线束的生产和自动检查装置及生产和自动检查方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种线束的生产和自动检查装置及生产和自动检查方法。
背景技术
OA设备、汽车和电器中使用的线束不是通用产品,需要在工厂进行定制生产。通常,线束的生产线这样排成一行:位置①:工人A、位置②:工人B、位置③:工人C……。制成品也要经过人工检查。但是,传统的线束生产方法具有效率低的问题。人工检查制成品也容易发生错误。
作为线束的外观检查装置例如有专利文献1中公开的装置。在专利文献1中公开了如下技术:线束外观检查用图像的生成装置具有摄像机、移动机构部、拍摄控制部以及图像处理部,可以获得线束的外观检查用的图像。
专利文献1:CN101865667A
然而,根据专利文献1的技术,其目的仅在于生成用于线束检查的图像,而不是生产和检查线束。
发明内容
本发明的目的在于提供一种线束的生产和自动检查装置及生产和自动检查方法,可以提高线束的生产效率并且降低生产成本。
本发明公开了一种线束的生产和自动检查装置,所述装置包括:
多个作业面,所述线束在所述作业面上进行作业;
作业面移动部,移动所述作业面,以切换所述线束的作业;
检查部,自动检查所述线束是否符合标准;
控制部,在所述检查部的自动检查完成之后,判断所述线束的作业是否全部完成,当所述线束的作业未全部完成时,控制所述作业面移动部继续移动所述作业面,否则所述线束的生产完成。
可选地,所述线束的作业包括配线作业、束结作业、外观检查作业和导通检查作业。
可选地,所述检查部用于外观检查作业中,并且包括:
相机,拍摄所述线束;
相机移动部,移动所述相机,以调整所述相机拍摄时的位置、角度和高度;
光源,与所述相机一起移动,以调整所述相机拍摄时的亮度;
图像处理部,使用机器视觉技术,分析并且判断所述相机拍摄的图像是否符合标准;
显示部,当所述图像处理部分析并且判断所述相机拍摄的图像符合标准时,显示所述线束符合标准,否则显示所述线束不符合标准,并且显示不符合标准的位置和内容,所述线束根据该位置和内容进行修复。
可选地,所述相机移动部移动所述相机,以在多个不同的位置拍摄所述线束的相应部分;所述图像处理部分别分析并且判断所述相机拍摄的多张图像是否符合标准,或者所述图像处理部分析并且判断所述相机拍摄的多张图像生成的图像是否符合标准。
可选地,机器视觉技术包括图像滤波技术、blob分析技术、RGB/HSV转换技术、模型匹配技术和边缘提取技术。
可选地,分析并且判断所述相机拍摄的图像是否符合标准包括,识别图像中的绑带并且判断绑带的位置、颜色、数量和型号是否符合标准,识别图像中的夹具并且判断夹具的位置、颜色、数量、型号和方向是否符合标准,识别图像中的连接器并且判断连接器的位置、颜色、数量、型号和方向是否符合标准,识别图像中的胶带并且判断胶带的位置、颜色和长度是否符合标准,判断图像中的绑带之间的距离、夹具之间的距离、连接器之间的距离、胶带之间的距离以及它们彼此之间的距离是否符合标准。
可选地,如果所述线束进行修复,则所述控制部判断所述线束的修复是否完成,当所述线束的修复未完成时,返回所述线束的修复,否则继续判断所述线束的作业是否全部完成。
可选地,如果所述线束进行修复,则所述控制部判断所述线束的修复是否完成,当所述线束的修复未完成时,返回所述线束的修复,否则控制所述检查部重新自动检查所述线束是否符合标准。
可选地,所述作业面移动部包括:
作业台,固定多个所述作业面;
旋转电机,旋转所述作业台。
本发明公开了一种线束的生产和自动检查方法,所述方法包括:
在作业面上对所述线束进行作业;
移动所述作业面,以切换所述线束的作业;
自动检查所述线束是否符合标准;
在自动检查完成之后,判断所述线束的作业是否全部完成,当所述线束的作业未全部完成时,继续移动所述作业面,否则所述线束的生产完成。
本发明与现有技术相比,主要区别及其效果在于:
本发明的线束的生产和自动检查装置包括多个作业面和作业面移动部,线束在作业面上进行作业,作业面移动部移动作业面以切换线束的作业,可以改变线束的生产线的布置方式,并且包括检查部,检查部自动检查线束是否符合标准,可以避免人工检查错误率高的问题,从而可以提高线束的生产效率并且降低生产成本。
附图说明
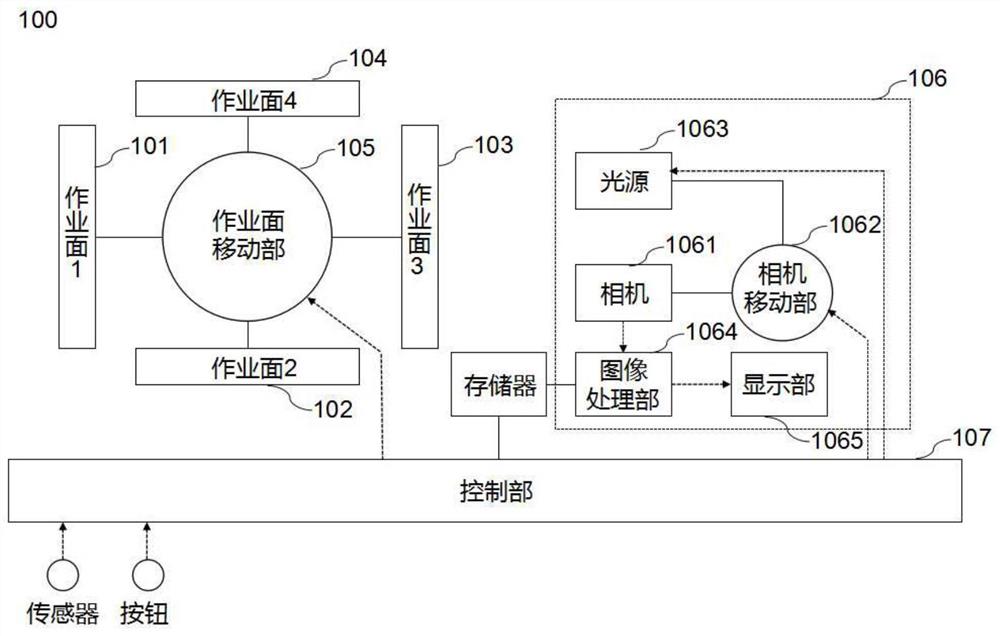
图1是线束的生产和自动检查装置的结构图;
图2是相机移动部移动相机以在多个不同的位置拍摄线束的相应部分的示意图;
图3是控制部的控制方法的流程图;
图4是控制部的控制方法的又一流程图;
图5是线束的生产和自动检查方法的流程图。
具体实施方式
为使本发明实施例的目的和技术方案更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的第一实施方式涉及一种线束的生产和自动检查装置。图1是线束的生产和自动检查装置的结构图。如图1所示,线束的生产和自动检查装置100可以包括多个作业面101-104、作业面移动部105、检查部106和控制部107。
多个作业面101-104可以根据所处的作业位置和作业内容而划分为第一作业面101、第二作业面102、第三作业面103和第四作业面104,线束可以在第一至第四作业面101-104上进行作业。具体地,可以由人工和/或机器在处于第一作业位置的第一作业面101上对线束进行第一作业,可以由人工和/或机器在处于第二作业位置的第二作业面102上对线束进行第二作业,可以由人工和/或机器在处于第三作业位置的第三作业面103上对线束进行第三作业,并且可以由人工和/或机器在处于第四作业位置的第四作业面104上对线束进行第四作业。另外,针对同一线束来说,第一至第四作业可以是依次进行的,即线束首先可以在第一作业面101上进行第一作业,然后可以在第二作业面102上进行第二作业,然后可以在第三作业面103上进行第三作业,最后可以在第四作业面104上进行第四作业。然而,针对不同线束来说,第一至第四作业可以是同时进行的,即第一线束可以在第一作业面101上进行第一作业,同时第二线束可以在第二作业面102上进行第二作业,同时第三线束可以在第三作业面103上进行第三作业,并且同时第四线束可以在第四作业面104上进行第四作业。可以理解的是,可以根据实际需要对线束的作业进行添加、删减、更改或调整顺序,从而作业面的数量也进行相应的改变,在此不做限制。
作业面移动部105可以与第一至第四作业面101-104连接,从而可以移动第一至第四作业面101-104,以切换线束的作业。具体地,可以在处于第一作业位置的作业面(即,第一作业面101)上对线束进行第一作业,然后作业面移动部105可以将该作业面从第一作业位置移动至第二作业位置,从而可以在处于第二作业位置的作业面(即,变为第二作业面102)上对线束进行第二作业,然后作业面移动部105可以将该作业面从第二作业位置移动至第三作业位置,从而可以在处于第三作业位置的作业面(即,变为第三作业面103)上对线束进行第三作业,然后作业面移动部105可以将该作业面从第三作业位置移动至第四作业位置,从而可以在处于第四作业位置的作业面(即,变为第四作业面104)上对线束进行第四作业。另外,移动的方式可以为直线移动、旋转等,其中在图1中示为旋转,但是只是作为优选示例,移动的方式在此不做限制。
检查部106可以自动检查线束是否符合标准。可以理解的是,可以根据实际需要将检查部106放置在第一至第四作业位置中的一个或多个位置,以完成第一至第四作业中的一个或多个作业。
控制部107可以在检查部106的自动检查完成之后,判断线束的第一至第四作业是否全部完成。当线束的第一至第四作业未全部完成时,控制部107可以控制作业面移动部105继续移动第一至第四作业面101-104。例如,如果检查部106处于第三作业位置(即,用于第三作业),则在检查部106的自动检查完成之后,控制部107可以判断线束的第四作业未完成,从而控制部107可以控制作业面移动部105将该作业面从第三作业位置移动至第四作业位置,从而可以在处于第四作业位置的作业面(即,变为第四作业面104)上对线束进行第四作业。当线束的第一至第四作业全部完成时,该线束的生产完成,此时可以根据实际需要进行下一线束的生产。
另外,控制部107可以与作业面移动部105信号连接,从而可以控制作业面移动部105的移动动作。可以通过按钮等方式向控制部107发送启停信号,来控制作业面移动部105移动第一至第四作业面101-104以切换线束的作业。并且,可以通过传感器等方式来确定作业面移动部105是否将第一至第四作业面101-104移动至指定的作业位置,当作业面移动部105未将第一至第四作业面101-104移动至指定的作业位置时,向控制部107发送调整信号,来控制作业面移动部105移动第一至第四作业面101-104以调整第一至第四作业面101-104的位置。
另外,控制部107可以与检查部106信号连接,从而可以控制检查部106的自动检查动作。
本发明的线束的生产和自动检查装置包括多个作业面101-104和作业面移动部105,线束在作业面101-104上进行作业,作业面移动部105移动作业面101-104以切换线束的作业,可以改变线束的生产线的布置方式,并且包括检查部106,检查部106自动检查线束是否符合标准,可以避免人工检查错误率高的问题,从而可以提高线束的生产效率并且降低生产成本。
线束的作业可以包括配线作业、束结作业、外观检查作业和导通检查作业。具体地,可以由人工和/或机器在处于第一作业位置的第一作业面101上对线束进行配线作业,可以由人工和/或机器在处于第二作业位置的第二作业面102上对线束进行束结作业,可以由人工和/或机器在处于第三作业位置的第三作业面103上对线束进行外观检查作业,并且可以由人工和/或机器在处于第四作业位置的第四作业面104上对线束进行导通检查作业。可以理解的是,可以根据实际需要对线束的作业进行添加、删减、更改或调整顺序,从而作业面的数量也进行相应的改变,在此不做限制。
检查部106可以用于外观检查作业中,从而检查部106可以处于第三作业位置。检查部106可以包括相机1061、相机移动部1062、光源1063、图像处理部1064和显示部1065。
相机1061可以拍摄第三作业面103上的线束(即,完成束结作业的线束)。相机1061可以拍摄线束的整体,也可以拍摄线束的一部分。
相机移动部1062可以包括支架、移动电机和轨道,相机1061可以固定在支架上,并且可以在移动电机的驱动下在轨道上移动,以将相机1061移动至指定的拍摄位置,并且调整相机1061拍摄时相对于第三作业面103及其上的线束的角度和高度。另外,控制部107可以与相机移动部1062中的移动电机信号连接,从而可以控制相机移动部1062的移动动作。可以通过按钮等方式向控制部107发送启停信号,来控制相机移动部1062移动相机1061。并且,可以通过传感器等方式来确定相机移动部1062是否将相机1061移动至指定的拍摄位置、角度和高度,当相机移动部1062未将相机1061移动至指定的拍摄位置、角度和高度时,向控制部107发送调整信号,来控制相机移动部1062移动相机1061以调整拍摄位置、角度和高度。另外,控制部107可以与存储器连接,从而可以将通过传感器等方式确定的相机1061的拍摄位置、角度和高度存储到存储器中。
光源1063可以与相机1061一起移动,例如,光源1063可以与相机1061一起固定在支架上,并且在移动电机的驱动下在轨道上一起移动,从而可以确保相机1061拍摄的图像的亮度。光源1063的亮度可以保持不变或可以调整。另外,控制部107可以与光源1063信号连接,从而可以控制光源1063的开关和/或亮度。可以通过按钮等方式向控制部107发送启停信号,来控制光源1063的开关。并且,可以通过传感器等方式来确定相机1061拍摄时的亮度是否合适,当相机1061拍摄时的亮度不足或过曝时,向控制部107发送调整信号,来控制光源1063的亮度。
本发明的线束的生产和自动检查装置中的检查部106包括相机移动部1062和光源1063,相机移动部1062移动相机1061以调整相机1061拍摄时的位置、角度和高度,光源1063与相机1061一起移动以调整相机1061拍摄时的亮度,可以确保图像的清晰度和亮度,从而可以提高自动检查的准确度。
图像处理部1064可以与相机1061信号连接,接收相机1061拍摄的图像,从而可以使用机器视觉技术,分析并且判断相机1061拍摄的图像是否符合标准。
机器视觉技术可以包括图像滤波技术、blob分析技术、RGB/HSV转换技术、模型匹配技术和边缘提取技术。可以采用这些机器视觉技术中的一个或多个技术来进行分析判断,例如,图像滤波技术可以在尽量保留图像细节特征的条件下对图像的噪声进行抑制,从而对图像进行预处理,而blob分析技术可以寻找图像中灰度突变的区域,而RGB/HSV转换技术可以将一张图像转换为以RGB/HSV表示的三张图像等等,从而可以识别图像中的不同部件并且判断这些部件的特征是否符合标准。可以理解的是,可以根据实际需要对这些机器视觉技术进行添加、删减或更改,在此不做限制。
分析并且判断相机1061拍摄的图像是否符合标准可以包括,识别图像中的绑带并且判断绑带的位置、颜色、数量和型号是否符合标准,识别图像中的夹具并且判断夹具的位置、颜色、数量、型号和方向是否符合标准,识别图像中的连接器并且判断连接器的位置、颜色、数量、型号和方向是否符合标准,识别图像中的胶带并且判断胶带的位置、颜色和长度是否符合标准,判断图像中的绑带之间的距离、夹具之间的距离、连接器之间的距离、胶带之间的距离以及它们彼此之间的距离是否符合标准。另外,可以在第一至第四作业面101-104上设置一个或多个标记点,在分析并且判断相机1061拍摄的图像时,可以识别图像中的对应的一个或多个标记点,从而可以确定作业面的坐标系与图像的坐标系之间的对应关系,并且可以在识别出图像中的上述部件的情况下,判断上述部件的位置、长度以及上述部件之间的距离。可以理解的是,可以根据实际需要对分析判断的内容进行添加、删减或更改,在此不做限制。
针对每个线束,可以具有线束基准数据,线束基准数据指示该线束的标准布置,例如,该线束的标准布置图像和/或该线束的标准布置中各部件的位置、颜色、数量、型号、方向和长度以及各部件之间的距离。图像处理部1064可以与存储有线束基准数据的存储器连接,从而可以将相机1061拍摄的图像和/或从图像识别出的内容与线束基准数据进行比较,分析并且判断相机1061拍摄的图像是否符合标准。另外,可以将相机1061拍摄的图像以及分析判断结果存储到存储器中。
显示部1065可以与图像处理部1064信号连接,从而可以显示分析判断结果。具体地,当图像处理部1064分析并且判断相机1061拍摄的图像符合标准时,显示部1065可以显示线束符合标准。当图像处理部1064分析并且判断相机1061拍摄的图像不符合标准时,显示部1065可以显示线束不符合标准,并且可以显示不符合标准的位置和内容。例如,可以将图像中不符合标准的位置显示为红色框,并且显示如“无绑带!请添加绑带”之类的文字,从而可以由人工和/或机器根据该位置和内容对线束进行修复。
本发明的线束的生产和自动检查装置中的检查部106包括图像处理部1064,图像处理部1064使用机器视觉技术来分析并且判断相机1061拍摄的图像是否符合标准,可以提高自动检查的准确度,并且包括显示部1065,显示部1065显示线束是否符合标准,并且显示不符合标准的位置和内容,可以便于修复线束。
在相机1061拍摄线束的一部分的情况下,例如,线束太大而无法用一张图像来捕捉全部画面时,相机移动部1062可以移动相机1061,以在多个不同的位置放大线束的局部并且拍摄线束的相应部分,从而可以获得多张图像。另外,可以在第一至第四作业面101-104上设置一个或多个标记点,在分析并且判断相机1061拍摄的多张图像时,可以识别每张图像中的对应的一个或多个标记点,从而可以确定作业面的坐标系与每张图像的坐标系之间的对应关系,并且可以确定每张图像的绝对位置和相对位置。图2是相机移动部移动相机以在多个不同的位置拍摄线束的相应部分的示意图。如图2所示,相机移动部1062可以移动相机1061,以在九个不同的位置拍摄线束的相应部分,从而可以获得九张图像。可以理解的是,可以根据实际需要对拍摄位置的数量和顺序进行调整,在此不做限制。
对于相机1061拍摄的多张图像,可以有两种图像处理方式。图像处理部1064可以分别分析并且判断每张图像是否符合标准,记录每张图像的分析判断结果,并且显示部1065可以显示最终的分析判断结果。或者,图像处理部1064可以分析并且判断多张图像生成的一张图像是否符合标准,并且显示部1065可以显示最终的分析判断结果。
当检查部106自动检查时,如果图像处理部1064使用机器视觉技术,分析并且判断相机1061拍摄的图像不符合标准,显示部1065显示线束不符合标准,并且显示不符合标准的位置和内容,由人工和/或机器根据该位置和内容对线束进行修复,则控制部107判断线束的修复是否完成,当线束的修复未完成时,返回线束的修复,否则继续判断线束的作业是否全部完成,当线束的作业未全部完成时,控制作业面移动部105继续移动第一至第四作业面101-104,否则该线束的生产完成,此时可以根据实际需要进行下一线束的生产。图3是控制部的控制方法的流程图。如图3所示,在由人工和/或机器根据该位置和内容对线束进行修复之后,不再重新自动检查修复后的线束是否符合标准,从而可以减少自动检查的时间。
当检查部106自动检查时,如果图像处理部1064使用机器视觉技术,分析并且判断相机1061拍摄的图像不符合标准,显示部1065显示线束不符合标准,并且显示不符合标准的位置和内容,由人工和/或机器根据该位置和内容对线束进行修复,则控制部107判断线束的修复是否完成,当线束的修复未完成时,返回线束的修复,否则控制检查部106重新自动检查线束是否符合标准。图4是控制部的控制方法的又一流程图。如图4所示,在由人工和/或机器根据该位置和内容对线束进行修复之后,重新自动检查修复后的线束是否符合标准,从而可以确保线束的正确率。
作业面移动部105可以包括作业台和旋转电机。作业台可以固定第一至第四作业面101-104,作业台例如是转盘。旋转电机可以旋转作业台,以旋转第一至第四作业面101-104。另外,控制部107可以与作业面移动部105中的旋转电机信号连接,从而可以控制作业面移动部105的旋转动作。可以通过按钮等方式向控制部107发送启停信号,来控制作业面移动部105旋转第一至第四作业面101-104以切换线束的作业。并且,可以通过传感器等方式来确定作业面移动部105是否将第一至第四作业面101-104旋转至指定的作业位置,当作业面移动部105未将第一至第四作业面101-104旋转至指定的作业位置时,向控制部107发送调整信号,来控制作业面移动部105旋转第一至第四作业面101-104以调整第一至第四作业面101-104的位置。
本发明的线束的生产和自动检查装置中的作业面移动部105包括作业台和旋转电机,作业台固定多个作业面101-104,旋转电机旋转作业台,可以改变线束的生产线的布置方式,节省占地面积。
本发明的第二实施方式涉及一种线束的生产和自动检查方法。图5是线束的生产和自动检查方法的流程图。如图5所示,线束的生产和自动检查方法500可以包括:
步骤501,在多个作业面上依次对线束进行作业;
步骤502,移动多个作业面,以切换线束的作业;
步骤503,自动检查线束是否符合标准;
步骤504,在自动检查完成之后,判断线束的作业是否全部完成,当线束的作业未全部完成时,继续移动多个作业面,否则线束的生产完成。
第一实施方式是与本实施方式相对应的装置实施方式,本实施方式可与第一实施方式互相配合实施。第一实施方式中提到的相关技术细节在本实施方式中依然有效,为了减少重复,这里不再赘述。相应地,本实施方式中提到的相关技术细节也可应用在第一实施方式中。
需要说明的是,本发明的各方法实施方式均可以以软件、硬件、固件等方式实现。不管本发明是以软件、硬件、还是固件方式实现,指令代码都可以存储在任何类型的计算机可访问的存储器中(例如永久的或者可修改的,易失性的或者非易失性的,固态的或者非固态的,固定的或者可更换的介质等等)。同样,存储器可以例如是可编程阵列逻辑(Programmable Array Logic,简称“PAL”)、随机存取存储器(Random Access Memory,简称“RAM”)、可编程只读存储器(Programmable Read Only Memory,简称“PROM”)、只读存储器(Read-Only Memory,简称“ROM”)、电可擦除可编程只读存储器(Electrically ErasableProgrammable ROM,简称“EEPROM”)、磁盘、光盘、数字通用光盘(Digital Versatile Disc,简称“DVD”)等等。
需要说明的是,本发明各设备实施方式中提到的各单元/模块都是逻辑单元/模块,在物理上,一个逻辑单元可以是一个物理单元,也可以是一个物理单元的一部分,还可以以多个物理单元的组合实现,这些逻辑单元本身的物理实现方式并不是最重要的,这些逻辑单元所实现的功能的组合才是解决本发明所提出的技术问题的关键。此外,为了突出本发明的创新部分,本发明上述各设备实施方式并没有将与解决本发明所提出的技术问题关系不太密切的单元引入,这并不表明上述设备实施方式并不存在其它的单元。
在附图中,可以以特定布置和/或顺序示出一些结构或方法特征。然而,应该理解,可能不需要这样的特定布置和/或排序。而是,在一些实施例中,这些特征可以以不同于说明性附图中所示的方式和/或顺序来布置。另外,在特定图中包括结构或方法特征并不意味着暗示在所有实施例中都需要这样的特征,并且在一些实施例中,可以不包括这些特征或者可以与其他特征组合。
需要说明的是,在本专利的权利要求和说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
虽然通过参照本发明的某些优选实施方式,已经对本发明进行了图示和描述,但本领域的普通技术人员应该明白,可以在形式上和细节上对其作各种改变,而不偏离本发明的精神和范围。
- 线束的生产和自动检查装置及生产和自动检查方法
- 用于汽车线束生产线的治具板自动换面装置