一种机加工中心数控合金刀片成型精加工机械及加工方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及合金刀片成型精加工技术领域,特别涉及一种机加工中心数控合金刀片成型精加工机械及加工方法。
背景技术
加工中心是从数控铣床发展而来的,与数控铣床的最大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能,加工刀具称为数控合金刀片,也可称为可转位刀片,数控合金刀片的精度要求较高,合金刀片转位安装之后的误差比较小,更换合金刀片刀片后的误差也比较小,合金刀片是浇铸而成的,在合金刀片成型之后,需要对其表面进行打磨精加工处理,将成型的合金刀片固定之后直接通过打磨辊进行打磨精加工处理。
现有的机加工中心数控合金刀片成型精加工机械在加工过程中可能会遇到以下问题:
1、现有的合金刀片成型精加工机械在加工过程中是单个的合金刀片进行打磨,单个打磨合金刀片,同时单个进行转换打磨端面,这样方式造成合金刀片的打磨效率降低;
2、同时合金刀片为三角型结构,在打磨的过程中,合金刀片虽然进行了固定,但合金刀片的转动方向未进行限位,导致合金刀片在打磨时易产生转动运动,导致合金刀片的打磨效果不佳。
发明内容
(一)技术方案
为了弥补现有技术的不足,本发明提供了一种机加工中心数控合金刀片成型精加工机械及加工方法。
本发明所要解决其技术问题所采用以下技术方案来实现:一种机加工中心数控合金刀片成型精加工机械,包括打磨台、底盖、固定机构、打磨机构、限位机构和调节机构,所述的打磨台的下端面安装有底盖,打磨台的上端面设置有固定机构,固定机构的左右两侧分别设置有打磨机构与限位机构,打磨机构与限位机构的下端设置有调节机构;
所述的固定机构包括转动轴、带动轴、转动齿轮、一号不完全齿轮、一号电动机、支撑盘、空心筒、卡紧组、金刀片和间隔环,所述的打磨台的上端面通过轴承分别安装有转动轴与带动轴,转动轴上套设有转动齿轮,带动轴上套设有与转动齿轮间歇啮合的一号不完全齿轮,打磨台上通过机架安装有一号电动机,一号电动机的输出轴与带动轴相连接,转动轴上安装有支撑盘,支撑盘上安装有空心筒,空心筒的内壁设置有卡紧组,空心筒的外壁从上向下等距离套设有金刀片,空心筒的外壁从上向下等距离套设有间隔环,金刀片与间隔环交错排布;
所述的卡紧组包括阶梯槽、限位槽、拉伸弹簧、限位块、卡板、推动板、圆形柱和电磁铁,所述的空心筒的内壁从上向下等距离开设有阶梯槽,阶梯槽沿空心筒周向等距离排布,阶梯槽位于金刀片与间隔环之间,阶梯槽的上下两侧对称开设有限位槽,限位槽内通过拉伸弹簧安装有限位块,限位块之间安装有卡板,卡板的相对面均安装有推动板,支撑盘的上端面安装有圆形柱,圆形柱与推动板上安装有磁性相斥的电磁铁,通过圆形柱与推动板上磁性相斥的电磁铁作用,使得推动板向两侧进行移动,从而推动卡板将间隔环与合金刀片进行卡紧,避免打磨机构对合金刀片进行打磨时合金刀片产生运动,同时通过一号不完全齿轮转动不与转动齿轮进行啮合,使得合金刀片的另一个端面转动到与打磨机构相对,然后一号电动机停止转动,每次转动齿轮带动转动轴转动120度,实现对合金刀片的端面进行转换的效果。
所述的打磨机构包括一号滑槽、一号支撑柱、匚形架、T型滑槽、T型支撑板、支撑座、底座、连接板、转轴、打磨辊、链轮、链条、二号电动机和移动组,所述的打磨台的上端面从前向后等距离开设有一号滑槽,一号滑槽贯穿打磨台,一号滑槽内设置有一号支撑柱,一号支撑柱的上端面安装有匚形架,匚形架为开口向右的匚形结构,匚形架的水平段相对面均从前向后等距离开设有T型滑槽,T型滑槽内设置有T型支撑板,位于上侧的T型支撑板的下端面之间通过支撑座相连接,位于下侧的T型支撑板的上端面之间通过底座相连接,支撑座与底座之间安装有连接板,连接板位于支撑座靠近匚形架竖直段的的一端,支撑座与底座之间从前向后等距离设置有转轴,转轴上套设有打磨辊,转轴上套设有链轮,链轮之间通过链条传动连接,支撑座的下端面通过机座安装有二号电动机,电动机的输出轴与其中一个转轴相连接,其余的转轴通过轴承安装在支撑座与底座之间,匚形架上设置有移动组,转轴带动打磨辊对合金刀片的端面进行打磨,打磨辊实现对多个合金刀片同时进行打磨的效果,从而提高了合金刀片的打磨效率。
其中,所述的移动组包括矩形凹槽、齿轮轴、二号不完全齿轮、三号电动机、滑动槽、移动板、齿条、安装板和复位弹簧杆,所述的匚形架位于下侧的水平段前段面开设有矩形凹槽,匚形架的水平段之间通过轴承安装有齿轮轴,齿轮轴位于支撑座与底座的前方,齿轮轴的下端贯穿矩形凹槽,齿轮轴的上端贯穿匚形架的上端,齿轮轴上下两端均套设有二号不完全齿轮,匚形架的上端面通过机座安装有三号电动机,匚形架的相对面均开设有滑动槽,位于上侧的滑动槽贯穿匚形架,位于下侧的滑动槽与矩形凹槽连通,支撑座与底座的相背面均安装有移动板,移动板贯穿滑动槽安装有与二号不完全齿轮啮合的齿条,匚形架的后端面安装有安装板,支撑座与底座的后端面均通过复位弹簧杆与安装板相连接,复位弹簧杆与二号不完全齿轮带动齿条移动相配合从而带动打磨辊进行前后移动,使得打磨辊对合金刀片前后往复运动的打磨,避免出现有打磨辊打磨不到的部分,造成合金刀片的打磨效果较差的现象。
其中,所述的限位机构包括二号滑槽、L型支撑架、T型凹槽、T型限位板、带动板、二号支撑柱和V型限位板,所述的打磨台的上端面开设有二号滑槽,二号滑槽开设到底盖上,打磨台上安装有L型支撑架,L型支撑架为倒L型结构,L型支撑架的竖直段位于二号滑槽的右侧,L型支撑架的水平段下端面开设有T型凹槽,T型凹槽内安装有T型限位板,T型限位板的下端面安装有带动板,带动板的下端面安装有二号支撑柱,二号支撑柱与二号滑槽之间通过滑动配合的方式相连接,带动板靠近带动轴的一侧安装有V型限位板,V型限位板为开口向左的V型结构,V型限位板的内侧与合金刀片未与打磨辊贴合的端面贴合,对合金刀片进行限位,V型限位板将合金刀片抵紧,避免合金刀片在打磨时左右进行转动,导致打磨效果较差或将合金刀片的顶角打磨掉的现象,同时V型限位板移动与合金刀片的端面进行贴合时,对合金刀片的转动角度起到纠正的效果,避免合金刀片转动角度偏移。
其中,所述的调节机构包括移动槽、连接槽、支撑槽、支板、带动拉板、带动杆、电动推杆和腰形槽,所述的打磨台的前端面左右对称开设有移动槽,移动槽的之间开设有连接槽,连接槽与移动槽连通,左右移动槽的两侧开设有支撑槽,支撑槽内安装有支板,支板的相对面安装有带动拉板,带动拉板之间通过带动杆相连接,连接槽内安装有电动推杆,电动推杆的移动杆与带动杆相连接,带动拉板上开设有腰形槽,腰形槽均向支撑槽的后侧进行倾斜,位于匚形架下方的腰形槽数量与一号支撑柱数量一一对应,且一号支撑柱贯穿匚形架下方的腰形槽,位于L型支撑架下方的腰形槽数量与二号支撑柱数量一一对应,且二号支撑柱贯穿L型支撑架下方的腰形槽,一号支撑柱在带动拉板移动过程中沿腰形槽与一号滑槽的连通孔进行移动,二号支撑柱在带动拉板移动过程中沿腰形槽与二号滑槽的连通孔进行移动,从而实现匚形架与V型限位板向合金刀片的两侧进行移动的效果,避免V型限位板与打磨辊影响到合金刀片的转动,造成合金刀片无法进行转换打磨的效果。
其中,上下所述的T型支撑板的相背面与一号支撑柱的下端面均开设有一号弧形槽,弧形槽内设置有一号滚珠,一号滚珠是矩阵排布,T型支撑板上的一号滚珠减小支撑座与底座在打磨辊进行前后往复移动时的摩擦力,一号支撑柱上的一号滚珠减小匚形架移动时的摩擦力。
其中,所述的二号支撑柱的下端面开设有二号弧形槽,二号弧形槽内设置有二号滚珠,二号滚珠减小二号支撑柱移动时的摩擦力。
其中,所述的打磨辊为环形阶梯结构,便于对合金刀片进行打磨,提高打磨效果。
其中,所述的底座的上端面为向右下方倾斜的斜面,避免碎屑积留在底座上。
其中,所述的一号滑槽与二号滑槽内均对称开设有滑动凹槽,一号支撑柱与二号支撑柱上均前后对称安装有挡板,挡板与滑动凹槽之间通过滑动配合的方式相连接,挡板对一号支撑柱与二号支撑柱起到限位作用,避免一号支撑柱与二号支撑柱移动时位置偏移。
此外本发明还提供了一种机加工中心数控合金刀片成型精加工机械的加工方法包括以下步骤:
S1、套放卡紧:将成型之后的合金刀片套在空心筒上,通过间隔环将上下合金刀片进行间隔分开,然后电磁铁通电,通过圆形柱与推动板上磁性相斥的电磁铁作用,使得推动板向两侧进行移动,从而推动卡板将间隔环与合金刀片进行卡紧;
S2、移动限位:将通过电动推杆带动带动杆进行移动,从而使得左右带动拉板进行移动,带动拉板移动时,一号支撑柱与二号支撑柱带动打磨辊与V型限位板向合金刀片进行靠近,V型限位板对合金刀片进行限位;
S3、往复打磨:通过打磨辊对合金刀片的端面进行打磨,同时通过二号不完全齿轮与齿条啮合带动打磨辊进行移动,使得打磨辊对合金刀片的端面进行前后移动打磨;
S4、端面转换:合金刀片的一个端面打磨之后,打磨辊与V型限位板向转动轴的两侧移动,然后一号不完全齿轮带动转动齿轮进行转动,转动齿轮带动转动轴转动120度,将合金刀片的端面进行转换,
S5、端面打磨:重复S2~S4步骤继续对合金刀片的端面进行打磨,直至合金刀片的端面全部打磨完成。
(二)有益效果
1、本发明所述的一种机加工中心数控合金刀片成型精加工机械及加工方法,本发明采用固定机构是将多个合金刀片间隔放置固定,使得打磨机构同时可以对多个合金刀片的端面进行打磨,从而提高了合金刀片的打磨效率,避免因单个打磨造成的效率低现象,在合金刀片进行打磨之前,通过限位机构对合金刀片进行限位,避免合金刀片在打磨时进行转动,导致打磨效果较差或将合金刀片的顶角打磨掉的现象;
2、本发明多个所述的合金刀片均套在空心筒上,同时通过间隔环将上下合金刀片进行间隔分开,便于对合金刀片的端面进行打磨,使得合金刀片的端面打磨时接触的更加贴合,同时可以对多个合金刀片进行打磨,提高合金刀片的打磨效率;
3、本发明所述的调节机构带动V型限位板进行移动,使得V型限位板的内侧与合金刀片未与打磨辊贴合的端面贴合,对合金刀片进行限位,避免合金刀片在打磨时左右进行转动,导致打磨效果较差或将合金刀片的顶角打磨掉的现象。
附图说明
下面结合附图和实施例对本发明进一步说明。
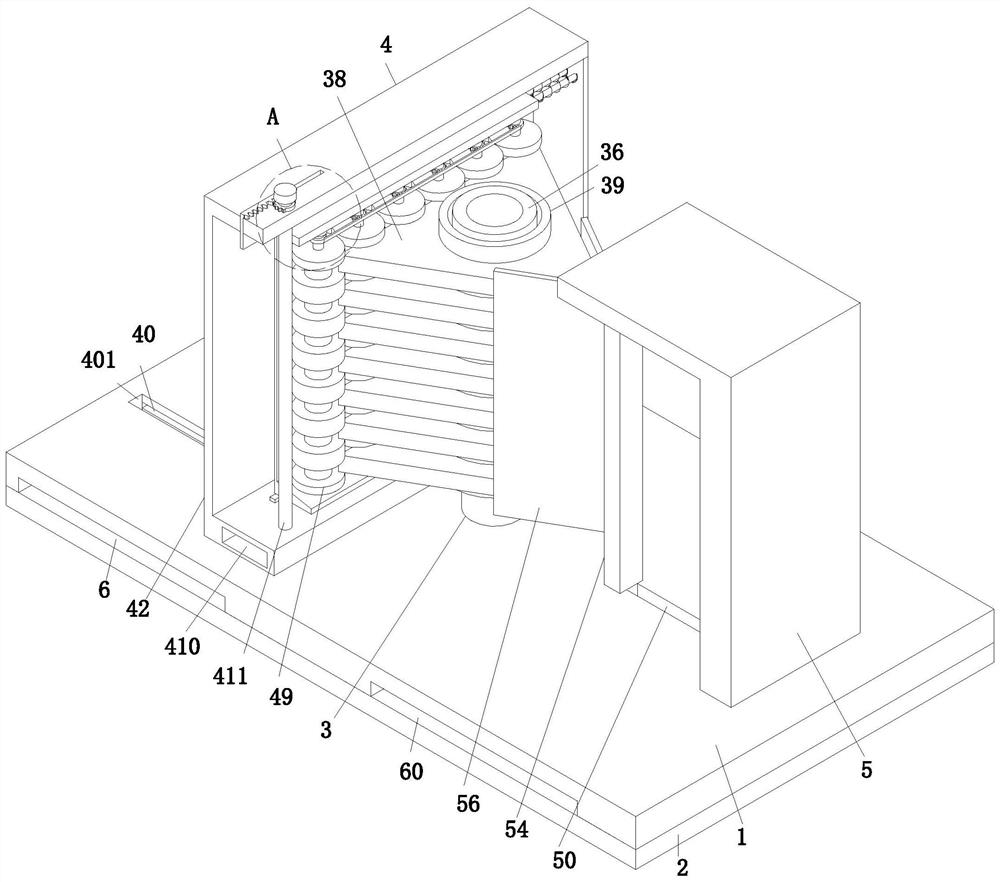
图1是本发明的主立体结构示意图;
图2是本发明图1的A处局部放大图;
图3是本发明的仰视立体结构示意图;
图4是本发明安装板的主剖视图;
图5是本发明图4的B处局部放大图;
图6是本发明图4的C处局部放大图;
图7是本发明转动齿轮与一号不完全齿轮的结构示意图;
图8是本发明二号支撑柱与挡板的结构示意图;
图9是本发明一号支撑柱与挡板的结构示意图;
具体实施方式
下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
如图1至图9所示,一种机加工中心数控合金刀片成型精加工机械,包括打磨台1、底盖2、固定机构3、打磨机构4、限位机构5和调节机构6,所述的打磨台1的下端面安装有底盖2,打磨台1的上端面设置有固定机构3,固定机构3的左右两侧分别设置有打磨机构4与限位机构5,打磨机构4与限位机构5的下端设置有调节机构6;
所述的固定机构3包括转动轴30、带动轴31、转动齿轮32、一号不完全齿轮33、一号电动机34、支撑盘35、空心筒36、卡紧组37、金刀片38和间隔环39,所述的打磨台1的上端面通过轴承分别安装有转动轴30与带动轴31,转动轴30上套设有转动齿轮32,带动轴31上套设有与转动齿轮32间歇啮合的一号不完全齿轮33,打磨台1上通过机架安装有一号电动机34,一号电动机34的输出轴与带动轴31相连接,转动轴30上安装有支撑盘35,支撑盘35上安装有空心筒36,空心筒36的内壁设置有卡紧组37,空心筒36的外壁从上向下等距离套设有金刀片38,空心筒36的外壁从上向下等距离套设有间隔环39,金刀片38与间隔环39交错排布;
所述的卡紧组37包括阶梯槽370、限位槽371、拉伸弹簧372、限位块373、卡板374、推动板375、圆形柱376和电磁铁377,所述的空心筒36的内壁从上向下等距离开设有阶梯槽370,阶梯槽370沿空心筒36周向等距离排布,阶梯槽370位于金刀片38与间隔环39之间,阶梯槽370的上下两侧对称开设有限位槽371,限位槽371内通过拉伸弹簧372安装有限位块373,限位块373之间安装有卡板374,卡板374的相对面均安装有推动板375,支撑盘35的上端面安装有圆形柱376,圆形柱376与推动板375上安装有磁性相斥的电磁铁377,工作时,将成型之后的合金刀片38套设在空心筒36上,通过间隔环39将上下合金刀片38进行间隔分开,便于对合金刀片38的端面进行打磨,使得合金刀片38的端面打磨时接触的更加贴合,同时可以对多个合金刀片38进行打磨,提高合金刀片38的打磨效率,然后电磁铁377通电,通过圆形柱376与推动板375上磁性相斥的电磁铁377作用,使得推动板375向两侧进行移动,从而推动卡板374将间隔环39与合金刀片38进行卡紧,避免打磨机构4对合金刀片38进行打磨时合金刀片38产生运动,当合金刀片38的一个端面打磨完成之后,可以通过启动一号电动机34带动带动轴31进行转动,带动轴31带动一号不完全齿轮33进行转动,一号不完全齿轮33转动与转动齿轮32啮合带动转动齿轮32进行转动120度,转动齿轮32带动转动轴30转动120度,然后一号不完全齿轮33转动不与转动齿轮32进行啮合,使得合金刀片38的另一个端面转动到与打磨机构4相对,然后一号电动机34停止转动,每次转动齿轮32带动转动轴30转动120度,实现对合金刀片38的端面进行转换的效果。
所述的打磨机构4包括一号滑槽40、一号支撑柱41、匚形架42、T型滑槽43、T型支撑板44、支撑座45、底座46、连接板47、转轴48、打磨辊49、链轮4a、链条4b、二号电动机4c和移动组4d,所述的打磨台1的上端面从前向后等距离开设有一号滑槽40,一号滑槽40贯穿打磨台1,一号滑槽40内设置有一号支撑柱41,一号支撑柱41的上端面安装有匚形架42,匚形架42为开口向右的匚形结构,匚形架42的水平段相对面均从前向后等距离开设有T型滑槽43,T型滑槽43内设置有T型支撑板44,位于上侧的T型支撑板44的下端面之间通过支撑座45相连接,位于下侧的T型支撑板44的上端面之间通过底座46相连接,支撑座45与底座46之间安装有连接板47,连接板47位于支撑座45靠近匚形架42竖直段的的一端,支撑座45与底座46之间从前向后等距离设置有转轴48,转轴48上套设有打磨辊49,转轴48上套设有链轮4a,链轮4a之间通过链条4b传动连接,支撑座45的下端面通过机座安装有二号电动机4c,电动机的输出轴与其中一个转轴48相连接,其余的转轴48通过轴承安装在支撑座45与底座46之间,匚形架42上设置有移动组4d,工作时,通过二号电动机4c带动转轴48进行转动,转轴48之间通过链条4b带动进行转动,使得转轴48带动打磨辊49对合金刀片38的端面进行打磨,打磨辊49实现对多个合金刀片38同时进行打磨的效果,从而提高了合金刀片38的打磨效率。
所述的移动组4d包括矩形凹槽410、齿轮轴411、二号不完全齿轮412、三号电动机413、滑动槽414、移动板415、齿条416、安装板417和复位弹簧杆418,所述的匚形架42位于下侧的水平段前段面开设有矩形凹槽410,匚形架42的水平段之间通过轴承安装有齿轮轴411,齿轮轴411位于支撑座45与底座46的前方,齿轮轴411的下端贯穿矩形凹槽410,齿轮轴411的上端贯穿匚形架42的上端,齿轮轴411上下两端均套设有二号不完全齿轮412,匚形架42的上端面通过机座安装有三号电动机413,匚形架42的相对面均开设有滑动槽414,位于上侧的滑动槽414贯穿匚形架42,位于下侧的滑动槽414与矩形凹槽410连通,支撑座45与底座46的相背面均安装有移动板415,移动板415贯穿滑动槽414安装有与二号不完全齿轮412啮合的齿条416,匚形架42的后端面安装有安装板417,支撑座45与底座46的后端面均通过复位弹簧杆418与安装板417相连接,工作时,通过三号电动机413带动齿轮轴411进行转动,齿轮轴411转动带动二号不完全齿轮412进行转动,当二号不完全齿轮412与齿条416啮合时带动齿条416进行移动,使得齿条416通过移动板415带动支撑座45与底座46进行移动,这时支撑座45与底座46上的T型支撑板44在T型滑槽43内进行移动对支撑座45与底座46进行支撑,当二号不完全齿轮412不与齿条416啮合时,支撑座45与底座46在复位弹簧杆418的作用下进行复位,复位弹簧杆418与二号不完全齿轮412带动齿条416移动相配合从而带动打磨辊49进行前后移动,使得打磨辊49对合金刀片38前后往复运动的打磨,避免出现有打磨辊49打磨不到的部分,造成合金刀片38的打磨效果较差的现象。
上下所述的T型支撑板44的相背面与一号支撑柱41的下端面均开设有一号弧形槽,弧形槽内设置有一号滚珠440,一号滚珠440是矩阵排布,工作时,T型支撑板44上的一号滚珠440减小支撑座45与底座46在打磨辊49进行前后往复移动时的摩擦力,一号支撑柱41上的一号滚珠440减小匚形架42移动时的摩擦力。
所述的二号支撑柱55的下端面开设有二号弧形槽,二号弧形槽内设置有二号滚珠460,工作时,二号滚珠460减小二号支撑柱55移动时的摩擦力。
所述的打磨辊49为环形阶梯结构,便于对合金刀片38进行打磨,提高打磨效果。
所述的底座46的上端面为向右下方倾斜的斜面,避免碎屑积留在底座46上。
所述的限位机构5包括二号滑槽50、L型支撑架51、T型凹槽52、T型限位板53、带动板54、二号支撑柱55和V型限位板56,所述的打磨台1的上端面开设有二号滑槽50,二号滑槽50开设到底盖2上,打磨台1上安装有L型支撑架51,L型支撑架51为倒L型结构,L型支撑架51的竖直段位于二号滑槽50的右侧,L型支撑架51的水平段下端面开设有T型凹槽52,T型凹槽52内安装有T型限位板53,T型限位板53的下端面安装有带动板54,带动板54的下端面安装有二号支撑柱55,二号支撑柱55与二号滑槽50之间通过滑动配合的方式相连接,带动板54靠近带动轴31的一侧安装有V型限位板56,V型限位板56为开口向左的V型结构,工作时,当合金刀片38转动120度之后,通过调节机构6带动V型限位板56进行移动,使得V型限位板56的内侧与合金刀片38未与打磨辊49贴合的端面贴合,对合金刀片38进行限位,V型限位板56将合金刀片38抵紧,避免合金刀片38在打磨时左右进行转动,导致打磨效果较差或将合金刀片38的顶角打磨掉的现象,同时V型限位板56移动与合金刀片38的端面进行贴合时,对合金刀片38的转动角度起到纠正的效果,避免合金刀片38转动角度偏移。
所述的调节机构6包括移动槽60、连接槽61、支撑槽62、支板63、带动拉板64、带动杆65、电动推杆66和腰形槽67,所述的打磨台1的前端面左右对称开设有移动槽60,移动槽60的之间开设有连接槽61,连接槽61与移动槽60连通,左右移动槽60的两侧开设有支撑槽62,支撑槽62内安装有支板63,支板63的相对面安装有带动拉板64,带动拉板64之间通过带动杆65相连接,连接槽61内安装有电动推杆66,电动推杆66的移动杆与带动杆65相连接,带动拉板64上开设有腰形槽67,腰形槽67均向支撑槽62的后侧进行倾斜,位于匚形架42下方的腰形槽67数量与一号支撑柱41数量一一对应,且一号支撑柱41贯穿匚形架42下方的腰形槽67,位于L型支撑架51下方的腰形槽67数量与二号支撑柱55数量一一对应,且二号支撑柱55贯穿L型支撑架51下方的腰形槽67,工作时,当合金刀片38需要进行转换方向时,通过电动推杆66推动带动杆65进行移动,带动杆65带动左右两个带动拉板64进行移动,带动拉板64移动时,左侧带动拉板64上的腰形槽67在移动的过程中一直与一号滑槽40连通,右侧带动拉板64上的腰形槽67在移动的过程中一直与二号滑槽50进行连通,一号支撑柱41在带动拉板64移动过程中沿腰形槽67与一号滑槽40的连通孔进行移动,二号支撑柱55在带动拉板64移动过程中沿腰形槽67与二号滑槽50的连通孔进行移动,从而实现匚形架42与V型限位板56向合金刀片38的两侧进行移动的效果,避免V型限位板56与打磨辊49影响到合金刀片38的转动,造成合金刀片38无法进行转换打磨的效果。
所述的一号滑槽40与二号滑槽50内均对称开设有滑动凹槽401,一号支撑柱41与二号支撑柱55上均前后对称安装有挡板402,挡板402与滑动凹槽401之间通过滑动配合的方式相连接,挡板402对一号支撑柱41与二号支撑柱55起到限位作用,避免一号支撑柱41与二号支撑柱55移动时位置偏移。
此外本发明还提供了一种机加工中心数控合金刀片成型精加工机械的加工方法包括以下步骤:
S1、套放卡紧:将成型之后的合金刀片38套在空心筒36上,通过间隔环39将上下合金刀片38进行间隔分开,然后电磁铁377通电,通过圆形柱376与推动板375上磁性相斥的电磁铁377作用,使得推动板375向两侧进行移动,从而推动卡板374将间隔环39与合金刀片38进行卡紧;
S2、移动限位:将通过电动推杆66带动带动杆65进行移动,从而使得左右带动拉板64进行移动,带动拉板64移动时,一号支撑柱41与二号支撑柱55带动打磨辊49与V型限位板56向合金刀片38进行靠近,V型限位板56对合金刀片38进行限位;
S3、往复打磨:通过打磨辊49对合金刀片38的端面进行打磨,同时通过二号不完全齿轮412与齿条416啮合带动打磨辊49进行移动,使得打磨辊49对合金刀片38的端面进行前后移动打磨;
S4、端面转换:合金刀片38的一个端面打磨之后,打磨辊49与V型限位板56向转动轴30的两侧移动,然后一号不完全齿轮33带动转动齿轮32进行转动,转动齿轮32带动转动轴30转动120度,将合金刀片38的端面进行转换,
S5、端面打磨:重复S2~S4步骤继续对合金刀片38的端面进行打磨,直至合金刀片38的端面全部打磨完成。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种机加工中心数控合金刀片成型精加工机械及加工方法
- 一种球阀配件制造成型后精加工机械及精加工方法