一种间歇式定量落料装置及其控制方法
文献发布时间:2023-06-19 12:18:04
技术领域
本申请涉及制药机械设备技术领域,尤其涉及一种间歇式定量落料装置及其控制方法。
背景技术
中大型高速旋转式压片机主要用于制药工业中对片剂进行加工,用以将颗粒状或粉末状介质压制成圆形、异形或带有文字、符号或图形的片剂,是适合批量生产的关键设备。压片机工作流程包括加料、定量填充、预压、主压和出片工序。近年来,高速压片机推广应用需求呈现稳定状态,对高速压片机的性能和质量要求越来越高,要求高速压片机不仅要符合片重、片剂硬度(轴向硬度和径向硬度)、片剂外形尺寸(高度尺寸和径向尺寸)的要求,又要自动化程度高、产能高。压片机工作流程的加料环节就需要更加科学,物料的用量、密度、流动性等参数需要优化。传统的加料环节就是加料器上方对接大料筒,物料很多又完全充实,物料密度、流动性在落料过程中不一致,有些种类物料有些情况会出现物料密度、流动性较大差异,从而导致制片的片重或片剂硬度或片剂外形尺寸中不合格情况出现。
发明内容
本申请实施例提供一种间歇式定量落料装置及其控制方法,使其加料环节的物料用量、密度、流动性等参数一致性程度大大提高,解决大料筒物料多且密实而引起的料密度、流动性在落料过程中不一致的问题。
本申请实施例提供一种间歇式定量落料装置,包括钣金料仓模块、定量下料控制机构、下料管,所述钣金料仓模块包括过渡锥形储料仓和连接在过渡锥形储料仓下部的落料仓,所述落料仓内与定量下料控制机构一端连接,所述落料仓下部安装下料管,所述下料管外侧还设置料位传感器,所述料位传感器与智能控制模块电性连接,所述智能控制模块与定量下料控制机构电性连接。
优选的,所述过渡锥形储料仓上部通过法兰盘连接供料机构,所述下料管下端通过对接口连接设备加料器。
优选的,所述定量下料控制机构包括双轴气缸、气缸传动轴、堵料板、连接块、气缸固定架、连接轴、推料板、挡板,所述气缸固定架与连接块焊接在一起,所述双轴气缸安装在气缸固定架上,所述连接轴贯穿于连接块中,所述连接轴位于连接块一侧连接气缸传动轴,所述连接轴位于连接块另一侧依次间隔安装三块推料板,所述推料板两侧分别设置挡板,所述推料板下部设置堵料板。
优选的,所述堵料板、三块推料板、挡板均位于落料仓内,所述堵料板固定安装于过渡锥形储料仓出料口正下方;所述三块推料板之间的第一间隙、第二间隙在双轴气缸带动连接轴运动时,分别轮流与堵料板、挡板形成定量存料仓。
优选的,所述落料仓下部通过对接件与下料管连接。
优选的,所述所述料位传感器设置在下料管下部。
优选的,所述智能控制模块包括PLC控制器和电磁阀,所述料位传感器与PLC控制器电性连接,所述PLC控制器与电磁阀电性连接,所述电磁阀与双轴气缸电性连接。
优选的,所述料位传感器为电容式接近开关。
本申请实施例还提供一种间歇式定量落料装置的控制方法,包括:
当物料低于料位传感器位置时,智能控制模块的PLC控制器控制电磁阀发出动作命令,电磁阀打开,双轴气缸动作,通过气缸传动轴带动连接轴往复运动实现交替填料、落料工作,具体为:
当气缸传动轴处于伸出,远离连接块的两块推料板之间的第二间隙与堵料板脱离开始放料工作,靠近连接块的两块推料板之间的第一间隙与堵料板形成定量存料仓开始填料工作;
当气缸传动轴处于缩回,靠近连接块的两块推料板之间的第一间隙与堵料板脱离开始放料工作,远离连接块的两块推料板之间的第二间隙与堵料板形成定量存料仓开始填料工作;
当加料后物料高于料位传感器位置,智能控制模块控制电磁阀发出关闭命令,关闭电磁阀,双轴气缸停止工作,进而停止填料、落料工作。
优选的,所述智能控制模块通过控制双轴气缸的动作频率控制落料速度。
本申请实施例采用的上述至少一个技术方案能够达到以下有益效果:
1、本申请通过定量下料控制机构控制定量地交替填料、落料工作,物料适量,没有挤压情况。每次低于控制料位基准线时,由料位传感信号输出自动控制完成每次落料动作补充料位,不受填充速度影响,保证定量的物料供给加料器,实现物料用量、密度、流动性等参数一致性。
2、本申请的定量下料控制机构动作实现只有一台双轴气缸,结构简单,拆装、维护方便,通过PLC控制器控制,操作简便、控制精度高。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
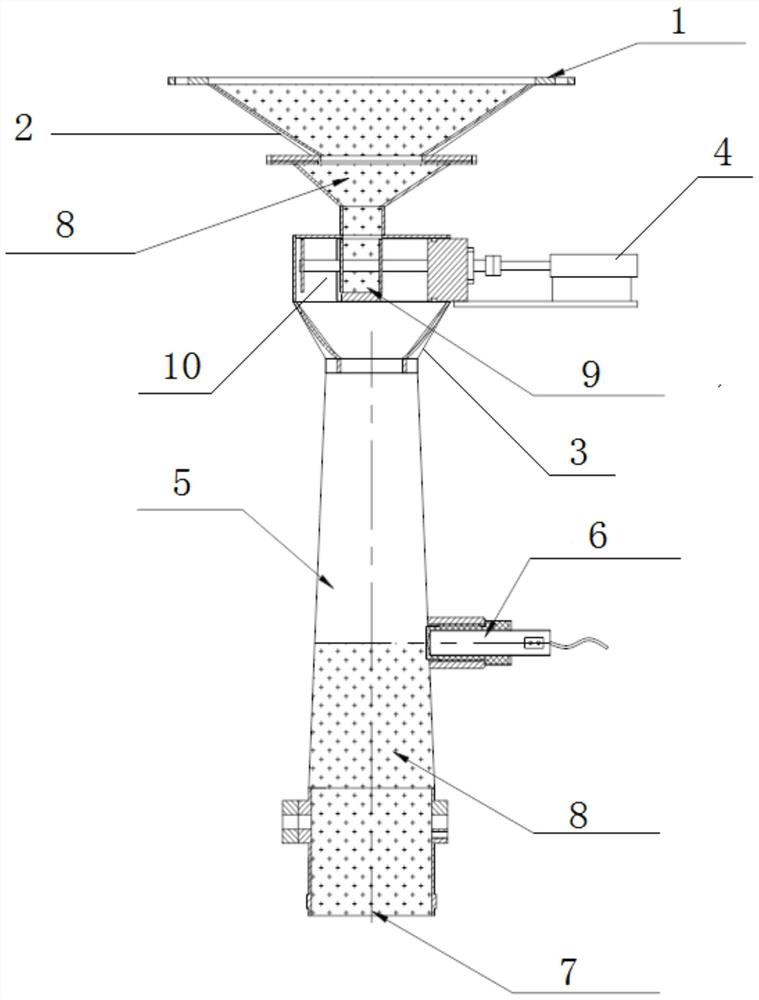
图1为本申请的间歇式定量落料装置整体外部结构示意图;
图2为本申请的间歇式定量落料装置整体剖面结构示意图;
图3为本申请的间歇式定量落料装置上部功能主体结构示意图;
图4为本申请的间歇式定量落料装置气缸传动轴处于伸出状态的结构示意图;
图5为本申请的间歇式定量落料装置气缸传动轴处于收缩状态的结构示意图;
图6为本申请的间歇式定量落料装置的定量下料控制机构正视结构示意图;
图7为本申请的间歇式定量落料装置的定量下料控制机构剖面结构示意图;
图8为本申请的间歇式定量落料装置的定量下料控制机构俯视结构示意图;
图9为本申请的间歇式定量落料装置的定量下料控制机构立体结构示意图。
具体实施方式
为使本申请的目的、技术方案和优点更加清楚,下面将结合本申请具体实施例及相应的附图对本申请技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
以下结合附图,详细说明本申请各实施例提供的技术方案。
实施例1
如图1、2所示,一种间歇式定量落料装置,包括钣金料仓模块、定量下料控制机构4、下料管5,钣金料仓模块包括过渡锥形储料仓2和连接在过渡锥形储料仓2下部的落料仓3,落料仓3内与定量下料控制机构4一端连接,落料仓3下部通过对接件11与下料管5连接,下料管5外侧还设置料位传感器6,具体为料位传感器6设置在下料管5下部。其中,过渡锥形储料仓2上部通过法兰盘1连接供料机构,下料管5下端通过对接口7连接设备加料器。图中,部件8表示物料。
图1、2中,过渡锥形储料仓2是由不锈钢板焊接加工而成的密闭型腔,用于与压片机加料装置的连接及物料的存储。落料仓3是由不锈钢板焊接加工而成的密闭型腔,用于与压片机下料管5的连接及物料的输送;压片机下料管5另一端与设备加料器进行密闭连接。料位传感器6与智能控制模块电性连接,智能控制模块与定量下料控制机构4电性连接。其中,智能控制模块包括PLC控制器和电磁阀,料位传感器6与PLC控制器电性连接,PLC控制器与电磁阀电性连接,电磁阀与双轴气缸41电性连接。本实施例所述的料位传感器6为电容式接近开关。
如图6、7、8、9所示,定量下料控制机构4包括双轴气缸41、气缸传动轴42、堵料板43、连接块44、气缸固定架45、连接轴46、推料板49、挡板410,气缸固定架45与连接块44焊接在一起,双轴气缸41安装在气缸固定架45上,连接轴46贯穿于连接块44中,连接轴46位于连接块44一侧连接气缸传动轴42,连接轴46位于连接块44另一侧依次间隔安装三块推料板49,推料板49两侧分别设置挡板410,推料板49下部设置堵料板43。其中,堵料板43、三块推料板49、挡板410均位于落料仓3内,堵料板43固定安装于过渡锥形储料仓2出料口正下方;三块推料板49之间的第一间隙47、第二间隙48在双轴气缸41带动连接轴46运动时,分别轮流与堵料板43、挡板410形成定量存料仓9。
图6、7、8、9中双轴气缸41为外购标准件,安装在气缸固定架45上,气缸固定架45又与连接块44焊接成一体,双轴气缸41通过压片机PLC控制的电磁阀进而控制气缸的气流通断,实现气缸的往复运动。第一间隙47、第二间隙48是通过三块推料板与连接轴焊接而形成的型腔,用于暂时存储气缸每次动作需要下落的物料。连接块44由不锈钢件加工而成,用于气缸固定架45的焊接固定及连接轴46的导向及固定。双轴气缸41的气缸传动轴42通过外购标准联轴器与连接轴46进行连接,从而实现双轴气缸41的往复运动进而带动填料与落料动作的循环工作。
传统的大料筒结构具有物料多且密实的特性,有些种类物料在多且密实的情况下,易受环境温度变化、填充速度变化而引起物料密度、流动性出现变化,对应这类物料制片的片重、片剂硬度、片剂外形尺寸中出现不合格情况。
本实施例的间歇式定量落料机构分为钣金料仓模块和定量下料控制机构,钣金料仓模块存放物料及形成物料落料通道,定量下料控制机构根据接收料位传感信号自动控制完成每次落料动作补充料位。同时,将原偏心大料桶更改为小直径直通结构,并安装有料位传感器,间歇式定量落料机构每次下料的量是固定的,确保料桶内物料既能满足生产需要量,还不存在物料挤压情况。因此,间歇式定量落料机构具有物料适量不多的优点,而且不充实,没有挤压情况。料桶内物料每次低于料位传感器位置时,有传感信号输出自动控制完成每次落料动作补充料位,所以不受填充速度影响,保证定量的物料供给加料器,实现物料用量、密度、流动性等参数一致性。
如图4、5所示,气缸伸缩动作实现填料和落料工序的原理:当气缸传动轴42处于伸出,远离连接块44的两块推料板49之间的第二间隙48与堵料板43脱离开始放料工作,靠近连接块44的两块推料板49之间的第一间隙47与堵料板43形成定量存料仓9开始填料工作;当气缸传动轴42处于缩回,靠近连接块44的两块推料板49之间的第一间隙47与堵料板43脱离开始放料工作,远离连接块44的两块推料板49之间的第二间隙48与堵料板43形成定量存料仓9开始填料工作;通过双轴气缸的往复运动实现存料仓1和存料仓2的交替填料、落料工作。
同时,第一间隙47和第二间隙48分别形成的定量存料仓9的填料空间是固定的,也就是气缸每一次动作添加的物料是国定的;压片机压制不同的片型、不同的产能状态下标准时间内消耗的物料量是不同的,可通过控制双轴气缸的动作时间间隔来满足物料的供应,确保设备加料装置内物料用量、密度、流动性等参数一致性。压片机正常工作时,当物料低于料位传感器位置时,设备PLC给控制气缸气流通断的电磁阀发出动作命令,电磁阀打开,双轴气缸进行往复动作完成加料工作,加料后物料高于料位传感器位置,设备PLC给控制气缸气流通断的电磁阀发出动作停止命令,关闭电磁阀,双轴气缸停止工作。此结构落料系统每次加料量是固定变的,且加料时间间隔是可根据压片机物料消耗情况进行自动调整。
实施例2
本发明还提供一种间歇式定量落料装置的控制方法,包括:
当物料低于料位传感器6位置时,智能控制模块的PLC控制器控制电磁阀发出动作命令,电磁阀打开,双轴气缸41动作,通过气缸传动轴42带动连接轴46往复运动实现交替填料、落料工作,具体为:
当气缸传动轴42处于伸出,远离连接块44的两块推料板49之间的第二间隙48与堵料板43脱离开始放料工作,靠近连接块44的两块推料板49之间的第一间隙47与堵料板43形成定量存料仓9开始填料工作;
当气缸传动轴42处于缩回,靠近连接块44的两块推料板49之间的第一间隙47与堵料板43脱离开始放料工作,远离连接块44的两块推料板49之间的第二间隙48与堵料板43形成定量存料仓9开始填料工作;
当加料后物料高于料位传感器6位置,智能控制模块控制电磁阀发出关闭命令,关闭电磁阀,双轴气缸41停止工作,进而停止填料、落料工作。
同时,智能控制模块通过控制双轴气缸41的动作频率控制落料速度。
本实施例的间歇式定量落料机构分为钣金料仓模块和定量下料控制机构,钣金料仓模块存放物料及形成物料落料通道,定量下料控制机构根据接收料位传感信号自动控制完成每次落料动作补充料位。同时,将原偏心大料桶更改为小直径直通结构,并安装有料位传感器,间歇式定量落料机构每次下料的量是固定的,确保料桶内物料既能满足生产需要量,还不存在物料挤压情况。因此,间歇式定量落料机构具有物料适量不多的优点,而且不充实,没有挤压情况。料桶内物料每次低于料位传感器位置时,有传感信号输出自动控制完成每次落料动作补充料位,所以不受填充速度影响,保证定量的物料供给加料器,实现物料用量、密度、流动性等参数一致性。
同时,第一间隙47和第二间隙48分别形成的定量存料仓9的填料空间是固定的,也就是气缸每一次动作添加的物料是国定的。压片机压制不同的片型、不同的产能状态下标准时间内消耗的物料量是不同的,可通过控制双轴气缸的动作时间间隔来满足物料的供应,确保设备加料装置内物料用量、密度、流动性等参数一致性。
以上所述仅为本申请的实施例而已,并不用于限制本申请。对于本领域技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本申请的权利要求范围之内。
- 一种间歇式定量落料装置及其控制方法
- 一种定量落料机构及茶叶生产加工用烘干装置