一种全自动紧链永磁驱动系统
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及煤矿综采输送机驱动系统技术领域,具体是一种全自动紧链永磁驱动系统。
背景技术
随着煤矿井下智能化的发展和高效节能的需求,永磁变频一体电机已广泛应用于煤矿输送设备,但目前所使用的永磁变频一体电机与普通异步变频一体机在转速、外形尺寸上基本一致,且电机与输送机之前仍需要减速器和液压张紧装置,传动链很长,优势仅在于比普通电机功率因数和效率高。现有技术中有一种永磁半直驱驱动系统,降低了电机转速,大幅度减少了传动环节,节省了空间,更近一步提高了效率,但目前无法实现自动紧链和制动的功能,所以目前无法实际应用于输送机。因此需要在永磁半直驱电机的基础上增加全自动紧链系统,使整个驱动系统不仅满足输送机的实际使用需求,还进一步提升整套设备的数字化智能化水平。
发明内容
本发明的目的是提供一种全自动紧链永磁驱动系统,在永磁半直驱电机的基础上增加全自动紧链系统,解决永磁半直驱系统无法紧链和制动的问题。
本发明的目的是通过如下技术方案来实现的:
本发明公开了一种全自动紧链永磁驱动系统,包括永磁半直驱电机和全自动紧链系统,全自动紧链系统包括马达紧链减速器、电液控制系统、联接罩及输出齿轮,马达紧链减速器中的箱体组件一侧设有孔,电液控制系统中的液压缸活塞杆穿入孔中并用螺母固定,马达紧链减速器的箱体组件另一侧与联接罩的销座通过销轴联接,电液控制系统的护罩与联接罩顶板用螺栓联接,联接罩用螺栓联接于永磁半直驱电机尾部端面,输出齿轮与永磁半直驱电机尾部伸出轴用花键联接并用轴用弹簧挡圈轴向固定。
进一步地,马达紧链减速器包括数字马达、输入系杆组件、第二轴、惰轮轴和箱体组件,数字马达与箱体组件用螺栓联接,数字马达的输出轴与输入系杆组件的太阳轮用花键联接,输入系杆组件与第二轴花键联接,第二轴与惰轮轴通过轴承支撑于箱体组件上并通过轴承盖轴向固定,惰轮轴上有惰轮。
进一步地,电液控制系统包括液压缸、电液控制阀组、护罩和行程开关,液压缸缸筒组件、电控阀组和行程开关均用螺栓固定于护罩上,电液控制阀组上设置有两组进回液接口,两组接口独立工作,一组与液压缸通过高压胶管联接,另一组与数字马达通过高压胶管联接。
进一步地,联接罩顶板开有窗口,设有销座。
进一步地,惰轮轴上的惰轮穿过联接罩的窗口与输出齿轮啮合。
进一步地,电液控制阀组另设一组总进回液接口,用高压胶管与煤矿井下泵站相联,电液控制阀组与煤矿井下电控箱通过钢丝铠装电缆联接,可被控制开启与关闭。
本发明的有益效果主要表现在:
在永磁半直驱系统的基础上,占用永磁电机尾部很小的空间增加了全自动紧链系统,可自动实现马达紧链减速器惰轮与电机尾部输出齿轮的啮合与脱开,啮合后实现自动张紧输送机链条,并在张紧到程序设定值后制动。解决了永磁驱动输送机目前无法紧链和制动的问题,使永磁半直驱系统得以可靠的运用于输送机。
附图说明:
构成本发明的附图用于提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
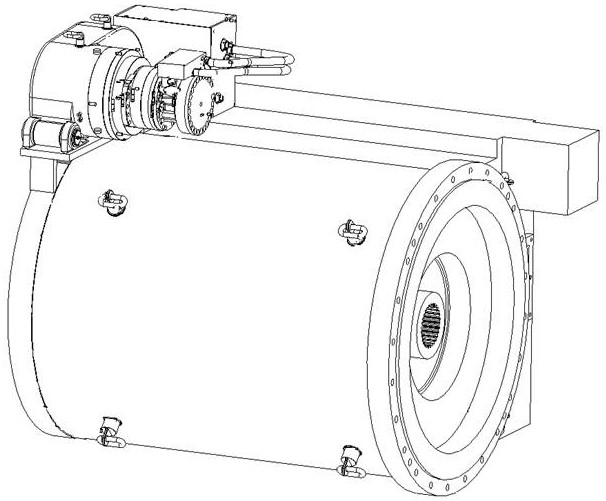
图1为一种全自动紧链永磁驱动系统总图
图2为全自动马达紧链系统图
图3为马达紧链减速器结构图
图4为电液控制系统图
图5为联接罩结构图
图6为全自动马达紧链工作图
图7为全自动马达紧链非工作图。
图中:A.马达紧链减速器 B.电液控制系统 C.联接罩 D.输出齿轮 1.数字马达2.输入系杆组件 3.第二轴 4.惰轮轴 5.箱体组件 a.孔 b.惰轮 6.液压缸 7.电控阀组8.护罩 9.行程开关 d.窗口 e.销座
具体实施方式:
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行完整、清晰地描述,显然,所描述的实施例仅是本发明一部分实施例,而非全部。
本实施例一种全自动紧链永磁驱动系统,包括永磁半直驱电机和全自动紧链系统,全自动紧链系统包括A.马达紧链减速器、B.电液控制系统、C.联接罩及D.输出齿轮,A.马达紧链减速器中的5.箱体组件一侧设有a.孔,B.电液控制系统中的6.液压缸活塞杆穿入a.孔中并用螺母固定,A.马达紧链减速器的5.箱体组件另一侧与C.联接罩的e.销座通过销轴联接,B.电液控制系统的8.护罩与C.联接罩顶板用螺栓联接,C.联接罩用螺栓联接于永磁半直驱电机尾部端面,D.输出齿轮与永磁半直驱电机尾部伸出轴用花键联接并用轴用弹簧挡圈轴向固定。A.马达紧链减速器包括1.数字马达、2.输入系杆组件、3.第二轴、4.惰轮轴和5.箱体组件。1.数字马达与5.箱体组件用螺栓联接,1.数字马达的输出轴与2.输入系杆组件的太阳轮用花键联接,2.输入系杆组件与3.第二轴花键联接,3.第二轴与4.惰轮轴通过轴承支撑于5.箱体组件上并通过轴承盖轴向固定,4.惰轮轴上有b.惰轮。B.电液控制系统包括6.液压缸、7.电控阀组、8.护罩和9.行程开关;6.液压缸的缸筒组件、7.电控阀组和9.行程开关均用螺栓固定于8.护罩上,7.电控阀组上设置有两组进回液接口,两组接口独立工作,一组与6.液压缸通过高压胶管联接,另一组与1.数字马达通过高压胶管联接。C.联接罩顶板开有d.窗口,设有e.销座。4.惰轮轴上的b.惰轮穿过C.联接罩的d.窗口与D.输出齿轮啮合。7.电液控制阀组另设一组总进回液接口,用高压胶管与煤矿井下泵站相联,7.电液控制阀组与煤矿井下电控箱通过钢丝铠装电缆联接,可被控制开启与关闭。
在具体使用本发明一种全自动紧链永磁驱动系统实施例时,煤矿井下电控箱一键开启7.电液控制阀,在图6中,7.电液控制阀开启后为6.液压缸冲液,由于A.马达紧链减速器中的5.箱体组件一侧设有a.孔,B.电液控制系统中的6.液压缸活塞杆穿入a.孔中并用螺母固定,6.液压缸的活塞杆伸出将A.马达紧链减速器压下,A.马达紧链减速器绕销轴转至C.联接罩顶板上,进入工作位置,6.惰轮与D.输出齿轮进入啮合状态,同时压下9.行程开关,9.行程开关接通,电机处于完全断电状态,7.电液控制阀再为1.数字马达冲液,1.数字马达带动整个系统缓慢转动张紧链条,当运行到程序设定的行程或张紧力后自动停止运行,1.数字马达制动。在图7中,完成接链工作后,再通过开启7.电液控制阀缩回6.液压缸活塞杆,抬起A.马达紧链减速器,6.惰轮与D.输出齿轮脱开,9.行程开关关闭,电机正常通电运行。整个过程在开启7.电液控制阀后,其余过程均为自动运行,可靠的实现了紧链过程的全自动化。
应当理解,以上借助优选实施例对本发明的技术方案进行的详细说明是示意性的而非限制性的。本领域的普通技术人员在阅读本发明说明书的基础上可以对实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。