一种一次性发热贴涂胶加工系统
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及发热贴生产领域,特别涉及一种一次性发热贴涂胶加工系统。
背景技术
发热贴是一种药物,主要功效用于肩周炎、颈椎病、骨质增生、腰椎间盘突出、风湿关节炎、跌打损伤、腰腿疼等症,发热贴主要是由中药膏体层、原料层、明胶层以及无纺布袋四部分组成的,发热贴的生产过程主要是:先将制作完成的中药膏体层和原料层装填于无纺布袋内,无纺布袋再通过粘结剂粘合封闭,然后对无纺布袋的一侧表面进行粘胶剂涂覆,并于涂覆层表面贴合一层隔离贴纸,最后装入外包装袋中,原料层是由铁石、活性炭、无机盐、水等合成的聚合物,可在空气中氧气的作用下发生放热反应,无纺布袋的特点是均匀不漏、透气性好,明胶层选用优质压敏胶涂层,粘结牢固,绝不污损衣物,而中药膏体部分则采用优质中草药提炼熬制而成,直接作用于体表,通过药物理疗作用与热疗作用相结合为患者减轻伤痛,但在发热贴表面涂胶的过程中会出现以下问题:
1、喷涂结构的出胶端与发热贴之间的间距保持固定,间距过大则易导致粘胶剂涂覆较多而造成浪费,间距过小则不易于适应发热贴厚度尺寸的变化;
2、粘胶剂的喷涂范围较为固定,而范围固定则易导致在进行小尺寸发热贴的涂胶时,粘胶剂的浪费率较高,多余的粘胶剂则易形成粘附凝结层。
发明内容
(一)技术方案
为了实现上述目的,本发明采用以下技术方案,一种一次性发热贴涂胶加工系统,包括工作台、安置单元和涂胶机构,所述的工作台的左上端设置有安置单元,工作台的右上端设置有涂胶机构。
所述的安置单元包括底座、台板、伸缩弹簧杆、倒U型板和卡轴,底座安装在工作台的上端面左端,底座的上端安装有台板,台板左端的前后两侧对称设置有伸缩弹簧杆,伸缩弹簧杆的下端与工作台的上端面相连,伸缩弹簧杆的上端之间连接有倒U型板,倒U型板滑动卡于台板的左端,倒U型板前端的竖直段开设有一号通孔,一号通孔内滑动连接有卡轴,卡轴的后端与台板的左前端之间滑动卡接,原始状态下的倒U型板水平段的下端面与台板的上端面相贴,且此时伸缩弹簧杆未拉长和收缩,通过人工方式拔出卡轴并向上提起倒U型板,伸缩弹簧杆同步被拉长,然后使发热贴未填充有原料的一端位于倒U型板水平段的正下方而置于台板的上端,随后松动倒U型板,倒U型板在伸缩弹簧杆回缩的拉动下将发热贴的一端压制于台板上,接下来重新插入卡轴。
所述的涂胶机构包括一号电动滑块、立架、轴杆、喷胶机、齿轮、竖板、齿牙、二号电动滑块、连接管、空腔板和喷头,一号电动滑块通过滑动配合方式前后对称安装于工作台的上端,台板位于一号电动滑块之间,一号电动滑块的上端安装有立架,立架的上端转动安装有轴杆,轴杆的内侧端之间连接有喷胶机,轴杆的外侧端安装有齿轮,齿轮位于立架的外侧,齿轮的正右侧设置有竖板,竖板的左端面从上往下等距离安装有齿牙,齿牙与齿轮之间相啮合,竖板的内侧端安装有二号电动滑块,二号电动滑块通过滑动配合方式安装于立架的右上端,喷胶机的下端面前后对称安装有连接管,连接管的下端之间连接有空腔板,空腔板的下端从前往后等距离设置有喷头,喷头位于台板的上方,发热贴完成压制固定后,通过一号电动滑块带动立架向左运动,立架带动轴杆同步运动,喷胶机带动连接管随其同步运动,空腔板带动喷头随连接管同步运动,直至喷头的下端位于发热贴的左上方,随后通过一号电动滑块带动立架向右运动的同时喷胶机工作,粘胶剂依次通过连接管和空腔板,最终由喷头喷射在发热贴的表面,直至粘胶剂喷至发热贴最右端,此时发热贴完成涂胶处理,然后通过热工方式拔出卡轴并提起倒U型板而将发热贴取走,通过二号电动滑块带动竖板向下运动,竖板带动齿牙同步运动,齿轮在与齿牙之间啮合下而同步做顺时针转动,齿轮带动止轴杆同步运动,喷胶机带动连接管同步随轴杆转动,空腔板带动喷头随连接管同步转动,直至相应角度,以此转动操作来根据发热贴中部厚度尺寸对喷头与发热贴之间的间距进行适应性调整。
所述的喷头的上端与圆通孔之间通过螺纹配合方式相连,圆通孔开设在空腔板的下端,相邻的喷头之间开设有二号通孔,二号通孔内通过螺纹配合方式连接有圆塞,喷头和圆塞两者与空腔板之间的活动连接方式可便于快速拆卸和安装,圆塞、喷头均可通过螺纹配合方式与圆通孔和二号通孔相连。
作为本发明的一种优选技术方案,所述的空腔板的前后两侧对称设置有连接板,连接板的外侧端开设有圆凹槽,圆凹槽内转动连接有圆杆,圆杆的内侧端上下对称安装有三号电动滑块,三号电动滑块与圆凹槽的内环面滑动连接,圆杆的外侧端安装有延伸板,延伸板与圆杆相离的一端之间转动连接有滚轴,滚轴的外表面贴于喷头的下端面,滚轴位于台板的上方,发热贴完成压制固定后,通过一号电动滑块带动立架向左运动,立架带动轴杆同步运动,喷胶机带动连接管随其同步运动,空腔板带动喷头随连接管同步运动,延伸板带动滚轴随之同步运动,直至滚轴位于发热贴左上方,然后通过二号电动滑块带动竖板向下运动,竖板带动齿牙同步运动,齿轮在与齿牙之间啮合下而同步做顺时针转动,齿轮带动止轴杆同步运动,喷胶机带动连接管同步随轴杆转动,空腔板带动喷头随连接管同步转动,直至滚轴贴于发热贴的表面,然后通过一号电动滑块带动立架向右运动的同时喷胶机工作,粘胶剂依次通过连接管和空腔板,最终由喷头喷射滚轴的表面,与此同时滚轴沿发热贴向右滚动,粘胶剂通过滚动的滚轴涂覆于发热贴表面,单张发热贴完成粘胶剂的涂覆后,一号电动滑块带动立架回至工作台的右端,滚轴的设置可提高粘胶剂于发热贴表面涂覆的均匀度,同时也可在一定范围内增大粘胶剂的涂覆面积,进而提高后续发热贴通过粘胶剂与贴纸之间的粘合质量。
作为本发明的一种优选技术方案,所述的一号电动滑块的上端安装有限位板,限位板位于立架的左侧,限位板的下端面与工作台的上端面之间滑动连接,工作台的上端开设有滑动凹槽,限位板的正左侧设置有T型块,T型块的下端通过磁吸层与滑动凹槽的内侧壁相连,限位板和T型块之间的配合可对一号电动滑块向左运动的距离起到导向与限位作用,以保证滚轴在每次一号电动滑块停止运动时正好可贴于倒U型板右端面而与发热贴的表面接触,进而保证发热贴可得到全面的粘胶剂涂覆。
作为本发明的一种优选技术方案,所述的滚轴的前端通过滑动配合方式卡套有圆环,圆环的左上端安装有四号电动滑块,四号电动滑块与圆环相离的一端通过滑动配合方式套设于轨道杆上,轨道杆的前后两端对称安装有二号耳板,二号耳板与轨道杆相离的一端与连接板的侧端面相连,单张发热贴完成粘胶剂的涂覆后,一号电动滑块带动立架回至工作台的右端,然后通过三号电动滑块带动圆杆顺时针转动,圆杆带动延伸板同步转动,延伸板带动滚轴同步运动,直至滚轴与喷头相离,随后通过四号电动滑块带动圆环沿滚轴向后运动,圆环可对滚轴表面残留的粘胶剂进行刮除,以保持滚轴表面的洁净度,进而避免粘胶剂于滚轴表面形成粘附痂层而极大降低粘胶剂的涂覆效果,同时也降低喷头下端出现被堵塞现象的几率。
作为本发明的一种优选技术方案,所述的圆杆的外侧端安装有连板,连板位于连接板的外侧,且连板与连接板之间相垂直,连板与圆杆相离的一端之间设置有置物板,置物板位于台板和空腔板之间,置物板的左端面从前往后等距离安装有毛刷,通过三号电动滑块带动圆杆顺时针转动,圆杆带动延伸板同步转动,延伸板带动滚轴同步运动,同时圆杆带动连板同步转动,置物板带动毛刷随连板同步转动,在毛刷与喷头的下端接触过程中,毛刷可将同步带除喷头下端残留的粘胶剂,进而避免残留的粘胶剂凝结而堵塞喷头的下端。
作为本发明的一种优选技术方案,所述的台板的正后侧设置有矩形屉,矩形屉的上端面位于台板上端面的下方,矩形屉通过滑动配合方式卡接于工作台的上端,单张发热贴完成粘胶剂的涂覆后,一号电动滑块带动立架回至工作台的右端,此时滚轴和喷头的下端位于矩形屉的正上方,矩形屉可承接自滚轴上滴落的粘胶剂,且通过圆环刮除的残留粘胶剂可落至矩形屉内,进而可对残留的粘胶剂进行集中收集。
作为本发明的一种优选技术方案,所述的连接板的内侧端安装有一号耳板,一号耳板与空腔板的侧端之间通过螺纹配合方式相连有一号螺栓,一号耳板空腔板之间采取的活动连接方式可便于定期拆卸滚轴、连接板和延伸板整体而以便整体清洁工作的展开。
作为本发明的一种优选技术方案,所述的置物板的前后两端滑动卡接有内置板,内置板与置物板相离的一端与板通槽之间滑动连接,板通槽开设在连板与圆杆相离的一端,通过人工方式向内侧推动内置板,直至内置板与连板相离,此时置物板可被拆离,后续可对毛刷进行整体清洁以保持其清洁度。
作为本发明的一种优选技术方案,所述的圆环的前端面通过魔术贴左右对称粘黏有海绵块,海绵块的中部与滚轴之间滑动连接,海绵块可对经圆环刮除后的滚轴表面进行二次清洁处理,以提高滚轴表面的洁净度,同时海绵块与圆环之间的活动连接便于快速拆卸更换或清洗。
(二)有益效果
1、本发明所述的一种一次性发热贴涂胶加工系统,本发明采用多调控的设计理念进行一次性发热贴涂胶加工,设置的涂胶机构可根据发热贴中部的厚度尺寸对喷涂高度进行适应性的调整,且可利于降低粘胶剂的浪费率,同时因采用活动组合连接方式而可根据发热贴的尺寸快速调整粘胶剂的喷涂范围;
2、本发明所述的滚轴的设置可提高粘胶剂于发热贴表面涂覆的均匀度,同时也可在一定范围内增大粘胶剂的涂覆面积,进而提高后续发热贴通过粘胶剂与贴纸之间的粘合质量;
3、本发明所述的限位板和T型块之间的配合可对一号电动滑块向左运动的距离起到导向与限位作用,以保证滚轴在每次一号电动滑块停止运动时正好可贴于倒U型板右端面而与发热贴的表面接触,进而保证发热贴可得到全面的粘胶剂涂覆;
4、本发明所述的圆环可对滚轴表面残留的粘胶剂进行刮除,以保持滚轴表面的洁净度,进而避免粘胶剂于滚轴表面形成粘附痂层而极大降低粘胶剂的涂覆效果,同时也降低喷头下端出现被堵塞现象的几率;
5、本发明所述的海绵块可对经圆环刮除后的滚轴表面进行二次清洁处理,以提高滚轴表面的洁净度,同时海绵块与圆环之间的活动连接便于快速拆卸更换或清洗。
附图说明
下面结合附图和实施例对本发明进一步说明。
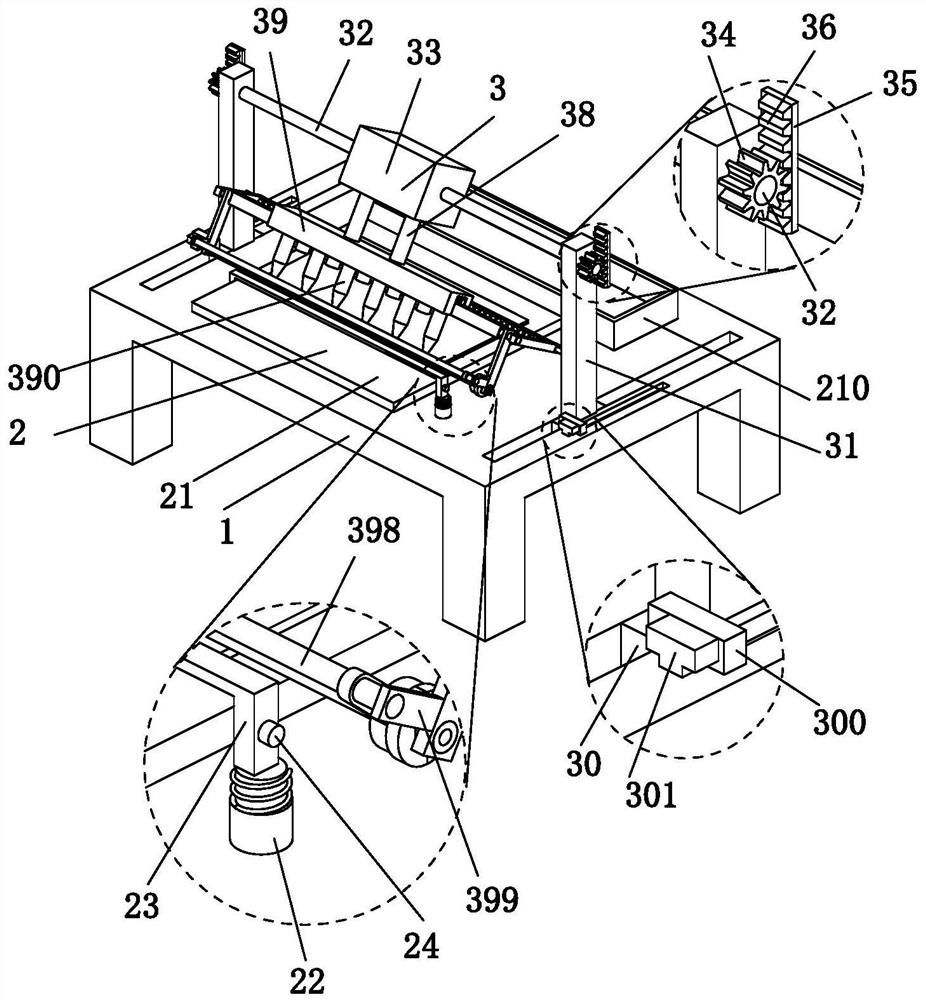
图1是本发明的立体结构示意图;
图2是本发明的第一剖视图;
图3是本发明的第二剖视图;
图4是本发明的第三剖视图;
图5是本发明的第一部分结构的立体视图;
图6是本发明的第二部分结构的立体视图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求先定和覆盖的多种不同方式实施。
如图1至图6所示,一种一次性发热贴涂胶加工系统,包括工作台1、安置单元2和涂胶机构3,所述的工作台1的左上端设置有安置单元2,工作台1的右上端设置有涂胶机构3。
所述的安置单元2包括底座20、台板21、伸缩弹簧杆22、倒U型板23和卡轴24,底座20安装在工作台1的上端面左端,底座20的上端安装有台板21,台板21左端的前后两侧对称设置有伸缩弹簧杆22,伸缩弹簧杆22的下端与工作台1的上端面相连,伸缩弹簧杆22的上端之间连接有倒U型板23,倒U型板23滑动卡于台板21的左端,倒U型板23前端的竖直段开设有一号通孔,一号通孔内滑动连接有卡轴24,卡轴24的后端与台板21的左前端之间滑动卡接,原始状态下的倒U型板23水平段的下端面与台板21的上端面相贴,且此时伸缩弹簧杆22未拉长和收缩,通过人工方式拔出卡轴24并向上提起倒U型板23,伸缩弹簧杆22同步被拉长,然后使发热贴未填充有原料的一端位于倒U型板23水平段的正下方而置于台板21的上端,随后松动倒U型板23,倒U型板23在伸缩弹簧杆22回缩的拉动下将发热贴的一端压制于台板21上,接下来重新插入卡轴24,以辅助提高倒U型板23对发热贴的压制力度,伸缩弹簧杆22的设置可增大倒U型板23与台板21之间配合而对发热贴实施的夹紧度。
所述的涂胶机构3包括一号电动滑块30、立架31、轴杆32、喷胶机33、齿轮34、竖板35、齿牙36、二号电动滑块37、连接管38、空腔板39和喷头390,一号电动滑块30通过滑动配合方式前后对称安装于工作台1的上端,台板21位于一号电动滑块30之间,一号电动滑块30的上端安装有立架31,立架31的上端转动安装有轴杆32,轴杆32的内侧端之间连接有喷胶机33,轴杆32的外侧端安装有齿轮34,齿轮34位于立架31的外侧,齿轮34的正右侧设置有竖板35,竖板35的左端面从上往下等距离安装有齿牙36,齿牙36与齿轮34之间相啮合,竖板35的内侧端安装有二号电动滑块37,二号电动滑块37通过滑动配合方式安装于立架31的右上端,喷胶机33的下端面前后对称安装有连接管38,连接管38的下端之间连接有空腔板39,空腔板39的下端从前往后等距离设置有喷头390,喷头390位于台板21的上方,发热贴完成压制固定后,通过一号电动滑块30带动立架31向左运动,立架31带动轴杆32同步运动,喷胶机33带动连接管38随其同步运动,空腔板39带动喷头390随连接管38同步运动,直至喷头390的下端位于发热贴的左上方,随后通过一号电动滑块30带动立架31向右运动的同时喷胶机33工作,粘胶剂依次通过连接管38和空腔板39,最终由喷头390喷射在发热贴的表面,直至粘胶剂喷至发热贴最右端,此时发热贴完成涂胶处理,然后通过热工方式拔出卡轴24并提起倒U型板23而将发热贴取走,通过二号电动滑块37带动竖板35向下运动,竖板35带动齿牙36同步运动,齿轮34在与齿牙36之间啮合下而同步做顺时针转动,齿轮34带动止轴杆32同步运动,喷胶机33带动连接管38同步随轴杆32转动,空腔板39带动喷头390随连接管38同步转动,直至相应角度,以此转动操作来根据发热贴中部厚度尺寸对喷头390与发热贴之间的间距进行适应性调整。
所述的空腔板39的前后两侧对称设置有连接板391,连接板391的外侧端开设有圆凹槽,圆凹槽内转动连接有圆杆392,圆杆392的内侧端上下对称安装有三号电动滑块393,三号电动滑块393与圆凹槽的内环面滑动连接,圆杆392的外侧端安装有延伸板394,延伸板394与圆杆392相离的一端之间转动连接有滚轴395,滚轴395的外表面贴于喷头390的下端面,滚轴395位于台板21的上方,发热贴完成压制固定后,通过一号电动滑块30带动立架31向左运动,立架31带动轴杆32同步运动,喷胶机33带动连接管38随其同步运动,空腔板39带动喷头390随连接管38同步运动,延伸板394带动滚轴395随之同步运动,直至滚轴395位于发热贴左上方,然后通过二号电动滑块37带动竖板35向下运动,竖板35带动齿牙36同步运动,齿轮34在与齿牙36之间啮合下而同步做顺时针转动,齿轮34带动止轴杆32同步运动,喷胶机33带动连接管38同步随轴杆32转动,空腔板39带动喷头390随连接管38同步转动,直至滚轴395贴于发热贴的表面,然后通过一号电动滑块30带动立架31向右运动的同时喷胶机33工作,粘胶剂依次通过连接管38和空腔板39,最终由喷头390喷射滚轴395的表面,与此同时滚轴395沿发热贴向右滚动,粘胶剂通过滚动的滚轴395涂覆于发热贴表面,单张发热贴完成粘胶剂的涂覆后,一号电动滑块30带动立架31回至工作台1的右端,滚轴395的设置可提高粘胶剂于发热贴表面涂覆的均匀度,同时也可在一定范围内增大粘胶剂的涂覆面积,进而提高后续发热贴通过粘胶剂与贴纸之间的粘合质量。
所述的台板21的正后侧设置有矩形屉210,矩形屉210的上端面位于台板21上端面的下方,矩形屉210通过滑动配合方式卡接于工作台1的上端,单张发热贴完成粘胶剂的涂覆后,一号电动滑块30带动立架31回至工作台1的右端,此时滚轴395和喷头390的下端位于矩形屉210的正上方,矩形屉210可承接自滚轴395上滴落的粘胶剂,且通过圆环396刮除的残留粘胶剂可落至矩形屉210内,进而可对残留的粘胶剂进行集中收集。
所述的滚轴395的前端通过滑动配合方式卡套有圆环396,圆环396的左上端安装有四号电动滑块397,四号电动滑块397与圆环396相离的一端通过滑动配合方式套设于轨道杆398上,轨道杆398的前后两端对称安装有二号耳板399,二号耳板399与轨道杆398相离的一端与连接板391的侧端面相连,单张发热贴完成粘胶剂的涂覆后,一号电动滑块30带动立架31回至工作台1的右端,然后通过三号电动滑块393带动圆杆392顺时针转动,圆杆392带动延伸板394同步转动,延伸板394带动滚轴395同步运动,直至滚轴395与喷头390相离,随后通过四号电动滑块397带动圆环396沿滚轴395向后运动,圆环396可对滚轴395表面残留的粘胶剂进行刮除,以保持滚轴395表面的洁净度,进而避免粘胶剂于滚轴395表面形成粘附痂层而极大降低粘胶剂的涂覆效果,同时也降低喷头390下端出现被堵塞现象的几率。
所述的圆杆392的外侧端安装有连板39a,连板39a位于连接板391的外侧,且连板39a与连接板391之间相垂直,连板39a与圆杆392相离的一端之间设置有置物板39b,置物板39b位于台板21和空腔板39之间,置物板39b的左端面从前往后等距离安装有毛刷39c,通过三号电动滑块393带动圆杆392顺时针转动,圆杆392带动延伸板394同步转动,延伸板394带动滚轴395同步运动,同时圆杆392带动连板39a同步转动,置物板39b带动毛刷39c随连板39a同步转动,在毛刷39c与喷头390的下端接触过程中,毛刷39c可将同步带除喷头390下端残留的粘胶剂,进而避免残留的粘胶剂凝结而堵塞喷头390的下端。
所述的圆环396的前端面通过魔术贴左右对称粘黏有海绵块39g,海绵块39g的中部与滚轴395之间滑动连接,海绵块39g可对经圆环396刮除后的滚轴395表面进行二次清洁处理,以提高滚轴395表面的洁净度,同时海绵块39g与圆环396之间的活动连接便于快速拆卸更换或清洗。
所述的喷头390的上端与圆通孔之间通过螺纹配合方式相连,圆通孔开设在空腔板39的下端,相邻的喷头390之间开设有二号通孔,二号通孔内通过螺纹配合方式连接有圆塞39h,喷头390和圆塞39h两者与空腔板39之间的活动连接方式可便于快速拆卸和安装,圆塞39h、喷头390均可通过螺纹配合方式与圆通孔和二号通孔相连,继而可根据发热贴的尺寸来调整喷头390的之间间距或喷头390的数量以避免造成粘胶剂大量浪费。
所述的一号电动滑块30的上端安装有限位板300,限位板300位于立架31的左侧,限位板300的下端面与工作台1的上端面之间滑动连接,工作台1的上端开设有滑动凹槽,限位板300的正左侧设置有T型块301,T型块301的下端通过磁吸层与滑动凹槽的内侧壁相连,限位板300和T型块301之间的配合可对一号电动滑块30向左运动的距离起到导向与限位作用,以保证滚轴395在每次一号电动滑块30停止运动时正好可贴于倒U型板23右端面而与发热贴的表面接触,进而保证发热贴可得到全面的粘胶剂涂覆。
所述的连接板391的内侧端安装有一号耳板39d,一号耳板39d与空腔板39的侧端之间通过螺纹配合方式相连有一号螺栓39e,一号耳板39d和空腔板39之间采取的活动连接方式可便于定期拆卸滚轴395、连接板391和延伸板394整体而以便整体清洁工作的展开。
所述的置物板39b的前后两端滑动卡接有内置板39f,内置板39f与置物板39b相离的一端与板通槽之间滑动连接,板通槽开设在连板39a与圆杆392相离的一端,通过人工方式向内侧推动内置板39f,直至内置板39f与连板39a相离,此时置物板39b可被拆离,后续可对毛刷39c进行整体清洁以保持其清洁度。
工作时,第一步,固定发热贴:原始状态下的倒U型板23水平段的下端面与台板21的上端面相贴,且此时伸缩弹簧杆22未拉长和收缩,通过人工方式拔出卡轴24并向上提起倒U型板23,伸缩弹簧杆22同步被拉长,然后使发热贴未填充有原料的一端位于倒U型板23水平段的正下方而置于台板21的上端,随后松动倒U型板23,倒U型板23在伸缩弹簧杆22回缩的拉动下将发热贴的一端压制于台板21上,接下来重新插入卡轴24。
第二步,喷胶准备:通过一号电动滑块30带动立架31向左运动,立架31带动轴杆32同步运动,喷胶机33带动连接管38随其同步运动,空腔板39带动喷头390随连接管38同步运动,延伸板394带动滚轴395随之同步运动,直至滚轴395位于发热贴左上方,然后通过二号电动滑块37带动竖板35向下运动,竖板35带动齿牙36同步运动,齿轮34在与齿牙36之间啮合下而同步做顺时针转动,齿轮34带动止轴杆32同步运动,喷胶机33带动连接管38同步随轴杆32转动,空腔板39带动喷头390随连接管38同步转动,直至滚轴395贴于发热贴的表面。
第三步,涂覆粘胶剂:通过一号电动滑块30带动立架31向右运动的同时喷胶机33工作,粘胶剂依次通过连接管38和空腔板39,最终由喷头390喷射滚轴395的表面,与此同时滚轴395沿发热贴向右滚动,粘胶剂通过滚动的滚轴395涂覆于发热贴表面,单张发热贴完成粘胶剂的涂覆后,一号电动滑块30带动立架31回至工作台1的右端,然后通过热工方式拔出卡轴24并提起倒U型板23而将完成涂胶的发热贴取走。
第四步,清洁:通过三号电动滑块393带动圆杆392顺时针转动,圆杆392带动延伸板394同步转动,延伸板394带动滚轴395同步运动,直至滚轴395与喷头390相离,随后通过四号电动滑块397带动圆环396沿滚轴395向后运动,圆环396可对滚轴395表面残留的粘胶剂进行刮除,刮除的残留粘胶剂可落至矩形屉210内,同时圆杆392带动连板39a同步转动,置物板39b带动毛刷39c随连板39a同步转动,在毛刷39c与喷头390的下端接触过程中,毛刷39c可将同步带除喷头390下端残留的粘胶剂。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种一次性发热贴涂胶加工系统
- 一种一次性自动发热恒温敷灸贴