一种冲压件预加工装置
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及管件自动切割技术领域,具体涉及一种冲压件预加工装置。
背景技术
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。目前,在对管材进行冲压处理前,需要对管材进行切割处理,得到冲压所需尺寸的管材;现有切割装置主要包括固定部和切割部,先通过固定部对管材进行固定,再使用切割部完成对管材的切割处理,但现有的固定部只能对一种管径的管材进行固定,并不适用于多种管径的管材固定。
为解决上述问题,公开号为CN108297153B的中国实用新型专利公开了一种PVC管切割装置,包括夹紧装置、切割装置、切割台和驱动装置,夹紧装置包括夹持部和转动部,夹持部包括外套管、夹紧块和夹紧调节装置,转动部包括转动轴和角度旋转台,夹持部和转动部通过转动轴连接,切割装置包括切割刀片、夹持切割刀片部和转动延伸部,夹持切割刀片部用于夹持切割刀片的装置,转动延伸部与夹持切割刀片部连接,转动延伸部用于夹持切割刀片部的转动和延伸,切割装置设置在切割台上部,转动延伸部与在切割台一侧连接,驱动装置包括整台切割装置转动、夹紧、延伸、切割机械运动部位的电机;该专利能够对不同尺寸管材进行固定,实用性强。
上述专利实际使用过程中,主要是通过夹持部夹紧块夹持管材待切割的端口,外套管向切割端口移动使得夹紧块套紧,通过夹紧调节装置调节夹紧度,以此实现对管材的夹紧;对管材完成切割处理后,需要重新取出外套管内的剩余管材,以便对下一个管材切割处理;但取出剩余管材时,需要先通过夹紧调节装置调节夹紧度,再反向移动外套管,才能取出剩余管材,操作繁琐;并且,对管材的固定主要是通过人工完成,操作繁琐,工作量大。
发明内容
本发明意在提供一种冲压件预加工装置,以解决现有切割装置中对管材定位方式操作繁琐的问题。
为达到上述目的,本发明采用如下技术方案:一种冲压件预加工装置,包括机座和用于切割管材的切割机构,切割机构固接在机座上,机座上设有弧形台,切割机构位于弧形台的上方;弧形台上转动连接有双向螺杆,双向螺杆的两端均螺纹连接有用于与管材相抵的抵紧块,抵紧块上设有弹性层;抵紧块与机座滑动连接,两个抵紧块的运动方向相反;还包括用于带动双向螺杆转动的动力部。
本方案的原理及优点是:本方案将待切割的管材放置于弧形台上,通过动力部带动竖向螺杆转动,使得两个抵紧块上的弹性层均与管材的弧形壁相抵且形变,以此实现对管材的夹紧,进而完成对管材的定位,再通过切割机构完成对管材的切割处理,得到尺寸合适的成品管材;相较于现有技术,本方案完成切割处理之后,仅需要通过动力部即可带动双向螺杆反向转动,使得抵紧块相互远离,取消对剩余管材的定位作用,以便更快的取出剩余的管材,操作更简便。
进一步,机座上设有固定块,固定块上滑动连接有第一齿条,第一齿条与单个抵紧块固接;固定块上转动连接有转轴,转轴上设有与第一齿条啮合的第一齿轮。
通过上述设置,抵紧块运动期间,抵紧块会带动第一齿条同步运动,进而通过第一齿条带动第一齿轮和转轴转动,因此,通过第一齿条与第一齿轮的配合能够对抵紧块的移动起到导向作用,进而提高抵紧块移动的稳定性。
进一步,机座上设有横向槽,横向槽上设有延伸至机座侧壁的出料槽;横向槽内滑动连接有用于密封出料槽的第二齿条,第二齿条与第一齿轮啮合。
通过上述设置,抵紧块运动期间,抵紧块带动第一齿条同步向左运动;由于第一齿轮分别与第一齿条和第二齿条啮合,使得第二齿条沿横向槽的路径向右滑动,使得第二齿条对出料槽密封作用消失,让出料槽与外界相通,且出料槽位于管材的下方,以便切割好的成品管材能够掉入出料槽内。
进一步,机座上设有水箱和滞留箱,水箱与滞留箱之间连通有曲形管,曲形管靠近水箱一端的高度小于曲形管靠近滞留箱一端的高度;横向槽的侧壁上设有滑槽,滑槽内滑动连接有滑块,滑块与滑槽之间设有弹簧,滑块位于第二齿条的运动轨迹上;滑块上设有活动孔,机座上设有与滑槽、出料槽相通的竖向槽,滑块横向移动能使活动孔与竖向槽相通;竖向槽的一端与滞留箱之间连通有进水管,竖向槽的另一端连通有用于冲洗管材的冲洗部,冲洗部位于出料槽内;还包括用于收集管材的收集框和联动部,收集框和联动部均位于出料槽内,第二齿条通过联动部能够带动收集框转动使管材掉落至出料槽内。
通过上述设置,完成切割处理后,成品管材进入出料槽后掉入收集框内临时储存;动力部带动双向螺杆反向转动,进而带动抵紧块反向移动至初始位置;抵紧块运动期间,抵紧块带动第一齿条向右滑动,由于第一齿轮分别与第一齿条和第二齿条啮合,使得第二齿条沿横向槽的路径向左滑动,使得第二齿条对出料槽进行密封;第二齿条横向移动期间,第二齿条挤压滑块滑入滑槽内,弹簧压缩,使得活动孔与竖向槽相通;第二齿条运动期间,第二齿条通过联动部带动收集框转动使成品管材掉落至出料槽底部,使得成品管材在出料槽的底部移动;成品管材移动期间,水箱内的水经曲形管、滞留箱、竖向槽、活动孔进入进水管内,进水管内的水通过冲洗部对成品管材进行清洗处理,使得出料槽移出的成品管材完成了清洗。
进一步,联动部包括圆轴、第二齿轮和第三齿条,圆轴与出料槽转动连接,第二齿轮和收集框均与圆轴固接;第三齿条固接在第二齿条的底部,第二齿轮位于第三齿条的运动轨迹上。
通过上述设置,第二齿条横向移动期间,第二齿条还会带动第三齿条向左移动,使得第三齿条带动第二齿轮逆时针转动,第二齿轮带动圆轴和收集框转动。
进一步,收集框呈U形。
通过上述设置,一方面能够对成品管材进行临时储存,另一方面收集框转动后,收集框的开口朝向出料槽的底部,通过收集框能够促进成品管材掉落至出料槽的底部。
进一步,冲洗部包括出水管、第一冲水件和第二冲水件,第一冲水件包括第一分水管和与第一分水管固接的第一面板,第一分水管与出水管连通,第一面板与出料槽固接,第一面板上竖向设有若干第一冲水孔,第一分水管与若干第一冲水孔相通。
通过上述设置,出水管内一部分水经第一分水管、第一冲水孔向下喷出,且第一冲水孔喷出的水向出料槽的底部方向运动,以便对在出料槽底部运动的成品管材进行清洗。
进一步,第二冲水件包括第二分水管和与第二分水管固接的第二面板,第二分水管与出水管连通,第二面板与出料槽固接,第二面板上竖向设有若干第二冲水孔,第二冲水孔朝向收集框方向设置,第二分水管与若干第二冲水孔相通。
通过上述设置,出水管内一部分水经第二分水管、第二冲水孔喷射作用于收集框内的成品管材上,以便对成品管材进行清洗。
进一步,第二分水管为波纹管。
通过上述设置,经过第二分水管的水具有较快的流速,进而使从第二冲水孔喷射出的水冲击力更大,即对成品管材的冲洗效果更佳。
附图说明
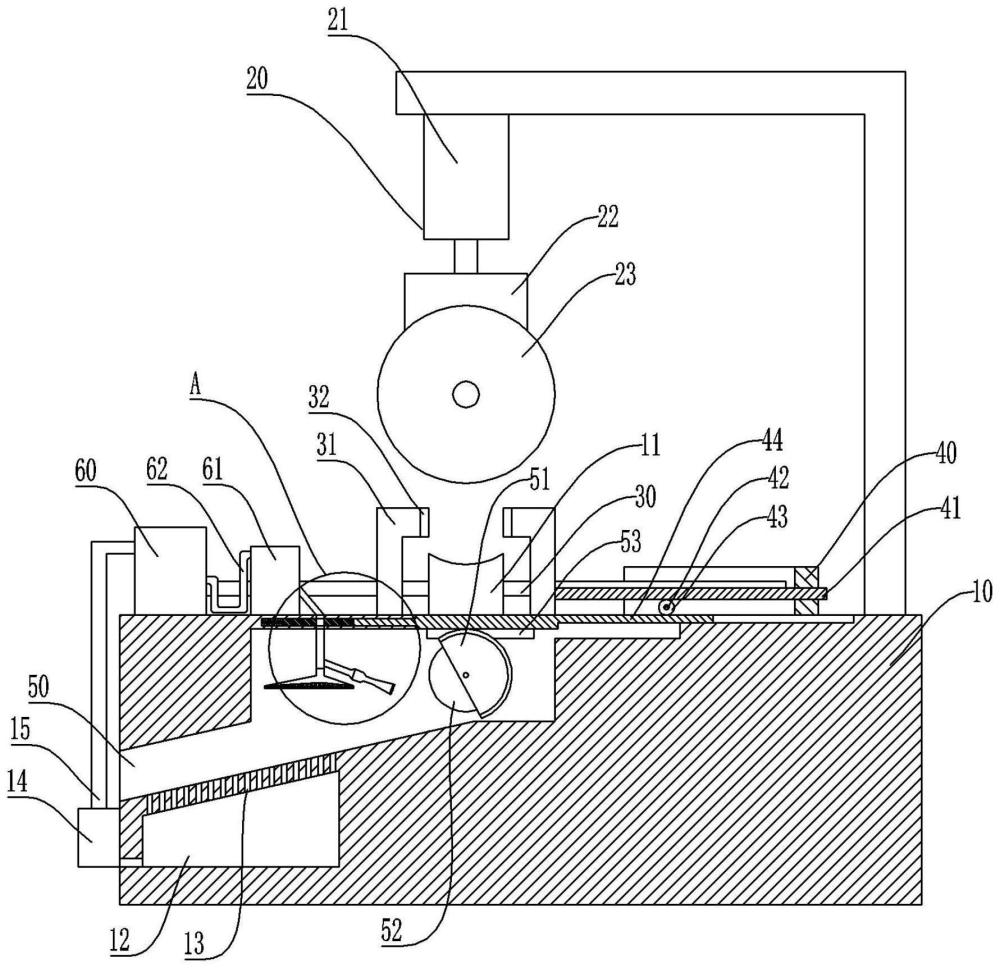
图1为本发明一种冲压件预加工装置实施例主视方向的剖视图;
图2为图1中A处放大图;
图3为图1俯视方向的局部剖视图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:机座10、弧形台11、腔室12、回收槽13、水泵14、回收管15、切割机构20、气缸21、升降块22、切割刀23、双向螺杆30、抵紧块31、弹性层32、固定块40、第一齿条41、转轴42、第一齿轮43、第二齿条44、出料槽50、收集框51、第二齿轮52、第三齿条53、出水管54、第一分水管55、第一面板56、第一冲水孔561、第二分水管57、第二面板58、水箱60、滞留箱61、曲形管62、滑块63、弹簧64、活动孔65、竖向槽66、进水管67。
实施例
基本如附图1、附图2和附图3所示:一种冲压件预加工装置,包括机座10和用于切割管材的切割机构20,切割机构20固接在机座10上,切割机构20包括气缸21、升降块22、第一电机和切割刀23,气缸21固接在机座10上,气缸21的输出轴与升降块22固接,第一电机固接在升降块22的底部,第一电机的输出轴与切割刀23固接。
机座10上固接有弧形台11,切割机构20位于弧形台11的上方;弧形台11上转动连接有双向螺杆30,双向螺杆30的两端均螺纹连接有用于与管材相抵的抵紧块31,抵紧块31上固接有弹性层32,弹性层32为橡胶层;抵紧块31与机座10滑动连接,两个抵紧块31的运动方向相反;还包括用于带动双向螺杆30转动的动力部,动力部为第二电机,第一电机和第二电机均为伺服电机,第二电机的输出轴与双向螺杆30固接。
机座10上固接有固定块40,固定块40上滑动连接有第一齿条41,第一齿条41与右边的抵紧块31固接;固定块40上转动连接有转轴42,转轴42远离固定块40的一端与机座10固接,转轴42上固接有与第一齿条41啮合的第一齿轮43。机座10上开有横向槽,横向槽上开有延伸至机座10侧壁的出料槽50,出料槽50的底部倾斜设置;横向槽内滑动连接有用于密封出料槽50的第二齿条44,第二齿条44与第一齿轮43啮合。
机座10上固接有水箱60和滞留箱61,水箱60与滞留箱61之间连通有曲形管62,曲形管62靠近水箱60一端的高度小于曲形管62靠近滞留箱61一端的高度;向水箱60内通入足量的水,水箱60内的水经曲形管62收集至滞留箱61内,使得水临时储存在滞留箱61内;横向槽的侧壁上横向开有滑槽,滑槽内滑动连接有滑块63,滑块63与滑槽之间固接有弹簧64,滑块63位于第二齿条44的运动轨迹上;滑块63上竖向开有活动孔65,机座10上开有与滑槽、出料槽50相通的竖向槽66,滑块63横向移动能使活动孔65与竖向槽66相通,即竖向槽66位于活动孔65的运动轨迹上;竖向槽66的上端与滞留箱61之间连通有进水管67,竖向槽66的下端连通有用于冲洗管材的冲洗部,冲洗部位于出料槽50内。
还包括用于收集管材的收集框51和联动部,收集框51呈U形或V形,本实施例中,收集框51为U形。收集框51和联动部均位于出料槽50内,第二齿条44通过联动部能够带动收集框51转动使管材掉落至出料槽50内,联动部包括圆轴、第二齿轮52和第三齿条53,圆轴与出料槽50转动连接,第二齿轮52和收集框51均与圆轴固接;第三齿条53固接在第二齿条44的底部,第二齿轮52位于第三齿条53的运动轨迹上。
冲洗部包括出水管54、第一冲水件和第二冲水件,第一冲水件包括第一分水管55和与第一分水管55固接的第一面板56,第一分水管55和第一面板56均与出料槽50固接,第一分水管55与出水管54连通,第一面板56上竖向开有若干第一冲水孔561,第一分水管55与若干第一冲水孔561相通;第一冲水孔561的宽度从上之下逐渐减小,以此提高水的喷出速度,进而加强冲洗效果。第二冲水件包括第二分水管57和与第二分水管57固接的第二面板58,第二分水管57和第二面板58均与出料槽50固接,第二分水管57与出水管54连通,第二面板58上竖向开有若干第二冲水孔,第二冲水孔朝向收集框51方向设置,第二分水管57与若干第二冲水孔相通。第二分水管57为波纹管;第二冲水孔的宽度从左至右逐渐减小,以此提高水的喷出速度,进而加强冲洗效果。
具体实施过程如下:
使用时,将待切割的管材放置于弧形台11上,使得管材位于两个抵紧块31之间;启动第二电机,第二电机的输出轴带动双向螺杆30转动,使得两个抵紧块31相向运动;当两个抵紧块31上的弹性层32均与管材的弧形壁相抵且形变时,关闭第二电机,以此实现对抵紧块31和弹性层32的定位,即实现对管材的夹紧,进而完成对管材的定位;并且,由于弹性层32具有弹性,因此弹性层32能够根据不同管径的管材进行形变,进而能够适用于不同尺寸管材的夹紧;此外,整个对管材夹紧的操作采用自动化完成,降低了操作难度,且无需人工操作,操作更简便。
右边的抵紧块31运动期间,抵紧块31带动第一齿条41同步向左运动;由于第一齿轮43分别与第一齿条41和第二齿条44啮合,使得第二齿条44沿横向槽的路径向右滑动,使得第二齿条44对出料槽50密封作用消失,让出料槽50与外界相通,且出料槽50位于管材的下方,以便切割好的成品管材能够掉入出料槽50内;第二齿条44横向移动期间,第二齿条44对滑块63的挤压作用消失,使得滑块63在弹簧64的作用下向右运动,活动孔65与竖向槽66相错;第二齿条44横向移动期间,第二齿条44还会带动第三齿条53向右移动,使得第三齿条53带动第二齿轮52顺时针转动,第二齿轮52带动圆轴和收集框51转动,当抵紧块31停止运动时,第一齿条41、第一齿轮43、第二齿条44、第三齿条53、第二齿轮52、圆轴和收集框51均停止运动,此时收集框51的开口朝上,以便成品管材进入出料槽50后能够掉入收集框51内。
完成对管材的夹紧处理后,启动气缸21和第一电机,气缸21的输出轴带动升降块22向下运动,升降块22带动第一电机和切割刀23向下运动;第一电机的输出轴带动切割刀23对管材进行切割处理,得到尺寸合适的成品管材,关闭气缸21和第一电机;成品管材直接进入出料槽50后掉入收集框51内进行临时存放。
完成切割处理后,再次启动气缸21,气缸21的输出轴带动第一电机和切割刀23向上移动至初始位置,关闭气缸21;再启动第二电机,第二电机的输出轴带动双向螺杆30反向转动,进而带动抵紧块31反向移动至初始位置,使得两个抵紧块31相互远离,即对剩余管材的定位效果消失,以便取出剩余管材,关闭第二电机。
抵紧块31反向运动期间,抵紧块31带动第一齿条41向右滑动,由于第一齿轮43分别与第一齿条41和第二齿条44啮合,使得第二齿条44沿横向槽的路径向左滑动,使得第二齿条44对出料槽50进行密封;第二齿条44横向移动期间,第二齿条44挤压滑块63滑入滑槽内,弹簧64压缩,使得活动孔65与竖向槽66相通;第二齿条44横向移动期间,第二齿条44还会带动第三齿条53向左移动,使得第三齿条53带动第二齿轮52逆时针转动,第二齿轮52带动圆轴和收集框51转动,当抵紧块31停止运动时,第一齿条41、第一齿轮43、第二齿条44、第三齿条53、第二齿轮52、圆轴和收集框51均停止运动,此时收集框51的开口朝向出料槽50的底部,且收集框51的出口与第二冲水孔相对。
当竖向槽66与活动孔65相通时,滞留箱61内的水经进水管67、竖向槽66、活动孔65进入出水管54内;出水管54内一部分水经第一分水管55、第一冲水孔561向下喷出,且第一冲水孔561喷出的水向出料槽50的底部方向运动;出水管54内另一部分水经第二分水管57、第二冲水孔喷射作用于收集框51内的成品管材上,完成对管材的初步清洗;并且,由于收集框51的开口朝向出料槽50的底部,使得成品管材在收集框51的导向下移动至出料槽50的底部,使得成品管材在出料槽50底部的导向作用下移出;成品管材在出料槽50底部运动期间,通过第一冲水孔561喷射的水对管材进行再次清洗,即可完成对管材的清洗处理,因此,出料槽50移出的成品管材完成了清洗。
本实施例中,机座10内开有腔室12,出料槽50底部开有若干与腔室12相通的回收槽13;机座10的侧壁上固接有水泵14,水泵14的两端均连通有回收管15,一个回收管15与回收槽13连通,另一个回收管15与水箱60连通;使得清洗的水能够经回收槽13收集至腔室12内,再通过水泵14将腔室12内的水传输至水箱60内,以便多次使用,有效节约水资源。
以上所述的仅是本发明的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 一种汽车钢板冲压件的物料存储装置
- 一种冰箱冲压件自动出料装置
- 一种汽车冲压件生产用剪边料收集装置
- 一种具有除灰功能的五金冲压件冲孔装置
- 一种便于切换冲压件型号的冲压件冲压装置
- 一种冲压件生产线用工件堆码装置及冲压件生产线系统