成。在一个实施方案中,例如,外覆层426可由诸如聚乙烯或聚丙烯的微孔聚合物膜构造成。
在一个实施方案中,外覆层426可以是单层液体不可透过的材料,诸如聚合物膜。在一个实施方案中,外覆层426可以至少在吸收制品410的侧向方向432上是可适当拉伸的,并且更适当地有弹性的。在一个实施方案中,外覆层26可以是在横向方向432和纵向方向430两者上可拉伸的,并且更适当地弹性的。在一个实施方案中,外覆层426可以是多层层合物,其中至少一层为液体不可透过的。在一些实施方案中,外覆层426可以是两层构造,所述两层可以通过层合物粘合剂结合在一起。合适的层压胶粘剂可作为珠粒、喷雾、平行涡旋等被连续地或间歇地施加,但应理解,内层可通过包含但不限于超声粘结、热粘结、压力粘结等其他粘结方法粘结到外层。
外覆层426的外层可以是任何合适的材料,并且可以是为穿戴者提供大体像布一样的纹理或外观的材料。这样的材料的实例可以是可从德国的SandlerA.G.获得的具有菱形结合图案的100%的聚丙烯结合的梳理纤网,例如,30gsm的Sawabond4185?或等同物。适合用作外覆层426的外层的材料的另一个实例可以是20gsm的纺粘聚丙烯非织造网。外层也可以由与可如本文所述构造身体侧衬里428的材料相同的材料构造成。
外覆层426的液体不可透过的内层(或液体不可透过的外覆层426,在该情况下外覆层426具有单层构造)可以是蒸气可透过的(即,“可透气的”)或蒸气不可透过的。液体不可渗透的内层(或者当外覆层426具有单层构造时,液体不可渗透的外覆层426)可以由薄塑料膜制成。液体不可渗透的内层(或者当外覆层426具有单层构造时,液体不可渗透的外覆层426)可抑制液态身体流出物从吸收制品410漏出并打湿诸如床单和衣服的制品以及穿戴者和护理者。
在一些实施方案中,在外覆层426具有单层构造的情况下,其可以被压花和/或糙面处理以提供更像布一样的纹理或外观。外覆层426可允许蒸气从吸收制品410溢出,同时防止液体穿过。合适的液体不可透过的、蒸气可透过的材料可由微孔聚合物膜或非织造材料构成,该材料已被涂布或以其他方式处理以赋予期望水平的液体不可渗透性。
吸收主体:
吸收主体434可被适当地构造成大体上可压缩的、适形的、柔韧的、对穿戴者的皮肤无刺激性的,并且能够吸收和保持液态身体流出物。吸收主体434可以制成各种各样的尺寸和形状(例如,矩形、梯形、T形、I形、沙漏形等),并且由各种各样的材料制成。吸收主体434的尺寸和吸收容量应与预期穿戴者(婴儿到成人)的体型和由吸收制品410的预期用途施加的液体负荷相容。吸收主体434可具有可小于或等于吸收制品410的长度和宽度的长度和宽度。
吸收主体434包括吸收材料。在一个实施方案中,吸收主体434可由亲水性纤维、纤维素纤维(例如,木浆纤维)、天然纤维、合成纤维的纤网材料、织造或非织造片材、稀松布结网或其他稳定结构、超吸收性材料、粘结剂材料、表面活性剂、选定的疏水性和亲水性材料、颜料、洗剂、气味控制剂等、以及它们的组合构成。在一个实施方案中,吸收主体434可以是纤维素绒毛和超吸收性材料的基质。在一个实施方案中,吸收主体434可以由单层材料构造成,或者在备选方案中可以由两层或更多层材料构造成。
各种类型的可润湿、亲水性纤维可在吸收主体434中使用。合适的纤维的示例包含:天然纤维;纤维素纤维;由纤维素或纤维素衍生物构成的合成纤维,例如人造纤维;由本质上可润湿材料构成的无机纤维,例如玻璃纤维;由本质上可润湿热塑性聚合物制成的合成纤维,例如特定的聚酯或聚酰胺纤维,或由不可润湿热塑性聚合物构成的合成纤维,例如已通过合适的方式亲水性化的聚烯烃纤维。例如通过用表面活性剂处理、用二氧化硅处理、用具有合适的亲水性部分且不易从纤维移除的材料处理,或通过在纤维形成期间或之后用亲水性聚合物对不可润湿的疏水纤维包覆,可将纤维亲水性化。合适的超吸收性材料可选自天然的、合成的和改性的天然聚合物和材料。超吸收性材料可以是例如硅胶的无机材料或例如交联聚合物的有机化合物。在一个实施方案中,吸收主体434可以不含超吸收性材料。
如果存在间隔层,则吸收主体434可设置在间隔层上并且叠加在外覆层426上。间隔层可结合到外覆层426,例如通过粘合剂结合。在一些实施方案中,可能不存在间隔层,吸收主体434可直接接触外覆层426并且可直接结合到外覆层426。然而,应当理解,吸收主体434可以与外覆层426接触但不与该外覆层粘结,并且保持在本公开的范围内。在一个实施方案中,外覆层426可由单层构成,并且吸收主体434可与外覆层426的单层接触。在一些实施方案中,诸如但不限于流体转移层446和/或间隔层的层的至少一部分可被定位在吸收主体434与外覆层426之间。吸收主体434可粘结到流体转移层446和/或间隔层。
身体侧衬里:
吸收制品410的身体侧衬里428可覆盖在吸收主体434和外覆层426之上,并且可被构造成接纳来自穿戴者的流出物的侵染并且可将穿戴者的皮肤与由吸收主体434保留的废液隔离。身体侧衬里428可以形成底片411的面向身体的表面419的至少一部分,所述面向身体的表面被构造为贴近穿戴者的皮肤。
在多个实施方案中,流体转移层446可以被定位在身体侧衬里428和吸收主体434之间(如图11所示)。在多个实施方案中,采集层448可以被定位在身体侧衬里428和吸收主体434或流体转移层446(如果存在)之间(如图11所示)。在多种实施方案中,身体侧衬里428可经由粘合剂和/或通过点融合结合而结合到采集层448或流体转移层446(如果不存在采集层448)。点融合粘结可以选自超声粘结、热粘结、压力粘结、以及它们的组合。
在一个实施方案中,身体侧衬里428可延伸超出吸收主体434和/或流体转移层446(如果存在)和/或采集层448(如果存在)和/或间隔层(如果存在),以便覆盖在外覆层426的一部分之上,并且可通过认为合适的任何方法粘结到外覆层(诸如,通过由粘合剂结合到外覆层),以将吸收主体434基本上包封在外覆层426与身体侧衬里428之间。在一些实施方案中,身体侧衬里428和外覆层426可具有相同的宽度和长度尺寸。然而,在一些实施方案中,身体侧衬里428可以比外覆盖层426更窄和/或比外覆层426更短。在一些实施方案中,沿平行于纵向方向430的方向测量,身体侧衬里428的长度可以在吸收制品410的长度的50%-100%的范围内。在一些实施方案中,身体侧衬里428的宽度可能比外覆层426大。还可以设想,身体侧衬里428可以不延伸超过吸收主体434和/或可以不固定到外覆层426。在一些实施方案中,身体侧衬里428可以包裹吸收主体434的至少一部分,包括包裹在吸收主体434的两个纵向边缘和/或吸收主体434的端部边缘中的一者或多者周围。可以进一步设想,身体侧衬里428可以由多于一个区段的材料构成。
身体侧衬里428可具有不同的形状,包括矩形、沙漏形或任何其他形状。身体侧衬里428可以是适当适形的、柔软舒适且对穿戴者的皮肤无刺激性的,并且可与吸收主体434的亲水性相同或更低,以允许身体流出物容易地渗透至吸收主体434并为穿戴者提供相对干燥的表面。
身体侧衬里428可以由各种类型的材料制成,例如合成纤维(例如,聚酯纤维或聚丙烯纤维)、天然纤维(例如,木纤维或棉纤维)、天然纤维和合成纤维的组合、多孔泡沫、蜂窝状泡沫、有孔塑料膜等。合适的材料的示例包含但不限于人造丝、木材、棉花、聚酯、聚丙烯、聚乙烯、尼龙或其他可热粘结的纤维、聚烯烃,例如但不限于聚丙烯和聚乙烯的共聚物、线性低密度聚乙烯和例如聚乳酸的脂族酯、带细孔的膜纤网、网材料等,以及其组合。
各种织造和非织造织物可用于身体侧衬里428。身体侧衬里428可包括织造织物、非织造织物、聚合物膜、膜-织物层合物等,以及它们的组合。非织造织物的示例可包含纺粘织物、熔喷织物、共成形织物、梳理网、粘结梳理网、双组分纺粘织物、水刺布等,以及其组合。身体侧衬里428不一定是单层结构,因此可包括多于一层的织物、膜和/或纤网,以及它们的组合。例如,身体侧衬里428可包括可被水力缠绕的支撑层和突出层。突出层可包括中空突出部,诸如在由Kirby、Scott S.C.等人发明的美国专利号9,474,660中公开并且在图8中描绘的那些。
例如,身体侧衬里428可由聚烯烃纤维的熔喷或纺粘纤网构成。替代地,身体侧衬里428可以是由天然纤维和/或合成纤维构成的粘结的梳理纤网。身体侧衬里428可由基本上疏水的材料构成,并且疏水材料可以任选地用表面活性剂处理或以其他方式加工以赋予期望水平的润湿性和亲水性。可通过例如喷雾、印刷、刷涂等任何常规的方式施加表面活性剂。表面活性剂可被施加到整个身体侧衬里428,或者可以选择性地施加到身体侧衬里428的特定部段。
在一个实施方案中,身体侧衬里428可以由非织造的双组分纤网构成。非织造的双组分网可以是纺粘双组分网或粘结梳理双组分网。双组分毛丛纤维的示例包含聚乙烯/聚丙烯双组分纤维。在此特定的双组分纤维中,聚丙烯形成芯,并且聚乙烯形成纤维的外皮。在不脱离本公开的范围的情况下,可使用具有例如多瓣、并列型、端对端的其他取向的纤维。在一个实施方案中,身体侧衬里428可以是纺粘基底,其具有约10或12至约15或20gsm的基重。在一个实施方案中,身体侧衬里428可以是12gsm的纺粘-熔喷-纺粘基底,在这两个纺粘层之间施加有10%的熔喷内容物。
虽然外覆层426和身体侧衬里428可包含弹性体材料,但可以设想,外覆层426和身体侧衬里428可以由大体上非弹性体的材料构成。在一个实施方案中,身体侧衬里428可以是可拉伸的,并且更适当地有弹性的。在一个实施方案中,身体侧衬里428可以是至少在吸收制品410的侧向或周向方向上适当地可拉伸的,并且更适当地弹性的。在其他方面,身体侧衬里428可以是分别在侧向方向432和纵向方向430两者上可拉伸的,并且更适当地弹性的。
在图9-11B所示的示例性实施方案中,上文所述的水力缠结的非织造材料10可以用于身体侧衬里428。如图11A所示,本公开的非织造材料10可以被定向为使得所述多个节点12从第一表面20上的基部平面18朝向吸收主体434延伸。换句话说,非织造材料10的第二表面22可以形成底片411的面向身体的表面419的至少一部分,所述面向身体的表面被构造为贴近穿戴者的皮肤。非织造材料10的开孔区域16可以被构造为允许流出物流过非织造材料10中的所述多个开口24到达吸收组件444的下层结构,诸如流体采集层448、流体转移层446和吸收主体434。
通过将非织造材料10构造为使得结点12朝向吸收主体434延伸,结点12可以帮助提供另外的空隙体积,以在流出物被收集和转移到整个吸收组件444时被容纳,而仍然保持远离吸收制品410的底片411的面向身体的表面419。在这种取向下,由于非织造材料10的结点12在第一表面20的基部平面18和任何这种下部结构之间产生空间,非织造材料10可以在非织造材料10和吸收制品10中的任何下部结构之间产生针对流出物的空隙体积。由非织造材料10产生的流出物的空隙体积可以根据结点12的高度、结点12的密度和非织造材料10的开孔区域16的面积而变化,并且可以被设计为充分适合各种步长的吸收制品410和被设计为用于处理不同的流出物的吸收制品410。通过产生这种性质的空隙体积,非织造材料10可以以流出物在吸收制品410的底片411的面向身体的表面419上最小扩散的方式吸入流出物。在这种情况下,非织造材料10可以帮助减少流出物与穿戴者的皮肤的接触面积,从而减少刺激穿戴者的皮肤的可能性。
图11A描绘了形成用于吸收制品410的身体侧衬里428的非织造材料10。在这种构型中,非织造材料10可以具有与外覆层426的宽度基本上相似的宽度。非织造材料10的第二表面22可以形成用于吸收制品410的面向身体的表面419,并且可以被构造为接触穿戴者的皮肤。
图11B提供了吸收制品510的替代性实施方案,除非本文另外指明,否则类似于图11A描述的吸收制品410。在图11B中,吸收制品510可以包括结合至载体材料151以形成身体侧衬里528的非织造材料10。载体材料151可以与非织造材料10结合,例如,在上文结合图7C描述的过程100”’中。载体材料151可以结合至非织造材料10的第一侧面20。载体材料151可以被设置在非织造材料和吸收主体434之间。在图11B所示的实施方案中,载体材料151可以被设置在非织造材料10和流体采集材料448之间。
吸收制品内的非织造材料10的其他取向和变化也在本公开的范围内。例如,虽然非织造材料10在图11A和11B显示为被定向为节点12从第一表面20的基部平面18朝向吸收主体434延伸,但是还设想了非织造材料10可以被定向为以使得节点12从第一表面20的基部平面18远离吸收主体434延伸,诸如图11C所示。在图11C所示的吸收制品610的实施方案中,非织造材料10可以形成具有第一表面20的身体侧衬里628,所述第一表面使得面向身体的表面419被构造为贴近穿戴者的皮肤。在这个实施方案中,结点12可以提供与可以在非织造材料10的第一表面20的基部平面18上的身体流出物的分离。另外,节点12可以为身体流出物(诸如BM)在非织造材料10的第一表面20上的扩散提供屏障。通过减少流出物在非织造材料10上的扩散,非织造材料10可以帮助减少对穿戴者的皮肤的刺激,并且可以帮助减少流出物从吸收制品610泄漏的可能性。
图12描绘了类似于吸收制品410、510和610的吸收制品710。在图12的实施方案中,制品710可以包括根据本公开的非织造材料,诸如材料10。从图14中可以更清楚地看出,该图描绘了沿着图12的直线14F-14F观察的制品710的横截面,非织造材料10可以被设置在身体侧衬里728的顶部上。在一些示例性实施方案中,身体侧衬里728可以是材料,诸如结合图7C的过程100′”描述的载体材料151。
在图12的实施方案中,材料10可以具有通常小于身体侧衬里728的宽度的宽度(图1中描述的宽度35)。在这些实施方案中,材料10可以被定位在制品710的底片719上,以便大致上设置在吸收主体434之上。在一些实施方案中,材料10的开孔区域16可以完全覆盖吸收主体434。在这些实施方案中,侧面区域26a、26b可以完全设置在吸收主体434的外侧。然而,在其他实施方案中,侧面区域26a、26b可以与吸收主体434至少部分重叠。
材料10可以至少在整个前腰结合区域173和整个后腰结合区域171中结合至底片719。前腰结合区域173通常可以被设置在材料10的前边缘25附近。在一些实施方案中,前腰结合区域173还在整个材料10的开孔区域16中延伸,并且可以至少部分延伸通过侧面区域26和/或26b,诸如图12所示。前腰结合区域173的长度186可以大于材料10的总长度的约20%、或大于材料10的总长度的约30%、或大于约35%、或大于约40%、或大于约45%、或大于约50%。在一些优选的实施方案中,长度186可以小于材料10的总长度的约60%、或小于约55%、或小于约50%。在至少一些实施方案中,前腰结合区域173通常可以通过机械结合手段,例如通过热结合、超声结合、压力结合等等来形成。然而,在其他实施方案中,前腰结合区域173可以通过粘合剂结合来形成。
在开孔区域16内的材料10的开口24的平均面积大于约17mm
后腰结合区域171被设置在材料10的后边缘27附近,并且使材料10结合至底片719。在一些实施方案中,正如前腰结合区域173那样,后腰结合区域171可以在整个材料10的开孔区域16中延伸,并且可以至少部分进一步延伸通过侧面区域26和/或26b。后腰结合区域171通常可以通过机械结合手段,例如通过热结合、超声结合、压力结合等等来形成。但是,在其他实施方案中,后腰结合区域171可以通过粘合剂结合来形成。
后腰结合区域171与前腰结合区域173形成对比,因为后腰结合区域171具有的长度188远小于前腰结合区域173的长度186。在制品719的后部中,所期望的是,材料10通常不结合至底片719,以使得材料10可以通过面向底片719的节点12提供空隙体积,以提供粪便的增强吸入和储存质量,所述粪便通常排出到材料10的后边缘27附近的制品719的后部区域中。因此,长度188优选地小于材料10的总长度的约10%、或更优选地小于材料10的总长度的约7.5%、或小于约5%、或小于约2.5%。在一些优选的实施方案中,长度188优选地大于材料10的总长度的约2%。后腰结合区域171通常被操作以确保材料10的后边缘27结合至底片719。
图13描绘了与制品710分离的材料10,并且还展示了可以用于将材料10结合至吸收制品710的底片719的示例性结合构型。如图13所示,除结合区域171、173(区域171和173二者均无阴影地显示于图13中,以更清楚地展示了图13内的其他特征)之外,材料10可以通过粘合剂结合175a、175b进一步结合至侧面区域26a、26b内的身体侧衬里728。
在包括材料10的制品710的成形的一些制造过程中,粘合剂可以在材料10被带到衬里728以形成结合175a、175之前施用于身体侧衬里728。因此,在这些实施方案中,粘合剂结合175a、175b具有的宽度177通常小于材料10的侧面区域26a、26b的宽度31a、31b可以是重要的。根据一些实施方案,宽度177可以在侧面区域26a、26b的宽度31a、31b的约50%和约90%之间、或在约60%和约80%之间。虽然粘合剂结合175a、175b显示为延伸材料10的全长,但是它们可以仅延伸材料10的总长度的约80%和约97.5%之间、或约85%和约95%之间。
宽度177小于宽度31a、31b允许所期望的材料10的放置存在一些误差,因为它与衬里728结合时相对于侧面区域26a、26b对齐,并且粘合剂被施用于形成结合175a、175b的衬里728。如果宽度177太大,则正常的过程变化会导致足够大的材料10相对于衬里728的不对齐,从而导致用于形成结合175a、175b的粘合剂被施用于衬里728,与材料10开孔区域16重叠或未被材料10的侧面区域26a和/或26b覆盖。这种粘合剂的重叠或未覆盖的暴露可以导致粘合剂通过开口24或其他方式暴露,这可以进一步导致这种粘合剂不期望地结合至除材料10之外的制品710的一部分。
另外重要的是,平衡形成结合175a、175b的粘合剂的添加量,以确保材料10和衬里728之间有足够的层合强度,并且由于侧面区域26a、26b的相对开放性质,粘合剂不渗出。已经发现,用于形成粘合剂结合175a、175b的粘合剂添加量应大于约6.0gsm、或大于约6.5gsm、并且小于约13gsm、或小于约12gsm。已经发现,粘合剂添加量的这些范围可以确保材料10和衬里728之间有足够的层合强度,以使得材料10在制造或使用过程中不与衬里728分层,并且在侧面区域26a、26b中不发生粘合剂渗出。
在一些特定实施方案中,在形成前腰结合区域173和/或后腰结合区域171之前,材料10可以至少通过粘合剂结合175a、175b来结合至衬里728。例如,在材料10和728的层合物在整个结合区域171、173中结合在一起之前,材料10可以通过结合175a、175b来粘附性地结合至衬里728。在通过机械结合形成结合区域171、173的情况下可以如此。
在这些实施方案中的至少一些中,可以需要在形成结合区域171、173之前形成一个或多个另外的结合。作为一个实例,在形成结合区域171、173之前,材料10通过结合175a、175b在高速制造过程中结合至衬里728的情况下,在形成结合区域171、173之前,加工方向的材料10的前边缘25或27可以不期望地向后折叠。
由于这些原因,将材料10结合至衬里728的一些设想的结合构型包括至少一个另外的结合179或181。在一些实施方案中,根据材料10的端部25还是端部27是加工方向的前边缘,可以仅形成结合179或181中的一者。在其他实施方案中,可以形成结合179和181二者。根据一些实施方案,结合179和/或181可以与粘合性结合175a、175b一起,或至少在形成结合区域171和/或173之前形成。这种另外的结合179和/或181有助于确保,随着结合区域171、173的形成,材料10的前边缘25或27相对于衬里728是平坦的,或后边缘和前边缘25和27二者在形成结合179和181二者的加工方向上。
在一些实施方案中,一个或多个另外的结合179和/或181可以是粘合性结合。根据一些实施方案,结合179和/或181可以至少部分与相应的前腰结合区域或后腰结合区域173、171重叠。在另外的实施方案中,结合179和/或181可以与前腰结合区域和/或后腰结合区域173、171完全重叠。
在结合179和/或181存在的情况下,结合179和/或181可以分别具有前边缘190、192和后边缘194、196。结合179和/或181还可以分别具有长度193和191。通常,结合179或181可以主要被操作以将前边缘25或27在加工方向上结合至衬里728,以允许成功地形成结合区域173或171。虽然结合179和181二者都存在,但是在形成结合区域171、173之前,结合179、181可以被操作以将材料10的前边缘和后边缘二者(例如边缘25和27)在加工方向上结合至衬里27。因此,长度191、193可以相对较短。根据一些实施方案,长度191和/或193可以在约1.0mm和约5.0mm之间,或在约2.0mm和约5.0mm之间,或在约3.0mm和约5.0mm之间。在结合179和/或181是粘合性结合的情况下,这种相对较短的长度191和/或193可以是特别有利的。
在结合179和/或181是粘合性结合的情况下,结合179、181的后边缘192和/或前边缘194可以分别与材料10的后边缘27和前边缘25相距一定的距离182、184定位,如图13所示。虽然距离182和/或184尽可能小可以是所期望的,但是距离182和/或184通常可以在约2.0mm和约5.0mm之间、或在约2.5mm和约5.0mm之间、或在约2.5mm和约4.0mm之间。在结合179和/或181是粘合性结合的情况下,这种与材料10的后边缘27和前边缘25的偏移有助于确保高速吸收制品制造过程中的正常对齐变化不会导致粘合性形成,在材料10的边缘25和/或27之外,结合179和/或181被不期望地暴露。
如图13所示,结合179、181延伸通过材料10的开孔区域16。在结合179、181是粘合性结合的情况下,粘合剂的添加量相对较低,以防止粘合剂从开孔区域16的开口24渗出是重要的。这种粘合剂渗出可以导致制品710的各部分之间的不期望的结合。已经发现,粘合性结合179和/或181的粘合剂添加量应在约10gsm和约40gsm之间、或在约10gsm和约35gsm之间、或在约15gsm和约35gsm之间。
但是,在形成结合179、181二者的实施方案中,在制造过程中使结合材料10的前边缘25或27结合至衬里728的结合179或181可以具有比结合179、181中的另一者更高的添加量。例如,在高速制造过程中,材料10的前边缘25或27承受比后边缘25或27更大的力。因此,可以需要使前边缘25或27结合至衬里728的结合179、181比使后边缘25或27结合至衬里728的结合179、181更强。在这些实施方案中,使前边缘25或27结合至衬里728的结合179或181可以具有在约15gsm和约40gsm之间、或在约25gsm和约35gsm之间的添加量。相比之下,使材料10的后边缘25或27结合至衬里728的结合179、181中的另一者可以具有大于约5gsm但小于约15gsm的添加量。
其他设想的结合构型可以包括具有结合173、175a和175b以及正好结合区域173或正好结合179的构型。另外设想的结合构型可以包括具有结合175a和175b以及结合区域173和正好结合181的构型。还另外设想的结合构型可以包括具有结合175a和175b以及结合179和181二者但不具有结合区域171、173的构型。
腰部防漏构件:
在一个实施方案中,吸收制品410可具有一个或多个腰部防漏构件454。图9和图10示出了在吸收制品410诸如尿布上的腰部防漏构件454的优选实施方案,其中腰部防漏构件454可设置在后腰区414中。在一些实施方案中,腰部防漏构件454可设置在前腰区412中。腰部防漏构件454可设置在底片411的面向身体的表面419上。腰部防漏构件454可以联接到底片411,使得腰部防漏构件454的一部分相对于底片411自由移动,并且可以形成袋以帮助容纳身体流出物。
腰部防漏构件454可由多种材料组成。在一个优选的实施方案中,腰部防漏构件454可由纺粘-熔喷-纺粘(“SMS”)材料组成。然而可以设想,腰部防漏构件54可由其他材料组成,包括但不限于纺粘-膜-纺粘(“SFS”)材料、粘合梳理网(“BCW”)材料或任何非织造材料。在一些实施方案中,腰部防漏构件454可由这些示例性材料中多于一种的层合物或者其他材料组成。在一些实施方案中,腰部防漏构件454可由液体不可透过的材料组成。在一些实施方案中,腰部防漏构件454可由涂覆有疏水性涂层的材料组成。在一些实施方案中,腰部防漏构件54可包括弹性材料,以为吸收制品10提供附加的贴合和防漏特性。在此类实施方案中,合适的弹性材料可包括但不限于天然橡胶、合成橡胶或热塑性弹性聚合物的片材、股线或带状物。弹性材料可被拉伸并粘结到基底,粘结到皱拢的基底,或粘结到基底然后例如通过施加热而弹性化或收缩,使得弹性的回缩力被施加到基底。然而,应当理解,在不脱离本公开的范围的情况下,腰部防漏构件454可以从吸收制品410中被省略。
紧固系统:
在一个实施方案中,吸收制品410可包括紧固系统。紧固系统可包括一个或多个后紧固件491和一个或多个前紧固件492。图9和图10中所示的实施方案描绘了具有一个前紧固件492的实施方案。紧固系统的多个部分可被包括在前腰区412、后腰区414或这两者中。
紧固系统可被构造成在如图9所示的紧固状态下将吸收制品410固定在穿戴者的腰部周围并有助于将吸收制品410在使用期间保持在恰当位置。在一个实施方案中,如本领域中已知的,后紧固件491可包括粘结在一起形成复合耳片的一种或多种材料。例如,复合紧固件可由如图10中所标记的拉伸部件494、非织造载体或钩座496和紧固部件498构成。
节点12中的纤维的各向异性可以通过使用本文描述的图像分析测量方法来确定。该测试方法还可以测量节点高度以及节点12内的纤维和空隙的百分比。
就此而言,考虑了来自每种相应材料的多个节点12的纤维各向异性。通常,图像分析方法经由称为各向异性的特定图像分析测量参数从节点12的横截面图像确定各向异性的数值。节点12的各向异性可以通过以下方法测量:使用X射线微计算机断层扫描(也称为Micro-CT)以无损获取图像,随后使用图像分析技术检测纤维组分,然后测量仅节点12区域内的所述组分的各向异性。图像分析算法执行检测、图像处理和测量,并且还以数字方式将数据传送至电子表格数据库。所得的测量数据用于比较具有纤维节点12组分的不同结构的各向异性。
用于确定每个结构节点的纤维中的各向异性的方法包括获取样品的数字X射线Micro-CT图像的第一步。使用可从Bruker microCT(2550Kontich,Belgium)获得的SkyScan1272Micro-CT系统采集这些图像。将样品附接到由Bruker随SkyScan 1272系统提供的安装设备上,以使得在扫描过程中它不会在其自身重量下移动。扫描过程中使用以下SkyScan1272条件:
-相机像素大小(μ)=9.0
-源电压(kV)=35
-源电流(uA)=225
-图像像素大小(μ)=6.0
-图像格式=TIFF
-深度(比特)=16
-旋转步幅(度)=0.10
-使用360度旋转=否
-帧平均=开启(6)
-随机移动=开启(1)
-平场校正=开启
-过滤器=无过滤器
在完成样品扫描后,然后使用与SkyScan 1272Micro-CT系统一起提供的NRecon程序重建所得的图像集。虽然重建参数可能在一定程度上依赖于样品,并且应该是本领域技术人员已知的,但是以下参数应为分析人员提供基本指导:
-图像文件类型=JPG
-像素大小(μ)=6.00
-平滑=1(高斯)
-环形伪影校正=10
-射束硬化校正(%)=10
在重建完成后,现在可以使用称为DataViewer的Bruker SkyScan软件包将所得的图像数据集用于提取横截面图像切片。在将整个重建的图像数据集下载到DataViewer后,然后Micro-CT技术领域的技术分析人员必须选择和提取位于每个样品中存在的节点中心处或附近的横截面图像切片。对于每个选择的图像,应该获得一个中心节点12。对于典型样本,该过程将生成4-6个图像,并且从中可以使用4-6个节点12进行分析。然后,分析人员应通过改变图像文件后缀编号来对图像按顺序进行重新编号(例如1、2、3等)。
一旦获取了一组横截面Micro-CT图像并从每个样本重新编号,现在可以使用图像分析软件进行各向异性测量。
用于进行各向异性测量的图像分析软件平台为可得自Leica Microsystems(在Heerbrugg,Switzerland设有办事处)的QWIN Pro(3.5.1版)。
因此,用于确定给定样品的各向异性的方法包括对Micro-CT图像集进行若干次各向异性测量的步骤。具体地,图像分析算法用于读取和处理图像以及使用定量电视显微镜用户交互式编程系统(Quantimet User Interactive Programming System,QUIPS)语言执行测量。图像分析算法在下文重现。
定义变量和打开文件
以下行指定数据被发送到的计算机位置
打开文件(C:\Data\94054-Nhan(patent)\z-micro-ct data.xls,通道#1)
暂停文本(“输入集合中最终图像的编号。”)
输入(图像)
样品ID和设置
输入结果标头
文件结果标头(通道#1)
文件行(通道#1)
测量帧(x 31,y 61,宽度1737,高度793)
图像框(x 0,y 0,宽度1768,高度854)
--Calvalue 6.0μm/像素
计算值=6.0
校正(计算值计算单位$每像素)
--输入要分析的图像集的图像前缀名称
暂停文本(“输入图像文件前缀名。”)
输入(标题$)
文件(“Rep.#”,通道#1)
文件(“%Fiber”,通道#1)
文件(“%Voids”,通道#1)
文件(“高度(μm)”,通道#1)
文件(“各向异性”,通道#1)
文件行(通道#1)
对于(重复=1至图像,步骤1)
清除接受
图像采集和检测
ACQOUTPUT=0
以下两行指示在图像分析过程中要读取的Micro-CT图像的计算机位置。
ACQFILE$=″C:\Images\94054-Nhan\Z-slices\″+TITLE$+″″+STR$(REPLICATE)+″.jpg″
读取图像(从文件ACQFILE$至ACQOUTPUT)
色彩变换(单色模式)
灰度变换(WSharpen从图像0到图像1,周期3,运算符盘)
检测(比64更白,从图像1到二进制0)
图像处理
暂停文本(“选择所关注的区域进行分析。”)
二进制编辑[暂停](从二进制0到二进制1接受,半字节填充,宽度2)
二进制修改(从二进制1到二进制2关闭,循环30,运算符盘,边缘腐蚀开启)
二进制识别(从二进制2到二进制3填充洞)
二进制修改(从二进制3到二进制4开启,循环40,运算符盘,边缘腐蚀开启)
暂停文本(“清除扩展的ROI区域中的任何区域。”)
二进制编辑[暂停](从二进制4到二进制5拒绝,半字节填充,宽度2)
暂停文本(“通过最厚的区域二进制绘制垂直线。”)
二进制编辑[暂停](从二进制5到二进制7接受,半字节矩形,宽度2)
二进制逻辑(C=A AND B:C二进制6,A二进制1,B二进制5)
测量分析区域
--分析区域纤维面积
MFLDIMAGE=6
测量字段(平面MFLDIMAGE,进入FLDRESULTS(2),统计进入FLDSTATS(7,2))
选择的参数:面积,各向异性
FIBERAREA=FLDRESULTS(1)
ANISOTROPY=FLDRESULTS(2)
--分析区域面积
MFLDIMAGE=5
测量字段(平面MFLDIMAGE,进入FLDRESULTS(1),统计进入FLDSTATS(7,1))
选择的参数:面积
ROIAREA=FLDRESULTS(1)
PERCFIBER=FIBERAREA/ROIAREA*100
PERCVOIDS=100-PERCFIBER
--测量节点高度
测量特征(平面二进制7,8feret,最小面积:24,灰度图像:图像0)
选择的参数:X FCP,Y FCP,长度
LENGTH=(PLENGTH(FTR))的字段总和
输出数据
文件(REPLICATE,通道#1,′.′后0数位)
文件(PERCFIBER,通道#1,′.′后1数位)
文件(PERCVOIDS,通道#1,′.′后1数位)
文件(LENGTH,通道#1,′.′后1数位)
文件(ANISOTROPY,通道#1,′.′后2数位)
文件行(通道#1)
接下来(重复)
关闭文件(通道#1)
结束
使用QWIN Pro软件平台执行QUIPS算法。最初提示分析人员输入特定样本在集合中的图像数量。然后提示分析人员输入样本识别信息,该信息被发送至EXCEL文件。
接着通过交互式命令窗口和输入窗口提示分析人员输入要分析的Micro-CT图像的图像文件前缀。在该步骤之后,将通过上述图像分析算法自动读取给定样品的所有后续图像。
然后提示分析人员使用计算机鼠标手动选择所关注的节点区域进行分析。应注意选择整个节点,以包括刚好在材料基部平面18处的锥形部分。
在自动进行若干步图像处理后,将再次提示分析人员清理所有所关注的过度扩展区域(ROI)面积。使用计算机鼠标以及通过同时使用计算机键盘上的“Control”和“b”键同时按下和放开重叠的二进制图像,即可完成此操作。在该步骤后,二进制应仅覆盖节点。
最后将提示分析人员使用计算机鼠标在二进制图像的最高区域绘制一条垂直线。该线将被计算机算法用于测量节点12的高度。
选择所关注的节点12区域,清理过度扩展的区域并通过节点12的最高区域绘制垂直线的过程将重复进行,直到分析完特定样本的所有图像为止。
在分析完所有图像后,以下测量参数数据将位于相应的EXCEL文件中:
重复#
%纤维
%空隙
高度
各向异性
每个这些参数的列中将列出4-6个值。为了比较样本之间的各向异性值,可以通过以90%的置信度水平进行Student′s T分析,在不同的样本之间比较标记为“各向异性”的列中的数据。
如本文所述的“材料样品分析测试方法”可以用于确定给定的样品非织造材料10中的开口面积百分比。就此而言,开口面积百分比被认为是从光源透射的光直接不受阻碍地通过的非织造材料的面积的百分比。一般来讲,该图像分析方法通过特定图像分析测量参数(诸如面积)来确定材料的开口面积百分比的数值。该测试方法和设备还提供了测量开口24的尺寸、开口24的圆度、开口24的纵横比、节点12的二维面积以及节点12的密度和间隔的能力。该测试方法涉及获得样品的两个单独的数字图像。
材料开孔区域样品分析设置和确定
在图15中代表性地示出了用于获取开孔区域的图像的示例性设置。具体地,将CCD摄像机70(例如,Leica DFC 300FX摄像机,得自Leica Microsystems(Heerbrugg,Switzerland))固定在标准支架72(诸如Polaroid MP-4Land Camera标准支架,此前得自Polaroid Resource Center(Cambridge,MS),目前可以从诸如eBay的来源获得)上。将标准支架72连接到大镜头取景器74,诸如可得自Dunning Photo Equipment,Inc.(在Bixby,Oklahoma设有办事处)的KREONITE大镜头取景器。将自动样品台76放置在大镜头取景器74的上表面上。自动样品台76用于自动地移动给定样品的位置以供相机观察。合适的自动样品台76是可得自Prior Scientific Inc.(在Rockland,MA设有办事处)的型号H112。
将样本(图15中未显示)放置在Leica Microsystems QWIN Pro图像分析系统(诸如Nikon Corporation(在Tokyo,Japan设有办事处)制造的Nikon AF Micro Nikkor)的自动样品台76上,f-stop设置为4的60mm镜头78的光轴下。使用c-安装适配器将镜头78连接到照相机70。从镜头78的前面到样品的距离为大约55cm。通过使用透明胶带在材料外边缘处轻柔地拉伸和/或将材料紧固到自动样品台表面80,在自动样品台表面80上平放材料并去除任何褶皱。样品表面用16英寸直径、40瓦Circline荧光灯82(诸如General ElectricCompany(在Boston,MA设有办事处)制造的荧光灯)提供的入射荧光灯照明。灯82被容纳在固定装置中,该固定装置被定位成使其在样品上方居中并且在样品表面上方大约3cm处。使用可得自Staco Energy Products Co.(在Dayton,OH设有办事处)的可变自耦变压器3PN1010型控制灯82的照度水平。透射光还通过自动样品台下的一组四个2英尺EMC双端供电LED灯管84提供给样品,该灯管是可调光的,可从Fulight Optoelectronic Materials,LLC获得。LED灯84被扩散板86覆盖。将扩散板86插入大镜头取景器74的上表面88并形成该大镜头取景器的上表面的一部分。该照明源覆盖有黑色蒙罩90,其具有3英寸×3英寸的开口92。开口92定位成使其在照相机70和镜头78系统的光轴下方居中。从荧光灯开口92到自动样品台76的表面80的距离D3为约17cm。荧光灯组的照明水平也由被构造用于可调光LED灯的单独电源控制箱(未显示)控制。
用于进行开口面积百分比和开孔尺寸测量的图像分析软件平台为可得自LeicaMicrosystems(在Heerbrugg,Switzerland设有办事处)的QWIN Pro(3.51版)。或者,可以使用LAS Macro Editor(QWIN Pro之后的下一代软件)进行分析。系统和图像还使用QWIN软件和具有至少小至一毫米的公制标记的标准尺进行准确校正。校正在摄像机图像的水平维度上进行。毫米/像素的单位用于校正。
因此,用于确定给定样本的开口面积百分比和开口尺寸的方法包括对透射光图像进行测量的步骤。具体地讲,图像分析算法用于获取和处理图像以及使用定量电视显微镜用户交互式编程系统(Quantimet User Interactive Programming System,QUIPS)语言进行测量。图像分析算法在下文重现。为清晰起见,算法中对“凸块”或“突起部”的引用是指非织造材料10的节点12,而对“开口面积”或“开孔”的引用是指非织造材料10的开口24。
定义变量和打开文件
以下行指定数据被发送到的计算机位置
打开文件(C:\Data\94054-Nhan(patent)\data.xls,通道#1)
TOTCOUNT=0
TOTFIELDS=0
MFRAMEH=875
MFRAMEW=1249
样品ID和设置
配置(图像存储器1392x1040,灰度图像81,二进制24)
输入结果标头
文件结果标头(通道#1)
文件行(通道#1)
暂停文本(“现在输入样品图像前缀名称。”)
输入(标题$)
暂停文本(“将样品设置到位置。”)
图像设置DC Twain[暂停](照相机1,自动曝光关闭,增益0.00,曝光时间34.23毫秒,亮度0,灯38.83)
测量帧(x 74,y 110,宽度1249,高度875)
图像框(x 0,y 0,宽度1392,高度1040)
--计算值=0.0377mm/px
计算值=0.0377
校正(计算值计算单位$每像素)
FRMAREA=MFRAMEH*MFRAMEW*(CALVALUE**2)
清除接受
对于(样品=1至1,步长1)
清除接受
文件(″字段号″,通道#1,字段宽度:9,左对齐)
文件(“开口面积%”,通道#1,字段宽度:7,左对齐)
文件(“凸块密度”,通道#1,字段宽度:13,左对齐)
文件(“凸块间距”,通道#1,字段宽度:15,左对齐)
文件行(通道#1)
阶段(定义原点)
阶段(扫描图案,1×5字段,大小82500.000000×39000.000000)
图像采集I-突起分离
对于(字段=1至5,步长1)
测量帧(x 74,y110,宽度1249,高度875)
显示(图像0(开启),帧(开启,开启),平面(关闭,关闭,关闭,关闭,关闭,关闭),lut 0,x 0,y 0,z 1,缩减关闭)
暂停文本(“确保入射光照明正确(WL=0.88-0.94)并获取图像。”)
图像设置DC Twain[暂停](照相机1,自动曝光关闭,增益0.00,曝光时间34.23毫秒,亮度0,灯38.83)
获取(进入图像0)
检测-仅突起
暂停文本(“确保阈值设置在左灰度级直方图峰的至少右端,该左灰度级直方图峰对应于“基座”区域。”)
检测[暂停](比129更白,从图像0进入描绘的二进制0)
二值图像处理
二进制修改(从二进制0到二进制1关闭,循环10,运算符盘,边缘腐蚀开启)
二进制识别(从二进制1到二进制1填充洞)
二进制修改(从二进制1到二进制2开启,循环20,运算符盘,边缘腐蚀开启)
二进制修改(从二进制2到二进制3关闭,循环8,运算符盘,边缘腐蚀开启)
暂停文本(″同时按下
二进制编辑[暂停](从二进制3到二进制3拒绝,半字节填充,宽度2)
二进制逻辑(复制二进制3,反转到二进制4)
图像采集2-开口面积和开孔大小百分比
测量帧(x 74,y 110,宽度1249,高度875)
显示(图像0(开启),帧(开启,开启),平面(关闭,关闭,关闭,关闭,关闭,关闭),lut 0,x 0,y 0,z 1,缩减关闭)
暂停文本(“关闭入射光并且确保入射光照明正确(WL=0.95)并获取图像。”)
图像设置DC Twain[暂停](照相机1,自动曝光关闭,增益0.00,曝光时间34.23毫秒,亮度0,灯38.83)
获取(进入图像0)
ACQFILE$=″C:\Images\94054-Nhan\″+TITLE$+″_″+STR$(FIELD)+″.jpg″
写入图像(从ACQOUTPUT到文件ACQFILE$)
检测-仅开口面积
检测(比127更白,从图像0进入描绘的二进制10)
二值图像处理
二进制修改(从二进制10到二进制11关闭,循环5,运算符盘,边缘腐蚀开启)
二进制识别(从二进制11到二进制12填充洞)
二进制修改(从二进制12到二进制13开启,循环10,运算符盘,边缘腐蚀开启)
二进制识别(从二进制13到二进制14边缘特征化)
暂停文本(“确保准确检测到开孔。”)
二进制编辑[暂停](从二进制14到二进制14拒绝,半字节填充,宽度2)
字段测量-开口面积百分比,凸块密度和间隔
--%开口面积
MFLDIMAGE=10
测量字段(平面MFLDIMAGE,进入FLDRESULTS(1),统计进入FLDSTATS(7,1))
选择的参数:面积%
字段直方图#1(Y参数数量,X参数面积%,从0.到60.,线性,20箱)
PERCOPENAREA=FLDRESULTS(1)
--凸块密度和间隔
MFLDIMAGE=3
测量字段(平面MFLDIMAGE,进入FLDRESULTS(5),统计进入FLDSTATS(7,5))
选择的参数:面积,截距H,截距V,面积%,
计数/面积
BUMPDENSITY=FLDRESULTS(5)
MNSPACE1=(FRMAREA-FLDRESULTS(1))/(FLDRESULTS(2)+FLDRESULTS(3))/2
字段直方图#2(Y参数数量,X参数MNSPACE1,从0.到50.,线性,25箱)
文件(字段,通道#1,′.′后0数位)
文件(PERCOPENAREA,通道#1,′.′后1数位)
文件(BUMPDENSITY,通道#1,′.′后1数位)
文件(MNSPACE1,通道#1,′.′后1数位)
文件行(通道#1)
特征测量-开孔和凸块尺寸
--凸块尺寸
测量特征(平面二进制3,8feret,最小面积:24,灰度图像:图像0)
选择的参数:面积,X FCP,Y FCP,等效直径
特征直方图#1(Y参数数量,X参数面积,从1.到100.,对数,20箱)
特征直方图#2(Y参数数量,X参数等效直径,从1.到100.,对数,20箱)
--开孔尺寸
测量特征(平面二进制14,8feret,最小面积:24,灰度图像:图像0)
选择的参数:面积,X FCP,Y FCP,圆度,纵横比,
等效直径
特征直方图#3(Y参数数量,X参数面积,从1.到100.,对数,20箱)
特征直方图#4(Y参数数量,X参数等效直径,从1.到100.,对数,20箱)
特征直方图#5(Y参数数量,X参数圆度,从0.8999999762到2.900000095,线性,20箱)
特征直方图#6(Y参数数量,X参数纵横比,从1.到3.,线性,20箱)
阶段(步骤,等待直到停止+1100毫秒)
接下来(字段)
接下来(样品)
文件行(通道#1)
文件行(通道#1)
输出特征直方图
文件(“凸块尺寸(面积-平方毫米)”,通道#1)
文件行(通道#1)
文件特征直方图结果(#1,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件(“凸块尺寸(ECD-毫米)”,通道#1)
文件行(通道#1)
文件特征直方图结果(#2,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件(“开孔尺寸(面积-平方毫米)”,通道#1)
文件行(通道#1)
文件特征直方图结果(#3,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件(“开孔大小(ECD-毫米)”,通道#1)
文件行(通道#1)
文件特征直方图结果(#4,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件(“开孔圆度”,通道#1)
文件行(通道#1)
文件特征直方图结果(#5,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件(“开孔纵横比”,通道#1)
文件行(通道#1)
文件特征直方图结果(#6,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
关闭文件(通道#1)
结束
使用QWIN Pro软件平台执行QUIPS算法。一开始提示分析人员输入样本集信息,该信息被发送至EXCEL文件。
然后分析人员输入与样品识别相对应的图像文件前缀名称。算法将使用它来将分析过程中获取的图像保存到指定的文件位置。接着通过计算机监视屏上的实时图像设置窗口提示分析人员将样本放置到自动样品台上。样品应平放,并在其边缘施加温和的力,以去除可能存在的任何大的皱褶。此时,可打开环形荧光灯82以帮助定位样本。接下来,提示分析人员通过可变自耦变压器将入射环形入射荧光82调节至约0.9的白电平读数。样品台下的透射光应关闭或使用放置在3英寸乘3英寸开口92上方的一片遮光黑色美术纸掩盖。
现在提示分析人员使用计算机监视屏上显示的检测窗口,确保检测阈值设置为用于检测节点12的合适水平。通常,使用白模式将阈值设置在大致8比特灰度范围的中央附近的点(例如,127)处。如果需要,可向上或向下调节阈值水平,使得所得到的检出二进制区域将最佳地包括在所获取图像中显示的节点12。
在算法自动对检出节点12的二进制区域执行若干二进制图像处理步骤后,将给予分析人员重新检查节点检测并纠正任何误差的机会。分析人员可同时按下“控制”和“b”结合,以针对获取的下面的灰度图像重新检查节点检测。如果需要,分析人员可从一组二进制编辑工具(例如,拖动、拒绝等)中选择以进行任何微调。如果注意确保在前述步骤中的合适的照度和检测,则在该点处需要有很少更正或不需要更正。
接下来,提示分析人员关闭入射环形荧光灯82并开启样品台下透射光或移除遮光罩。通过LED电源控制器将样品台下的透射光调节至约0.95的白电平读数。在该点处,可以针对包括开口24的材料10的开孔区域16优化图像焦点。
在对所得的针对开口24的单独的二进制图像进行另外的操作之后,算法将提示分析人员针对基础灰度图像重新检查开口24检测。如果需要,分析人员可从一组二进制编辑工具(例如,拖动、拒绝等)中选择以进行任何微调。
然后算法将自动进行测量并将数据输出到指定的EXCEL电子表格文件中。
在数据传输之后,算法将引导自动样品台移动到下一个视野,并且开启入射环形荧光灯82并阻挡透射的样品台下灯的过程将再次开始。该过程将重复四次,以使得每个单一样品重复将有来自五个单独的视野图像的五组数据。
在分析完成后,在发生测量和数据传输之后,以下测量参数数据将位于EXCEL文件中:
开口面积百分比
节点密度(每平方米数量)
节点间隔(mm)
节点尺寸(一个直方图表示面积,单位为mm
开孔尺寸(一个直方图表示面积,单位为mm
开孔圆度
开孔纵横比
最终的样本平均扩散值通常基于来自五个单独的样本子样品重复的N=5分析。可以使用以90%置信度水平进行的Student T分析来进行不同样本之间的开口面积百分比、开口24(开孔)尺寸和通过算法获取的其他参数的比较。
材料侧面区域开口面积百分比设置和确定
如下文详细描述,用于获取材料侧面区域的图像的设置类似于用于获取材料开孔区域的图像的设置,但是有一些细微差异。
用于捕获材料侧面区域的图像的照相机和镜头、支撑架和样品台以及它们的设置,均与“材料开孔区域样品分析设置和确定”中所用的相同。然而,在当前设置中,未使用宏查看器。正如“材料开孔区域样品分析设置和确定”那样,制备测试材料侧面区域样品并将其放置于自动样品台表面80上。然而,作为用Circline荧光灯提供的入射荧光灯照亮样品表面的替代,通过ChromaPro 45装置将光从样品下面传输到样品,所述设备此前得自Circle S,Tempe,AZ,具有表面上覆盖有黑色蒙罩的3英寸×3英寸尺寸开口。
正如“材料开孔区域样品分析设置和确定“那样,用于进行材料侧面区域的开口面积百分比测量的图像分析软件平台是得自Leica Microsystems的QWIN Pro(3.5.1版)。或者,可以使用LAS Macro Editor(QWIN Pro之后的下一代软件)进行分析。系统和图像还使用QWIN软件和具有至少小至一毫米的公制标记的标准尺进行准确校正。校正在摄像机图像的水平维度上进行。毫米/像素的单位用于校正。
在“材料侧面区域开口面积百分比设置和确定”中,在运行QWIN Pro程序后,使用QWIN Pro程序中的白电平功能将光级度设置为0.95,以调整ChromaPro的光输出。QWIN Pro程序还被构造为移动Prior自动样品台,以便从样品材料的每个侧面自动获取和测量六幅图像,从而进行十二次总测量。
因此,用于确定侧面区域的开口面积百分比的方法包括对透射光图像进行测量的步骤。具体地讲,图像分析算法用于获取和处理图像以及使用定量电视显微镜用户交互式编程系统(Quantimet User Interactive Programming System,QUIPS)语言进行测量。图像分析算法在下文重现。
定义变量和打开文件
以下行指定数据被发送到的计算机位置
打开文件(D:\Data\103470-Nhan\data.xls,通道#1)
TOTCOUNT=0
TOTFIELDS=0
MFRAMEH=875
MFRAMEW=1249
样品ID和设置
配置(图像存储器1392x1040,灰度图像81,二进制24)
输入结果标头
文件结果标头(通道#1)
文件行(通道#1)
暂停文本(“现在输入样品图像前缀名称。”)
输入(标题$)
测量帧(x 511,y 50,宽度446,高度940)
图像框(x 0,y 0,宽度1392,高度1040)
暂停文本(“将样品设置到位置。”)
图像设置DC Twain[暂停](照相机1,自动曝光关闭,增益0.00,曝光时间34.23毫秒,亮度0,灯38.83)
--计算值=0.0333mm/px
计算值=0.0333
校正(计算值计算单位$每像素)
FRMAREA=MFRAMEH*MFRAMEW*(CALVALUE**2)
文件(″字段号″,通道#1,字段宽度:9,左对齐)
文件(“开口面积%”,通道#1,字段宽度:7,左对齐)
文件行(通道#1)
对于(样品=1至2,步骤1)
清除接受
阶段(定义原点)
阶段(扫描图案,1×6字段,大小82500.000000×39000.000000)
对于(字段=1至字段,步骤1)
图像采集
ACQOUTPUT=0
测量帧(x 511,y 50,宽度446,高度940)
显示(图像0(开启),帧(开启,开启),平面(关闭,关闭,关闭,关闭,关闭,关闭),lut 0,x 0,y 0,z 1,缩减关闭)
暂停文本(“关闭入射光并且确保入射光照明正确(WL=0.95)并获取图像。”)
图像设置DC Twain[暂停](照相机1,自动曝光关闭,增益0.00,曝光时间34.23毫秒,亮度0,灯38.83)
获取(进入图像0)
ACQFILE$=″D:\Images\103470-Nhan\″+TITLE$+″_″+STR$(FIELD)+″.jpg″
写入图像(从ACQOUTPUT到文件ACQFILE$)
检测-仅开口面积
检测(比164更白,从图像0进入二进制10)
二值图像处理
二进制修改(从二进制10到二进制11关闭,循环1,运算符盘,边缘腐蚀开启)
二进制识别(从二进制11到二进制12填充洞)
二进制识别(从二进制12到二进制13边缘特征化)
字段测量
--%开口面积
MFLDIMAGE=13
测量字段(平面MFLDIMAGE,进入FLDRESULTS(1),统计进入FLDSTATS(7,1))
选择的参数:面积%
字段直方图#1(Y参数数量,X参数面积%,从0.到5.,线性,20箱)
显示字段直方图结果(#1,水平,微分,箱+图形(Y轴线性),统计)
数据窗口(1449,599,423,270)
PERCOPENAREA=FLDRESULTS(1)
文件(字段,通道#1,′.′后0数位)
文件(PERCOPENAREA,通道#1,′.′后1数位)
文件行(通道#1)
特征测量
--开孔尺寸
阶段(步骤,等待直到停止+1100毫秒)
接下来(字段)
文件行(通道#1)
暂停文本(“现在加载下一个重复。”)
图像设置DC Twain[暂停](照相机1,自动曝光关闭,增益0.00,曝光时间23.16毫秒,亮度0,灯38.83)
接下来(样品)
文件行(通道#1)
输出特征直方图
文件(“%面积直方图”,通道#1)
文件行(通道#1)
文件行(通道#1)
文件字段直方图结果(#1,微分,统计,箱详细信息,通道#1)
关闭文件(通道#1)
结束
在“材料侧面区域开口面积百分比设置和确定”中,使用QWIN Pro软件平台执行QUIPS算法。一开始提示分析人员输入样本集信息,该信息被发送至EXCEL文件。
然后分析人员输入与样品识别相对应的图像文件前缀名称。算法将使用它来将分析过程中获取的图像保存到指定的文件位置。接着通过计算机监视屏上的实时图像设置窗口提示分析人员将样本放置到自动样品台上。样品应平放,并在其边缘施加温和的力,以去除可能存在的任何大的皱褶。在这一点上,应使用QWIN Pro程序中的白电平功能将光级度设置为0.95,以调整ChromaPro的光输出(如果尚未这样做)。在这一点上,可以针对包括微开孔81和/或纤维密度大大降低的区域39的材料10的侧面区域26a或26b优化图像焦点。
在对所得的用于微开孔81和/或纤维密度大大降低的区域39的单独的二进制图像进行另外的操作之后,算法将提示分析人员对基础灰度图像进行微开孔81和/或纤维密度大大降低的区域39的重新检查检测。如果需要,分析人员可从一组二进制编辑工具(例如,拖动、拒绝等)中选择以进行任何微调。
然后算法将自动进行测量并将数据输出到指定的EXCEL电子表格文件中。
在数据传输之后,算法将指示自动样品台移动至下一个视野。该过程将沿着材料侧面区域样品的每个边缘重复六次,以使得每个单一采样重复将有来自十二个单独的视野图像的十二组数据。
在分析完成后,在发生测量和数据传输之后,以下测量参数数据将位于EXCEL文件中:
开口面积百分比
最终的样本平均扩散值通常基于来自五个单独的样本子样品重复的N=5分析。可以使用以90%置信度水平进行的Student T分析来进行不同样本之间的通过算法获取的开口面积百分比的比较。
本文采用的压缩能量测试是可以进行以测量单层突起层上的突起的压缩回弹性的三循环压缩测试。压缩回弹性通过测量压缩能量来测量。通常,压缩能量是指将突起层从其在5克力(约0.027kPa)下的初始厚度压缩到其在约1830克力(约10kPa)下的最终厚度所需的能量。压缩能量的计算方法为压缩应力下的面积(力/面积)与线性厚度曲线的关系,该曲线由初始接触压力(5克力)和约1830克力(约10kPa)的最终接触压力定义。
1.如果要测试的非织造材料形成复合材料或吸收制品的一部分,则使用“冷冻”喷雾小心地除去非织造材料。
2.从非织造材料中,使用47.8mm直径的切割模具切出圆形测试样品。
3.将由不锈钢制成的上压板和下压板连接至拉伸测试仪。
4.上压板的直径为89mm,而下压板的直径为152mm。上压板连接至100N载荷传感器,而下压板连接至拉伸测试仪的基部。
5.将MTS提供的TestWorks版本4软件程序用于控制上压板的移动,并且记录载荷和两个压板之间的距离。
6.启用上压板以使其缓慢向下移动并且接触下压板,直到压缩载荷达到约5000g。此时,两个压板之间的距离为零。
7.然后将上压板设置为向上移动(远离下压板),直到两个压板之间的距离达到15mm。
8.TestWorks版本4软件程序上显示的十字头读数被设置为零。
9.将测试样品放置于下压板的中央,并且节点朝向上压板。
10.启用上压板,使其朝向下压板下降,并且以10毫米/分钟的速度压缩测试样品。上压板行进的距离由十字头读数指示。这是加载过程。
11.压缩应继续进行,直到载荷超过1830克力(约10kPa)为止,此时压板应反转方向并以10毫米/分钟的速度向上移动,直到力降至5克力以下。然后,压板应反向,并以10毫米/分钟的速率进行第二压缩循环,直到超过1830克力(约10kPa)的载荷为止。一旦载荷超过1830克力(约10kPa),此时压板应反转方向并以10毫米/分钟的速度向上移动,直到力降至5克力以下。然后,压板应再次反向,并以10毫米/分钟的速率进行第三压缩循环,直到超过1830克力(约10kPa)的载荷为止。此时,上压板停止向下移动,并且以10毫米/分钟的速度返回其初始位置,此时两个压板之间的距离为15mm。
12.使用MTS提供的TestWorks版本4软件程序在计算机上记录压缩载荷以及在加载和卸载过程中两个压板之间的对应距离。
13.通过用压缩力除以测试样品的面积,将压缩载荷转换为压缩应力,该压缩应力为17.94cm
14.在给定的压缩应力下,两个压板之间的距离表示该特定压缩应力下的厚度。
15.对于每个测试样品代码,测试总共六个测试样品,以获得每个测试样品代码的代表性加载和卸载曲线。
压缩线性使用Kawabata评估系统KES型号FB-3(得自Kato Tech Company)来测量。
该仪器被设计为通过压缩两个柱塞之间的样品来测量材料的压缩性质。为了测量压缩性质,将上柱塞以恒定速率放置到样品上,直到达到最大预设力为止。柱塞的位移通过电位计来检测。在计算机屏幕上绘制压缩样品所需的压力量(P,gf/cm2)与材料的厚度(位移)(T,mm)的关系。对于本研究中的所有材料,使用以下仪器设置:
灵敏度=2×5
齿轮(速度)=1毫米/50秒
Fm组=5.0
冲程选择=最大5毫米
压缩面积=2cm
时滞=标准
最大压缩力=50gf
KES算法计算以下压缩特征值,并将它们显示在计算机屏幕上:
压缩线性(LC)。
每个样品进行5次测量。
进行本文采用的抗拉强度测试方法以测量本公开的材料的侧面区域26a、26b和开孔区域中的每一者的压缩抗拉强度。抗拉强度通常报告为给定应变下的磅力值(克力)。
1.如果要测试的非织造材料形成复合材料或吸收制品的一部分,则应使用“冷冻”喷雾小心地除去非织造材料。
2.从非织造材料中,使用切纸机沿着纵向从开孔区域切出侧面区域。在切割后,开孔区域的每个侧面应留有约1毫米的侧面区域。三个件(侧面区域1、侧面区域2和开孔区域)分别在拉伸架上进行测试。
3.上下夹具应比测试样品的宽度更宽。上夹具连接至100N载荷传感器,而下夹具连接至拉伸测试仪的基部。
4.将MTS提供的TestWorks版本4软件程序用于控制上夹具的移动,并且记录载荷和两个夹具之间的距离。测试设置为:
标距=76.2毫米
十字头速度=305毫米/分钟
松弛预载=25克力
5.将纵向方向垂直定向的测试样品放置在下夹具的中心
6.活化上夹具,以305毫米/分钟的速度向上拉。上夹具行进的距离由十字头读数指示。
7.使用MTS提供的TestWorks版本4软件程序在计算机上记录拉伸载荷以及测试过程中上夹具行进的对应距离。
8.通过将行进距离除以标距并乘以100,将上夹具的行进距离转换为应变百分比。
一旦记录了数据,就可以计算抗拉强度比率参数。抗拉强度比率通过以下方式确定。根据抗拉强度测试方法的结果,对于侧面区域1和2和开孔区域16中的每一者,找到侧面区域1、侧面区域2和开孔区域样品中的每一者的共同应变,此时,总载荷(在共同应变下侧面区域1的载荷+在共同应变下侧面区域2的载荷+在共同应变下的开孔区域的载荷)等于1.2磅力(544.3克力)。如果不存在组合载荷等于1.2磅力的共同应变,则尽可能选择组合载荷接近1.2磅力的共同应变。然而,组合载荷仍应在1.2磅力+/-10%的范围内。一旦找到该共同应变值,就可以根据以下等式(1)确定抗拉强度比率参数。
比率=(在共同应变下侧面区域1的载荷+在共同应变下侧面区域2的载荷)/(在共同应变下开孔区域的载荷)(1)
泊松比测试方法可以用于确定材料在纵向张力下可以经历的颈缩量。更具体地,泊松比是材料的横向应变除以纵向应变的度量。本文的泊松比报告为给定纵向应变下的比率。
泊松比测试方法的步骤的开始与抗拉强度测试方法的步骤1-5相同,其中样品是样品材料的开孔区域。以下步骤是泊松比测试方法特定的:
6.用毡尖标记器或其他标记装置在上、下夹具之间的样品材料的中点标记样品开孔区域材料的宽度,并且沿着标记的部分测量样品材料的宽度并记录。
7.活化上夹具,以305毫米/分钟的速度向上拉,直到达到样品材料的1%纵向应变。一旦达到1%纵向应变,就停止上夹具。
8.沿着标记的部分测量样品材料的宽度并记录。
9.对于2%、3%、4%和5%的纵向应变重复步骤7和8。
10.在每个实现的纵向应变下计算样品材料的横向应变值。
11.然后通过将确定的横向应变值除以它们相关的纵向应变值来确定每个记录的纵向应变下样品材料的泊松比。
可以通过使用本文所述的图像分析测量方法来确定在纵向邻近节点12之间延伸的连接系带14和在横向邻近的节点12之间延伸的连接系带14中的纤维的各向异性。
就此而言,对于每种相应的材料,考虑了材料的开孔区域16内的多个连接系带14的纤维各向异性。通常,图像分析方法经由称为各向异性的特定图像分析测量参数从连接系带14的大约八个横截面(冠状)图像确定各向异性的数值。连接系带14的各向异性可以通过以下方法测量:使用X射线微计算机断层扫描(也称为Micro-CT)以无损获取图像,随后使用图像分析技术检测纤维组分,然后测量仅连接系带14区域内的所述组分的各向异性。图像分析算法执行检测、图像处理和测量,并且还以数字方式将数据传送至电子表格数据库。所得的测量数据用于比较在纵向邻近节点12之间延伸的连接系带14和在横向邻近节点12之间延伸的连接系带14的各向异性。
用于确定每个连接系带的纤维中的各向异性的方法包括获取样品的数字X射线Micro-CT图像的第一步。使用可从Bruker microCT(2550Kontich,Belgium)获得的SkyScan1272Micro-CT系统采集这些图像。将样品附接到由Bruker随SkyScan 1272系统提供的安装设备上,以使得在扫描过程中它不会在其自身重量下移动。扫描过程中使用以下SkyScan1272条件:
-相机像素大小(μm)=9.0
-源电压(kV)=35
-源电流(uA)=225
-图像像素大小(μ)=6.0
-图像格式=TIFF
-深度(比特)=16
-旋转步幅(度)=0.10
-使用360度旋转=否
-帧平均=开启(6)
-随机移动=开启(1)
-平场校正=开启
-过滤器=无过滤器
在完成样品扫描后,然后使用与SkyScan 1272Micro-CT系统一起提供的NRecon程序重建所得的图像集。虽然重建参数可能在一定程度上依赖于样品,并且应该是本领域技术人员已知的,但是以下参数应为分析人员提供基本指导:
-图像文件类型=JPG
-像素大小(μ)=6.00
-平滑=1(高斯)
-环形伪影校正=10
-射束硬化校正(%)=10
在重建完成后,现在可以使用称为DataViewer(v.1.5.6.3)的Bruker SkyScan软件包将所得的图像数据集用于提取横截面图像切片。在将整个重建的图像数据集下载到DataViewer后,然后Micro-CT技术领域的技术分析人员必须选择和提取沿着每个检查的连接系带14的八个不同位置处的横截面(冠状)图像切片。在典型的过程中,分析每种类型的六个不同的连接系带14(例如,在纵向邻近节点12之间延伸的连接系带14和在横向邻近节点12之间延伸的连接系带14)。一旦获取了每个期望的连接系带14的一组横截面Micro-CT图像,现在可以使用图像分析软件进行各向异性测量。
用于进行各向异性测量的图像分析软件平台为可得自Leica Microsystems(在Heerbrugg,Switzerland设有办事处)的QWIN Pro(3.5.1版)。
因此,用于确定给定样品的各向异性的方法包括对Micro-CT图像集进行若干次各向异性测量的步骤。具体地,图像分析算法用于读取和处理图像以及使用定量电视显微镜用户交互式编程系统(Quantimet User Interactive Programming System,QUIPS)语言执行测量。图像分析算法在下文重现。
打开数据文件和设置变量
以下行指定数据被发送到的计算机位置
打开文件(C:\Data\103470-Nhan\data.xls,通道#1)
ACQOUTPUT=0
设置和校准
配置(图像存储器1504x1250,灰度图像102,二进制32)
--像素校准值=6.00μm/px
计算值=6.00
校准(局部)
图像框(x 0,y 0,宽度1504,高度1250)
测量帧(x 31,y 61,宽度1442,高度1188)
输入结果标头
文件结果标头(通道#1)
文件行(通道#1)
文件行(通道#1)
--输入图像文件信息
暂停文本(“输入图像文件前缀名。”)
输入(标题$)
清除特征直方图#1
清除特征直方图#2
清除字段直方图#1
字段/分析循环
对于(字段=440至480,步骤5)
图像采集和检测
--图像文件位置
ACQFILE$=″C:\Images\103470-Nhan\Coronal Images\Rep#3\″+TITLE$+″″+STR$(FIELD)+″.jpg″
读取图像(从文件ACQFILE$至ACQOUTPUT)
纤维的检测
清除特征直方图#1
清除特征直方图#2
检测(比55更白,从图像0进入描绘的二进制0)
图像处理
二进制修改(从二进制0到二进制1关闭,循环1,运算符盘,边缘腐蚀开启)
二进制修改(从二进制1到二进制2白色显示骨架,循环1,运算符盘,边缘腐蚀开启,代数′L′型)
二进制识别(从二进制2到二进制3除去白色三元组)
显示(图像0(开启),帧(开启,开启),平面(关闭,关闭,关闭,3,关闭,关闭),lut0,x 0,y 0,z 1,缩减关闭)
测量字段各向异性
暂停文本(“现在设置度测量帧区域。”)
测量帧[暂停](x 1296,y 255,宽度506,高度497)
MFLDIMAGE=3
测量字段(平面MFLDIMAGE,进入FLDRESULTS(1),统计进入FLDSTATS(7,1))
选择的参数:各向异性
ANISOT=FLDRESULTS(1)
测量特征取向
清除接受
测量特征(平面二进制3,64feret,最小面积:10,灰度图像:图像0)
选择的参数:X FCP,Y FCP,VertProj,HorizProj,长度,
周边,UserDef1,UserDef2,DerivOrient
特征表达(UserDef1(所有特征),标题定向=PHPROJ(FTR)/PVPROJ(FTR))
特征表达(UserDef2(所有特征),标题长度=PPERIMETER(FTR)/2)
特征直方图#1(Y参数UserDef2,X参数DerivOrient,从0.到180.,线性,20箱)
特征直方图#2(Y参数UserDef2,X参数UserDef1,从1.999999955e-002到200.,对数,20箱)
显示特征直方图结果(#1,水平,微分,箱+图形(Y轴线性),统计)
数据窗口(1336,117,341,454)
显示特征直方图结果(#2,水平,微分,箱+图形(Y轴线性),统计)
数据窗口(1329,566,341,454)
--将数据输出到电子表格
文件特征直方图结果(#1,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件特征直方图结果(#2,微分,统计,箱详细信息,通道#1)
文件行(通道#1)
文件行(通道#1)
文件(“各向异性=”,通道#1)
文件(ANISOT,通道#1,′.′后3数位)
文件行(通道#1)
文件行(通道#1)
文件行(通道#1)
接下来(字段)
关闭文件(通道#1)
使用QWIN Pro软件平台执行QUIPS算法。最初提示分析人员输入特定样本在集合中的图像数量。然后提示分析人员输入样本识别信息,该信息被发送至EXCEL文件。
接着通过交互式命令窗口和输入窗口提示分析人员输入要分析的Micro-CT图像的图像文件前缀。在该步骤之后,将通过上述图像分析算法自动读取给定样品的所有后续图像。
然后提示分析人员使用计算机鼠标手动选择所关注的连接系带区域进行分析。应注意仅选择所关注的连接系带。
在自动进行若干步图像处理后,将再次提示分析人员清理所有所关注的过度扩展区域(ROI)面积。使用计算机鼠标以及通过同时使用计算机键盘上的“Control”和“b”键同时按下和放开重叠的二进制图像,即可完成此操作。在该步骤后,二进制应仅覆盖连接系带。
选择所关注的连接系带14区域,清理过度扩展的区域的过程将重复进行,直到分析完特定样本的所有图像为止。
在分析完所有图像后,以下测量参数数据将位于相应的EXCEL文件中:
重复#
各向异性
各向异性参数的列中将列出6个值。为了比较连接纵向邻近节点12的连接系带14和连接横向邻近节点12的连接系带14之间的各向异性值,可以通过以90%的置信度水平进行Student T分析,在不同的样本之间比较标记为“各向异性”的列中的数据。
实施方案1:一种吸收制品,包括:吸收主体;外覆层;以及流体缠结的非织造材料,所述吸收主体设置在所述流体缠结的非织造材料与所述外覆层之间,所述流体缠结的非织造材料包括:第一表面和第二表面,所述第一表面与所述第二表面相对;多个节点,所述多个节点远离所述第一表面上的基部平面朝向所述吸收主体延伸;以及多个开口,所述多个开口通过所述流体缠结的非织造材料从所述第一表面延伸到所述第二表面,所述多个开口中的各个开口设置在所述多个节点中的邻近节点之间。
实施方案2:如实施方案1所述的吸收制品,其中所述多个节点不包括任何开口。
实施方案3:如实施方案1或2所述的吸收制品,其中所述流体缠结的非织造材料还包括使所述多个节点相互连接的多个连接系带。
实施方案4:如实施方案3所述的吸收制品,其中所述多个节点、所述多个开口和所述多个连接系带设置在所述流体缠结的非织造材料的开孔区域中,并且其中所述流体缠结的非织造材料还包括一对侧面区域,所述一对侧面区域包括第一侧面区域和第二侧面区域,所述第一侧面区域邻近所述开孔区域的第一侧面,并且所述第二侧面区域邻近所述开孔区域的第二侧面。
实施方案5:如前述实施方案中任一项所述的吸收制品,其中在所述压缩能量测试方法的任何循环中,所述流体缠结的非织造材料提供至少约40gf*cm的压缩能量。
实施方案6:如前述实施方案中任一项所述的吸收制品,其中所述流体缠结的非织造材料在所述流体缠结的非织造材料的开孔区域中提供约10%至约60%的开口面积百分比,如通过所述材料样品分析测试方法所测定。
实施方案7:如前述实施方案中任一项所述的吸收制品,其中所述多个节点中的大多数节点的高度各自在约1mm至约10mm之间。
实施方案8:如前述实施方案中任一项所述的吸收制品,其中所述多个节点在所述流体缠结的非织造材料的开孔区域中提供约1.0个节点/cm
实施方案9:如前述实施方案中任一项所述的吸收制品,其中所述流体缠结的非织造材料提供所述吸收制品的面向主体的表面的至少一部分。
实施方案10:一种吸收制品,包括:吸收主体;外覆层;以及流体缠结的非织造材料,所述吸收主体设置在所述流体缠结的非织造材料与所述外覆层之间,所述流体缠结的非织造材料包括:第一表面和第二表面,所述第一表面与所述第二表面相对;多个节点,所述多个节点远离所述第一表面上的基部平面朝向所述吸收主体延伸;多个连接系带,所述多个连接系带使所述多个节点相互连接;以及多个开口,所述多个开口形成于所述多个连接系带和所述多个节点之间。
实施方案11:如实施方案10所述的吸收制品,其中多个节点不包括任何开口。
实施方案12:如实施方案10或11所述的吸收制品,其中所述多个节点、所述多个开口和所述多个连接系带设置在所述流体缠结的非织造材料的开孔区域中,并且其中所述流体缠结的非织造材料还包括一对侧面区域,所述一对侧面区域包括第一侧面区域和第二侧面区域,所述第一侧面区域邻近所述开孔区域的第一侧面,并且所述第二侧面区域邻近所述开孔区域的第二侧面。
实施方案13:如实施方案10-12中任一项所述的吸收制品,其中在所述压缩能量测试方法的任何循环中,所述流体缠结的非织造材料提供至少约40gf*cm的压缩能量。
实施方案14:如实施方案10-13中任一项所述的吸收制品,其中所述流体缠结的非织造材料在所述流体缠结的非织造材料的开孔区域中提供约10%至约60%的开口面积百分比,如通过所述材料样品分析测试方法所测定。
实施方案15:如实施方案10-14中任一项所述的吸收制品,其中所述多个节点中的大多数节点的高度各自在约1mm至约10mm之间。
实施方案16:如实施方案10-15中任一项所述的吸收制品,其中所述多个节点在所述流体缠结的非织造材料的开孔区域中提供约1.0个节点/cm
实施方案17:如实施方案10-16中任一项所述的吸收制品,其中所述流体缠结的非织造材料提供所述吸收制品的面向主体的表面的至少一部分。
实施方案18:一种吸收制品,包括:吸收主体;外覆层;以及流体缠结的非织造材料,所述吸收主体设置在所述流体缠结的非织造材料与所述外覆层之间,所述流体缠结的非织造材料包括:第一表面和第二表面,所述第一表面与所述第二表面相对;多个节点,所述多个节点远离所述第一表面上的基部平面朝向所述吸收主体延伸;多个连接系带,所述多个连接系带使所述多个节点相互连接,所述多个连接系带中的每个单独的连接系带在所述多个节点中的邻近节点之间延伸;以及多个开口,所述多个开口中的每一个限定在所述多个连接系带中的至少三个连接系带与所述多个节点中的至少三个节点之间。
实施方案19:如实施方案18所述的吸收制品,还包括身体侧衬里,所述身体侧衬里设置在所述流体缠结的非织造材料与所述吸收主体之间。
实施方案20:如实施方案19所述的吸收制品,其中所述流体缠结的非织造材料的宽度小于所述身体侧衬里的宽度。
在具体实施方案中引用的所有文件的相关部分以引用的方式并入本文中;任何文件的引用不应被理解为承认它是关于本发明的现有技术。在本书面文件中的术语的任何含义或定义与以引用方式并入的文件中的术语的任何含义或定义冲突的情况下,应当以赋予本书面文件中的术语的含义或定义为准。
虽然已示出并描述了本发明的特定实施方案,但对于所属领域的技术人员将显而易见的是,可在不脱离本发明的精神和范围的情况下作出各种其他改变和修改。因此,预期在所附权利要求书中涵盖处于本发明的范围内的所有此类改变和修改。
- 三维非织造材料及其制造方法
- 三维非织造材料及其制造方法