一种拭子装袋机及装袋方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种口咽采样制造装备技术领域,更具体地说,涉及一种拭子装袋机及装袋方法。
背景技术
传统的拭子装袋方法通常采用手工将拭子放入拭子袋,拭子的组装需要将制作好的拭子装入包装袋中再进行包装,手工操作时其每个步骤需单独运行,无法整合到一个单一自动化设备中,生产效率极低;且手工操作会导致一致性较差,产品良率低,工作人员操作时其卫生状况无法得到有效保证,容易使得拭子袋遭受污染。
发明内容
本发明所要解决的技术问题是提供了一种拭子装袋机,首先将拭子放入上拭子组件,将第一胶带放入上胶带第一组件,将第二胶带放入上胶带第二组件,上拭子组件将拭子传送至上胶带第一组件和上胶带第二组件的出料端并落入第一胶带和第二胶带之间,然后通过封装组件对送入有拭子的第一胶带和第二胶带进行封装,从而形成装有拭子的胶袋,以此实现自动化上料和封装,且每个步骤可同时运行,极大地提高了生产效率,降低了产品成本,且一致性可以得到有效保证,产品良率大幅提高,更可避免因工作人员的卫生状况导致拭子袋遭受污染的问题。
本发明还提供了一种拭子装袋机的装袋方法。
本发明所要解决的技术问题通过以下技术方案予以实现:
为解决上述技术问题,本发明提供了一种拭子装袋机的装袋方法,其包括以下步骤:
步骤1:将拭子放入上拭子组件;
步骤2:将胶带放入上胶带组件,其中第一胶带放入上胶带第一组件,将第二胶带放入上胶带第二组件;
步骤3:上拭子组件将拭子送入上胶带组件的第一胶带和第二胶带之间;
步骤4:封装组件对送入有拭子的第一胶带和第二胶带进行封装。
进一步地,所述步骤4包括以下步骤:
步骤4.1:间隔导料装置拖动上胶带组件中的胶带进入加热塑封装置同时拖动加热塑封装置的胶带进入切料装置后停止拖动;
步骤4.2:加热塑封装置对胶带进行塑封同时切料装置对塑封好的胶带进行切割。
本发明还提供了一种拭子装袋机,其包括机架、上拭子组件、上胶带组件和封装组件,所述上拭子组件固定于所述机架上且用于传输拭子;所述上胶带组件包括用于传输第一胶带的上胶带第一组件和用于传输第二胶带的上胶带第二组件,所述上胶带第一组件固定于所述机架上且其出料端位于所述上拭子组件的出料端的一侧;所述上胶带第二组件固定于所述机架上且其出料端位于所述上拭子组件的出料端的另一侧,所述上拭子组件将拭子送入第一胶带和第二胶带之间;所述封装组件固定于所述机架上且位于所述上胶带组件的出料端,所述封装组件用于封装送入有拭子的第一胶带和第二胶带。
进一步地,所述上拭子组件包括传输装置、储料架、上料装置和除废料装置,所述传输装置固定于所述机架上且用于传输拭子;所述储料架固定于所述机架上且位于所述传输装置的上料端的一侧,所述储料架用于存放待上料的整版拭子;所述上料装置固定于所述机架上且位于所述传输装置的上料端的上方,所述上料装置用于抓取所述储料架中的整版拭子并放入所述传输装置;所述除废料装置固定于所述机架上且位于所述传输装置的上料端的另一侧,所述除废料装置用于去除传输装置上的整版拭子的废料。
进一步地,所述上料装置包括固定于机架上的固定部,所述固定部上设置有水平滑块和与所述水平滑块对应的水平滑轨,所述水平滑块上固定有竖直滑轨和与所述竖直滑轨对应的竖直滑块,所述竖直滑块上设置有夹持臂,所述夹持臂上的前端固定有拭子夹持装置,所述夹持臂的末端固定有拭子定位装置。
进一步地,所述拭子夹持装置包括固定于所述夹持臂的前端的开合气缸和与所述开合气缸对应的开合臂。
进一步地,所述开合气缸上连接固定有固定板,所述固定板内开设有滑槽,所述滑槽内可滑动地设置有上齿条和下齿条,所述上齿条和下齿条之间啮合有齿轮,所述开合气缸可驱动所述上齿条,所述上齿条和下齿条对应连接所述开合臂。
进一步地,所述拭子定位装置包括固定于所述夹持臂末端的定位板,所述定位板上开设有依次顺序且等间距地设置的多个卡槽。
进一步地,所述封装组件包括加热塑封装置、间隔导料装置和切料装置,所述加热塑封装置固定于所述机架上且位于所述上胶带组件的出料端的下方,所述加热塑封装置用于对所述上胶带组件输送的胶带进行塑封;所述间隔导料装置固定于所述机架上且位于所述加热塑封装置的下方,所述间隔导料装置用于间隔性地拖动加热塑封装置加热塑封后的胶带;所述切料装置固定于所述机架上且位于所述间隔导料装置的下方,所述切料装置用于切割间隔导料装置拖下来的胶带。
进一步地,所述间隔导料装置包括固定座、主动轮和控制轮,所述固定座固定于所述机架上,所述主动轮固定于所述固定座上且连接有主动电机,所述固定座的两侧均开设有凹槽,每个所述凹槽内均可滑动地设置有滑块,每个所述滑块上均开设有通孔,所述控制轮可转动地设置于所述通孔内且与所述主动轮平行,所述滑块的一端连接有控制电机。
本发明具有如下有益效果:
首先将拭子放入上拭子组件,将第一胶带放入上胶带第一组件,将第二胶带放入上胶带第二组件,上拭子组件将拭子传送至上胶带第一组件和上胶带第二组件的出料端并落入第一胶带和第二胶带之间,然后通过封装组件对送入有拭子的第一胶带和第二胶带进行封装,从而形成装有拭子的胶袋,以此实现自动化上料和封装,且每个步骤可同时运行,极大地提高了生产效率,降低了产品成本,且一致性可以得到有效保证,产品良率大幅提高,更可避免因工作人员的卫生状况导致拭子袋遭受污染的问题。
附图说明
图1为本发明提供的一种拭子装袋机的装袋方法的流程图。
图2为本发明提供的一种拭子装袋机的结构示意图。
图3为图2中上拭子组件的结构示意图。
图4为图2中上胶带组件和封装组件的结构示意图。
图5为图3中A处的放大图。
图6为上料装置的结构示意图。
图7为图6中C处的放大图。
图8为图7中拭子夹持装置的结构示意图。
图9为上料装置的另一角度示意图。
图10为图4中B处的封装组件的结构示意图。
图11为间隔导料装置的结构示意图。
具体实施方式
下面结合实施例对本发明进行详细的说明,实施例仅是本发明的优选实施方式,不是对本发明的限定。
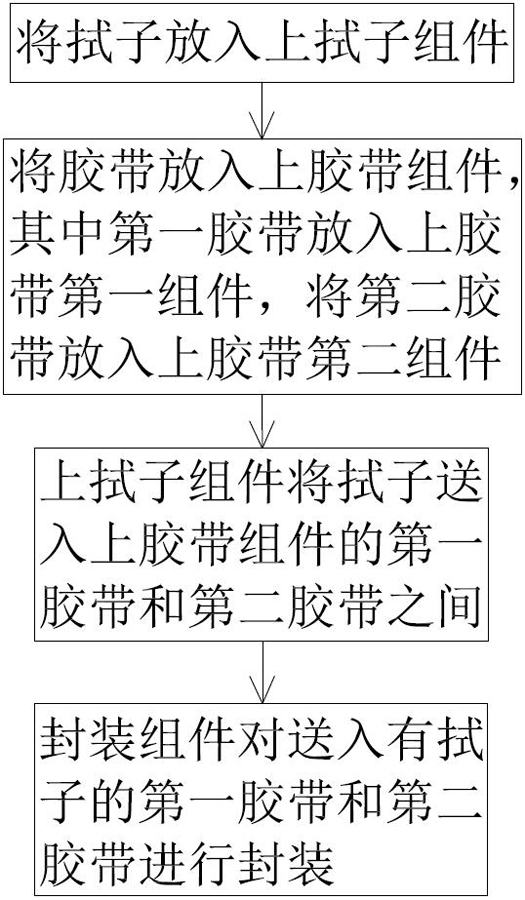
请参阅图1,为本发明提供的一种拭子装袋机的装袋方法,其包括以下步骤:
步骤1:将拭子放入上拭子组件;
步骤2:将胶带放入上胶带组件,其中第一胶带放入上胶带第一组件,将第二胶带放入上胶带第二组件;
步骤3:上拭子组件将拭子送入上胶带组件的第一胶带和第二胶带之间;
步骤4:封装组件对送入有拭子的第一胶带和第二胶带进行封装。
首先将拭子放入上拭子组件,将第一胶带放入上胶带第一组件,将第二胶带放入上胶带第二组件,上拭子组件将拭子传送至上胶带第一组件和上胶带第二组件的出料端并落入第一胶带和第二胶带之间,然后通过封装组件对送入有拭子的第一胶带和第二胶带进行封装,从而形成装有拭子的胶袋,以此实现自动化上料和封装,且每个步骤可同时运行,极大地提高了生产效率,降低了产品成本,且一致性可以得到有效保证,产品良率大幅提高,更可避免因工作人员的卫生状况导致拭子袋遭受污染的问题。
进一步地,所述步骤4包括以下步骤:
步骤4.1:间隔导料装置拖动上胶带组件中的胶带进入加热塑封装置同时拖动加热塑封装置的胶带进入切料装置后停止拖动;
步骤4.2:加热塑封装置对胶带进行塑封同时切料装置对塑封好的胶带进行切割。
请参阅图2至图5,为本发明提供的一种拭子装袋机,其包括机架1、上拭子组件2、上胶带组件3和封装组件4,所述上拭子组件2固定于所述机架1上且用于传输拭子100;所述上胶带组件3包括用于传输第一胶带101的上胶带第一组件31和用于传输第二胶带102的上胶带第二组件32,所述上胶带第一组件31固定于所述机架1上且其出料端位于所述上拭子组件2的出料端的一侧;所述上胶带第二组件32固定于所述机架1上且其出料端位于所述上拭子组件2的出料端的另一侧,所述上拭子组件2将拭子100送入第一胶带101和第二胶带102之间;所述封装组件4固定于所述机架1上且位于所述上胶带组件3的出料端,所述封装组件4用于封装送入有拭子100的第一胶带101和第二胶带102。首先将拭子100放入上拭子组件2,将第一胶带101放入上胶带第一组件31,将第二胶带102放入上胶带第二组件32,上拭子组件2将拭子100传送至上胶带第一组件31和上胶带第二组件32的出料端并落入第一胶带101和第二胶带102之间,然后通过封装组件4对送入有拭子100的第一胶带101和第二胶带102进行封装,从而形成装有拭子100的胶袋,以此实现自动化上料和封装,且每个步骤可同时运行,极大地提高了生产效率,降低了产品成本,且一致性可以得到有效保证,产品良率大幅提高,更可避免因工作人员的卫生状况导致拭子100袋遭受污染的问题。
进一步地,所述上拭子组件2包括传输装置21、储料架22、上料装置23和除废料装置24,所述传输装置21固定于所述机架1上且用于传输拭子100;所述储料架22固定于所述机架1上且位于所述传输装置21的上料端的一侧,所述储料架22用于存放待上料的整版拭子100;所述上料装置23固定于所述机架1上且位于所述传输装置21的上料端的上方,所述上料装置23用于抓取所述储料架22中的整版拭子100并放入所述传输装置21;所述除废料装置24固定于所述机架1上且位于所述传输装置21的上料端的另一侧,所述除废料装置24用于去除传输装置21上的整版拭子100的废料。上料装置23从储料架22中逐个取出整版拭子100并放入传输装置21中,传输装置21将上料后的整版拭子100传输至除废料装置24处时,除废料装置24将整版拭子100的废料去除,从而使得整版拭子100切割成单独拭子100并随传输装置21移动到出料端,以此实现自动化上料,且每个步骤可同时运行,极大地提高了生产效率,降低了产品成本,且一致性可以得到有效保证,产品良率大幅提高,更可避免因工作人员的卫生状况导致拭子100袋遭受污染的问题。
请参阅图2至图9,进一步地,所述上料装置23包括固定于机架1上的固定部231,所述固定部231上设置有水平滑块232和与所述水平滑块232对应的水平滑轨233,所述水平滑块232上固定有竖直滑轨234和与所述竖直滑轨234对应的竖直滑块235,所述竖直滑块235上设置有夹持臂236,所述夹持臂236上的前端固定有拭子夹持装置237,所述夹持臂236的末端固定有拭子定位装置238。水平滑块232先带动整个装置向右移动,然后竖直滑块235带动夹持臂236向下移动,将夹持臂236带动至储料架22处,接着通过拭子定位装置238定位储料架22中的拭子100,再通过拭子夹持装置237夹持住拭子100的夹持位,竖直滑块235向上移动后水平滑块232再往左移动,从而将拭子100从储料架22中取出,竖直滑块235再向下移动,拭子夹持装置237松开拭子100,至此完成一个取放循环,从而完成拭子100的自动化取放,其全程无需人工参与,极大地减少了人力成本,提高了生产效率,也防止在放入拭子100的过程污染拭子100,保证了拭子100的良品率和有效率。
进一步地,所述拭子夹持装置237包括固定于所述夹持臂236的前端的开合气缸2371和与所述开合气缸2371对应的开合臂2372。通过开合臂2372夹持住整版拭子100的框架,从而可以整版取放拭子100。
进一步地,所述开合气缸2371上连接固定有固定板2373,所述固定板2373内开设有滑槽2374,所述滑槽2374内可滑动地设置有上齿条2375和下齿条2376,所述上齿条2375和下齿条2376之间啮合有齿轮2377,所述开合气缸2371可驱动所述上齿条2375,所述上齿条2375和下齿条2376对应连接所述开合臂2372。当开合气缸2371驱动上齿条2375时,其在齿轮2377的作用下,可实现上齿条2375和下齿条2376的相互靠近或远离,进而实现开合臂2372的靠近或远离。
进一步地,所述拭子定位装置238包括固定于所述夹持臂236末端的定位板2381,所述定位板2381上开设有依次顺序且等间距地设置的多个卡槽2382,卡槽2382用以定位拭子100。
请参阅图2至图11,进一步地,所述封装组件4包括加热塑封装置41、间隔导料装置42和切料装置43,所述加热塑封装置41固定于所述机架1上且位于所述上胶带组件3的出料端的下方,所述加热塑封装置41用于对所述上胶带组件3输送的胶带进行塑封;所述间隔导料装置42固定于所述机架1上且位于所述加热塑封装置41的下方,所述间隔导料装置42用于间隔性地拖动加热塑封装置41加热塑封后的胶带;所述切料装置43固定于所述机架1上且位于所述间隔导料装置42的下方,所述切料装置43用于切割间隔导料装置42拖下来的胶带。胶带通过加热塑封装置41、间隔导料装置42和切料装置43,间隔导料装置42可间隔性地拖动胶带,从而控制胶带的移动方式,当料带进入加热塑封装置41需要进行加热塑封时,间隔导料装置42停止移动,待加热塑封装置41塑封完成后,间隔导料装置42拖动胶带向下移动并将塑封好的胶带送入切料装置43,送入后停止移动直至切料装置43切料完成后,间隔导料装置42继续拖动胶带进入下一个循环,加热塑封装置41和切料装置43可以在间隔导料装置42的控制下同时进行加热塑封和切料,以此实现自动化上料,且每个步骤可同时运行,极大地提高了生产效率,降低了产品成本,且一致性可以得到有效保证,产品良率大幅提高,更可避免因工作人员的卫生状况导致拭子100袋遭受污染的问题。
进一步地,所述间隔导料装置42包括固定座421、主动轮422和控制轮423,所述固定座421固定于所述机架1上,所述主动轮422固定于所述固定座421上且连接有主动电机424,所述固定座421的两侧均开设有凹槽425,每个所述凹槽425内均可滑动地设置有滑动块426,每个所述滑动块426上均开设有通孔427,所述控制轮423可转动地设置于所述通孔427内且与所述主动轮422平行,所述滑动块426的一端连接有控制电机428。间隔导料装置42中的主动电机424保持长转,当胶带经过加热塑封装置41进行塑封时,同时下方的切料装置43对塑封好的产品进行切割分离,胶带穿过主动轮422与控制轮423之间,此时控制电机428驱动滑动块426远离,以使得控制轮423远离主动轮422,从而使得主动轮422空转,此时胶带不再继续下落,当塑封和切割完成后,控制电机428驱动滑动块426使得控制轮423靠近主动轮422,主动轮422与控制轮423之间的胶带摩擦,继续下料,使得塑封胶带继续下落,以此循环,从而使得塑封和切料时,胶带可以暂停上料,工作完成后可以恢复上料,从而避免切料和塑封尺寸错误,进而避免胶带发生褶皱,避免不良品产生,降低生产成本。
进一步地,所述固定座421与所述滑动块426的另一端之间设置有回弹装置429。当控制电机428控制控制轮423靠近主动轮422后停止施加动力时可以依靠回弹装置429的回弹力进行复位,以降低控制电机428的复杂程度,降低生产成本。
进一步地,所述回弹装置429为固定于所述固定座421与所述滑动块426的另一端之间的弹簧,通过弹簧的回弹力控制复位,其结构简单,采购成本低。
以上实施例仅表达了本发明的实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制,但凡采用等同替换或等效变换的形式所获得的技术方案,均应落在本发明的保护范围之内。
- 一种拭子装袋机及装袋方法
- 一种拭子装袋机的拭子上料送料机