一种按钮开关壳体的加工工艺及其压铸模具
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及按钮开关壳体加工技术领域,具体涉及一种按钮开关壳体的加工工艺及其压铸模具。
背景技术
按钮开关壳体是组成按钮开关的重要部件,其材质常常决定了按钮开关壳体的产品质量及使用寿命。
传统的按钮开关壳体多为塑料材质与锌合金材质。塑料材质的按钮开关壳体不耐用,使用寿命低,目前市场上大部分采用锌合金材质的按钮开关壳体,但相对于铝合金生产材料成本较高,重量较大,且壳体强度明显弱于铝合金壳体,并且在长时间使用容易脆化,而铝合金壳体更稳定。因而采用铝合金材料制作壳体替代锌合金壳体更具优势。针对上述情况,本发明作出了改进。
发明内容
为了克服背景技术的不足,本发明提供一种按钮开关壳体的加工工艺,工艺步骤设计合理,生产成本低,加工形成的铝合金按钮开关壳体重量轻、耐用、强度高、耐腐蚀、精密度高、表面光滑、便于激光打印,因而能更好地降低成本并提高品质。
本发明所采用的技术方案是:一种按钮开关壳体的加工工艺,包括如下步骤:
S1、铝合金溶液制备:先进行配料,然后进行熔炼,熔炼后的溶液经过除渣除气后,进行变质处理,得铝合金溶液备用;
S2、压铸成型:将步骤S1所得铝合金溶液注入压铸机压铸成型形成铝合金铸件毛坯;
S3、冷却后粗车毛坯:压铸完成后取出铝合金铸件毛坯,将铝合金铸件毛坯置于空气中自然冷却,然后再粗车毛坯;
S4、精车尺寸:在数控机床上对粗车后的铝合金铸件精车尺寸;
S5、清洗除油:对精车后的铝合金铸件清洗除油;
S6、镀层加工:在铝合金铸件表面加工形成镀层。
优选的,在步骤S2中,所述压铸机的压射比压为950-1000bar,压射速度3-4m/s。
优选的,所述压铸机的一模压铸成型时间为35-45秒,压铸机一模的出模数为12-20只。
优选的,在步骤S6中,镀层加工采用铝合金电镀工艺,通过电镀在铝合金铸件表面形成铬镀层,再对电镀后的铝合金铸件进行烘干。
优选的,所述铝合金电镀工艺采用多层电镀,第一层镀锌,第二层镀铜,第三层镀酸铜,第四层镀冲击镍,第五层镀铬,通过先后五层电镀最终在铝合金铸件表面形成铬镀层。
优选的,在步骤S6中,镀层加工采用纳米喷镀工艺,先将清洗除油后的铝合金铸件进行烘干,再通过纳米喷镀技术在烘干后的铝合金铸件表面加工形成高强度且光滑的镀层。
一种用于上述按钮开关壳体加工工艺的铝合金压铸模具,包括前模和后模,所述前模上设有多个用于成型铝合金按钮开关壳体的主型腔,前模上还设有料头型腔、主流道型腔、分流道型腔、排气包型腔和排气槽,所述料头型腔设在所述前模的一侧,料头型腔连通所述主流道型腔,所述分流道型腔连通在所述主流道型腔与主型腔之间,主型腔连通在所述分流道型腔与排气包型腔之间,排气包型腔远离主型腔的一侧设置有所述排气槽,所述分流道型腔与主型腔之间设有内浇口,所述主流道型腔、分流道型腔和内浇口均为加深加宽型。
优选的,所述内浇口的深度范围为0.8-1.2mm,内浇口的宽度范围为16-20mm。
优选的,所述主流道型腔的深度为7mm,宽度为15mm。
优选的,所述料头型腔与料头适配,所述料头的直径为50mm。
综上所述,本发明有益效果为:
1.经过铝合金熔炼能融化形成铝合金溶液,可便于后续的压铸成型,将铝合金溶液注入压铸机能压铸形成铝合金铸件毛坯,在取出的铝合金铸件毛坯自然冷却后通过液压仪表机床对铝合金铸件毛坯进行粗车,粗车能去除毛刺并粗调毛坯尺寸,可以便于后续的数控自动化加工,有利于提高数控加工的尺寸精度,通过精车能有效提高铝合金铸件产品的尺寸精度,清洗除油能有效去除铝合金铸件表面的油污杂质,可便于后续的镀层加工,通过在铝合金铸件表面加工形成镀层,不仅能起到有效的保护作用,还能使按钮开关壳体外观上更美观,上述工艺步骤设计合理,生产成本低,加工形成的铝合金按钮开关壳体重量轻、耐用、强度高、耐腐蚀、精密度高、表面光滑、便于激光打印,因而能更好地降低成本并提高品质;
2.压铸机压铸成型的压射比压为950-1000bar,压射速度3-4m/s,工艺参数设计合理,能很好地压铸成型形成符合工艺要求的铝合金铸件,可有利于提升成型后铝合金铸件的产品质量;
3.镀层加工既能采用铝合金电镀工艺实现,也能采用纳米喷镀工艺实现,形成的镀层结构性能稳定,不仅能起到有效的保护作用,有利于提升产品寿命,还能使按钮开关壳体外观上更美观;
4.铝合金压铸模具包括前模和后模,前模上设有多个用于成型铝合金按钮开关壳体的主型腔,前模上还设有料头型腔、主流道型腔、分流道型腔、排气包型腔和排气槽,结构设计合理,能便于压铸成型铝合金按钮开关壳体;
5.相较于现有的锌合金压铸模具,本发明铝合金压铸模具中的主流道型腔、分流道型腔和内浇口均为加深加宽型,具体地,内浇口的深度范围为0.8-1.2mm,宽度范围为16-20mm,主流道型腔的深度为7mm,宽度为15mm,料头的直径为50mm,上述结构参数设计合理,能有利于更好地压铸成型铝合金按钮开关壳体。
下面结合附图和具体实施方式对本发明作进一步描述。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
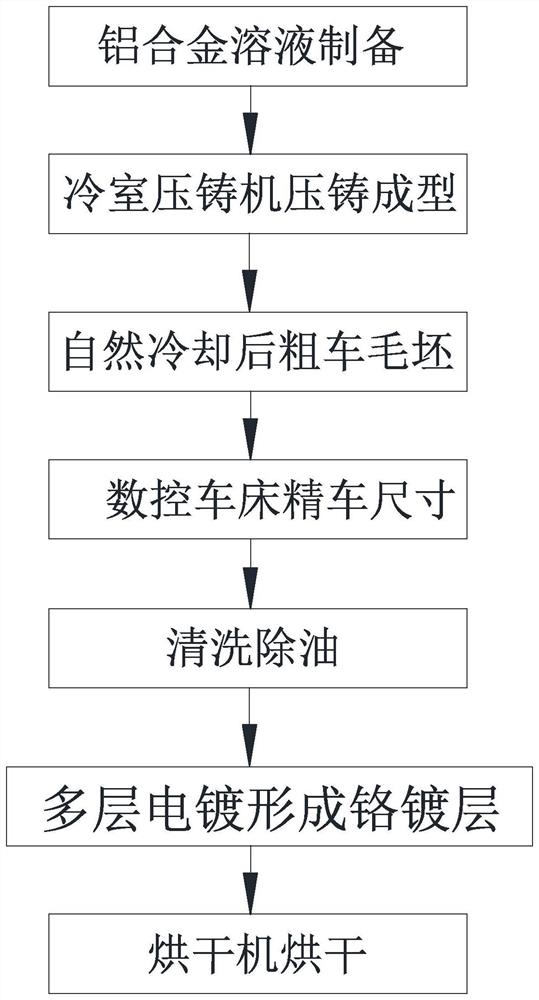
图1为本发明第一实施例的工艺流程示意图;
图2为本发明第二实施例的工艺流程示意图;
图3为本发明铝合金压铸模具的整体结构示意图;
图4为图3中前模的结构示意图;
图5为图3中后模的结构示意图;
图6为本发明前模底侧的一种结构示意图;
图7为本发明前模底侧的正视示意图;
图8为现有锌合金压铸模具中前模底侧的正视示意图;
图9为图6中A处的局部放大图;
图中标记:1-前模,2-后模,3-主型腔,4-料头型腔,5-主流道型腔,6-分流道型腔,7-排气包型腔,8-排气槽,9-内浇口。
具体实施方式
下面将结合本发明实施例中的图1至图9,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为使本发明实施的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行更加详细的描述。
如图1至图9所示,本实施例公开的一种按钮开关壳体的加工工艺,包括如下步骤:
S1、铝合金溶液制备:先进行配料,然后进行熔炼,熔炼后的溶液经过除渣除气后,进行变质处理,得铝合金溶液备用;
S2、压铸成型:将步骤S1所得铝合金溶液注入压铸机压铸成型形成铝合金铸件毛坯;
S3、冷却后粗车毛坯:压铸完成后取出铝合金铸件毛坯,将铝合金铸件毛坯置于空气中自然冷却,然后再粗车毛坯;
S4、精车尺寸:在数控机床上对粗车后的铝合金铸件精车尺寸;
S5、清洗除油:对精车后的铝合金铸件清洗除油;
S6、镀层加工:在铝合金铸件表面加工形成镀层。
在上述加工工艺中,经过铝合金熔炼能融化形成铝合金溶液,可便于后续的压铸成型,将铝合金溶液注入压铸机能压铸形成铝合金铸件毛坯,在取出的铝合金铸件毛坯自然冷却后通过液压仪表机床对铝合金铸件毛坯进行粗车,粗车能去除毛刺并粗调毛坯尺寸,可以便于后续的数控自动化加工,有利于提高数控加工的尺寸精度,通过在数控机床上精车尺寸能有效提高铝合金铸件产品的尺寸精度,清洗除油能有效去除铝合金铸件表面的油污杂质,可便于后续的镀层加工,通过在铝合金铸件表面加工形成镀层,不仅能起到有效的保护作用,还能使按钮开关壳体外观上更美观,上述加工工艺步骤设计合理,生产成本低,加工形成的铝合金按钮开关壳体重量轻、耐用、强度高、耐腐蚀、精密度高、表面光滑、便于激光打印,因而能更好地降低成本并提高品质。具体实施时,步骤S1中采用铝合金熔炼炉进行铝合金熔炼,所述铝合金熔炼炉的熔炼温度范围为620-720摄氏度,优选700摄氏度左右,采用铝合金熔炼炉能方便地进行铝合金熔炼,温度达到700摄氏度左右时能使铝合金完全融化成液态,可便于制备形成符合工艺要求的铝合金溶液,步骤S2中的压铸机采用冷室压铸机,区别于锌合金压铸使用的热室压铸机,冷室压铸机上安装有铝合金压铸模具,对应不同产品型号压铸机上需安装不同的铝合金压铸模具,冷室压铸机能很好地压铸成型形成符合实际需求的铝合金铸件,步骤S5中使用除油剂对精车后的铝合金铸件进行除油处理,除去表面的油污,然后进行水洗处理,水洗处理包括至少三道流动水洗工序,每道水洗工序时间为5-12秒,采用除油剂能有效除去精车后铝合金铸件表面的油污,水洗处理能有效除去铝合金铸件表面残留的除油剂,可便于后续的镀层加工。精车尺寸铝合金必须采用数控机床设备,因为硬度强度大,无法采用锌合金使用的普通仪表车床进行加工,否则精度不够、外表也达不到精美的质量要求。铝合金材料壳体不管从成本还是质量和外观厚度上都更具备市场优势,现有锌合金按钮开关壳体的壁厚通常为0.5-0.8mm,采用上述加工工艺生产出来的铝合金按钮开关壳体壁厚通常为1-1.5mm,在具有同一结构时,锌合金按钮开关壳体与铝合金按钮开关壳体的重量比大致为2:1,可知将材质改为铝合金后能有效减轻按钮开关壳体的重量。所述的液压仪表机床、数控机床、铝合金熔炼炉和冷室压铸机均可参考现有技术,在此不做进一步说明。
作为优选的一种技术方案,在步骤S2中,所述压铸机的压射比压为950-1000bar,压射速度3-4m/s。在本实施例中,压铸机压铸成型的压射比压为950-1000bar,压射速度3-4m/s,工艺参数设计合理,能很好地压铸成型形成符合工艺要求的铝合金铸件,可有利于提升成型后铝合金铸件的产品质量。
作为优选的一种技术方案,所述压铸机的一模压铸成型时间为35-45秒,压铸机一模的出模数为12-20只。在本实施例中,压铸成型时间为35-45秒,时间设计合理,有利于提升成型后铝合金铸件的产品质量,优选的压铸成型时间为40秒一模,即压铸机完成一模的压铸成型需耗时40秒左右,压铸机一模的出模数为12-20只,即一次压铸成型可生产出12-20只铝合金按钮开关壳体,压铸效率大大提高,可更好地满足实际生产需求。
作为优选的第一种实施例,在步骤S6中,镀层加工采用铝合金电镀工艺,通过电镀在铝合金铸件表面形成铬镀层,再对电镀后的铝合金铸件进行烘干。在本实施例中,通过铝合金电镀工艺能在铝合金铸件表面形成稳定的铬镀层,电镀完成后采用烘干机对铝合金铸件进行烘干,烘干温度60-70摄氏度,烘干完成就得到铝合金按钮开关壳体的成品。
作为优选的一种技术方案,所述铝合金电镀工艺采用多层电镀,第一层镀锌,第二层镀铜,第三层镀酸铜,第四层镀冲击镍,第五层镀铬,通过先后五层电镀最终在铝合金铸件表面形成铬镀层。在本实施例中,铝合金电镀工艺采用多层电镀,先后在铝合金铸件表面电镀锌、电镀铜、电镀酸铜、电镀冲击镍、电镀铬,工序设计合理,通过先后五次电镀最终能在铝合金铸件的外表面形成稳定的铬镀层,形成的铬镀层不仅能起到有效的保护作用,还能使按钮开关壳体外观上更美观,完成整个铝合金电镀工艺需耗时90分钟左右。所述的多层电镀可参考现有技术,在此不做进一步说明。
作为优选的第二种实施例,在步骤S6中,镀层加工采用纳米喷镀工艺,先将清洗除油后的铝合金铸件进行烘干,再通过纳米喷镀技术在烘干后的铝合金铸件表面加工形成高强度且光滑的镀层。在本实施例中,采用烘干机对清洗除油后的铝合金铸件进行烘干,烘干温度60-70摄氏度,再通过纳米喷镀技术在烘干后的铝合金铸件表面形成稳定的镀层,镀层强度高且光滑,纳米喷镀完成后就得到按钮开关壳体的成品,具体实施时可按市场需求喷镀不同颜色。所述的纳米喷镀工艺可参考现有技术,在此不做进一步说明。
一种用于上述按钮开关壳体加工工艺的铝合金压铸模具,包括前模1和后模2,所述前模1上设有多个用于成型铝合金按钮开关壳体的主型腔3,前模1上还设有料头型腔4、主流道型腔5、分流道型腔6、排气包型腔7和排气槽8,所述料头型腔4设在所述前模1的一侧,料头型腔4连通所述主流道型腔5,所述分流道型腔6连通在所述主流道型腔5与主型腔3之间,主型腔3连通在所述分流道型腔6与排气包型腔7之间,排气包型腔7远离主型腔3的一侧设置有所述排气槽8,所述分流道型腔6与主型腔3之间设有内浇口9,所述主流道型腔5、分流道型腔6和内浇口9均为加深加宽型。在本实施例中,前模1上设有12个用于成型铝合金按钮开关壳体的主型腔3,通过料头将铝合金溶液从料头型腔4注入后铝合金溶液会进入主流道型腔5,进入主流道型腔5的铝合金溶液流经分流道型腔6后从内浇口9进入主型腔3,铝合金溶液进入主型腔3后部分铝合金溶液会流向排气包型腔7,通过排气包型腔7和排气槽8能很好地实现排气,相较于现有的锌合金压铸模具,本实施例铝合金压铸模具中的所述主流道型腔5、分流道型腔6和内浇口9均为加深加宽型,可更好地压铸成型铝合金按钮开关壳体。锌合金压铸模具的排气包型腔7通常呈细长型,本实施例铝合金压铸模具的排气包型腔7呈粗短型,排气包型腔7形状结构的改进可便于更好地排气,能有利于更好地压铸成型。具体实施时主型腔3与排气包型腔7之间的通道口尺寸参照内浇口9设计,也可参考现有技术,在此不做进一步说明。
作为优选的一种技术方案,所述内浇口9的深度范围为0.8-1.2mm,内浇口9的宽度范围为16-20mm。锌合金压铸模具的内浇口9深度通常为0.3-0.5mm,内浇口9宽度为12mm,与锌合金压铸模具相比,铝合金压铸模具的内浇口9采用加深加宽型,即内浇口9的深度范围调整为0.8-1.2mm,内浇口9的宽度范围调整为16-20mm,结构参数设计合理,能有利于更好地压铸成型铝合金按钮开关壳体。具体实施时作为一种优选的实施例,内浇口9的深度优选1.0mm,内浇口9的宽度优选18mm,能取得很好的压铸成型效果。本实施例中内浇口9设计成倒等腰梯形,底部窄,顶部宽,呈倒等腰梯形的内浇口9,其深度(等腰梯形的高)为1.0mm,最小宽度(等腰梯形的上底)为16mm,最大宽度(等腰梯形的下底)为20mm,可有利于取得更好的压铸成型效果。
作为优选的一种技术方案,所述主流道型腔5的深度为7mm,宽度为15mm。现有锌合金压铸模具中主流道型腔5的深度通常为5mm,宽度通常为8mm,与锌合金压铸模具相比,铝合金压铸模具的主流道型腔5采用加深加宽型,主流道型腔5的深度优选为7mm,宽度优选为15mm,结构参数设计合理,能使铝合金溶液更好地在主流道型腔5内流动,便于更好地压铸成型,具体实施时分流道型腔6也采用加深加宽型,本实施例分流道型腔6的长度较短,分流道型腔6的深度优选为7mm,宽度由窄变宽,即从主流道型腔5的宽度15mm逐步过渡到内浇口9的宽度18mm,上述结构参数设计合理,可便于更好地压铸成型铝合金按钮开关壳体。需要指出的是,主流道型腔5和分流道型腔6的规格尺寸不限于上述参数,可根据实际工况进行调整。
作为优选的一种技术方案,所述料头型腔4与料头适配,所述料头的直径为50mm。在本实施例中,料头的直径优选为50mm,料头型腔4与料头适配,能便于料头进入并向内注入铝合金溶液。现有锌合金压铸模具中料头的直径一般为20mm,相较而言,铝合金压铸模具中料头的规格尺寸也增大了不少。
各位技术人员须知:虽然本发明已按照上述具体实施方式做了描述,但是本发明的发明思想并不仅限于此发明,任何运用本发明思想的改装,都将纳入本专利权保护范围内。