一种防止平整机中带钢断带的方法、装置、介质及设备
文献发布时间:2023-06-19 19:20:08
技术领域
本申请涉及轧钢控制技术领域,特别涉及一种防止平整机中带钢断带的方法、装置、介质及设备。
背景技术
测厚仪是冷轧带钢生产过程中重要的设备之一。在带钢冷轧连续生产线中,测厚仪对带钢厚度测量的准确性和稳定性至关重要,测厚仪的日常维护也十分必要。而冷轧带钢平整轧制过程中,测厚仪一旦出现故障,会导致带钢轧制错误,钢卷报废,严重时会出现断带,对连续生产影响极大,影响生产节奏,对公司的经济造成重大损失。
在现有方案中,当测厚仪出现故障时,容易使得平整机中带钢出现断带,如在平整机二次压下轧制过程中,出口测厚仪冷却水系统报错,造成测厚仪高压电源掉电。平整机出口厚度实际值由0.17mm异常突变至0.85mm,造成平整机1机架轧制力增大到7.2MN,平整机1机架内带钢轧断,断带故障的发生不仅影响带钢生产的连续性也给公司造成了重大经济损失。
基于此,如何在测厚仪出现故障后避免平整机中带钢断带,提高带钢的质量,保证带钢生产的效率和稳定性,是亟待解决的技术问题。
发明内容
本申请的目的在于提供一种防止平整机中带钢断带的方法、装置、介质及设备,本申请解决了因测厚仪发生故障而导致平整机中带钢出现断带的问题,保证了带钢的稳定生产,提高了带钢的质量和带钢生产的效率。
具体的,本申请采用如下技术方案:
根据本申请实施例的第一方面,提供了一种防止平整机中带钢断带的方法,所述方法包括:实时接收由测厚仪上报的针对平整机中带钢的厚度测量值,所述平整机施加给带钢的轧制力与所述厚度测量值正相关;在所述测厚仪发生故障时,计算所述厚度测量值与厚度设定值之间的厚度差值;如果所述厚度差值超过预设阈值,则接收所述厚度设定值作为新的厚度测量值,以根据所述新的厚度测量值确定所述平整机施加给带钢的轧制力。
在本申请的一些实施例中,基于前述方案,所述方法还包括:如果所述厚度差值未超过预设阈值,则根据实时接收由测厚仪上报的厚度测量值确定所述平整机施加给带钢的轧制力。
在本申请的一些实施例中,基于前述方案,所述方法还包括:获取所述厚度差值的容忍比例;根据所述厚度设定值和所述容忍比例,计算所述预设阈值。
在本申请的一些实施例中,基于前述方案,所述所述容忍比例设为4%~6%。
在本申请的一些实施例中,基于前述方案,在所述测厚仪发生故障时,所述方法还包括:在所述测厚仪在出现故障时,所述测厚仪进行报警并启动自保程序,进行高压断电。
在本申请的一些实施例中,基于前述方案,在所述测厚仪发生故障预设时间之后,所述测厚仪停止向所述平整机上报针对带钢的厚度测量值,所述平整机停止运作。
在本申请的一些实施例中,基于前述方案,所述测厚仪发生的故障包括测厚仪冷却水系统流量传感器故障、X射线发射源及接收检测头故障、测厚仪部件损坏。
根据本申请实施例的第二方面,提供了一种防止平整机中带钢断带的装置,所述装置包括:接收单元,用于实时接收由测厚仪上报的针对平整机中带钢的厚度测量值,所述平整机施加给带钢的轧制力与所述厚度测量值正相关;计算单元,用于在所述测厚仪发生故障时,计算所述厚度测量值与厚度设定值之间的厚度差值;判断单元,用于如果所述厚度差值超过预设阈值,则接收所述厚度设定值作为新的厚度测量值,以根据所述新的厚度测量值确定所述平整机施加给带钢的轧制力。
根据本申请实施例的第三方面,提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有至少一条程序代码,所述至少一条程序代码由处理器加载并执行以实现如上所述的防止平整机中带钢断带的方法所执行的操作。
根据本申请实施例的第四方面,提供了一种电子设备,所述电子设备包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时以实现如上所述的防止平整机中带钢断带的方法所执行的操作。
由上述技术方案可知,本申请至少具有如下优点和积极效果:
采用本申请提出的方案,可以解决由测厚仪发生故障导致平整机中带钢发生断带的问题,保证了带钢生产产线的稳定生产,还可以保证带钢的高质量生产,提高了带钢的质量和生产效率。
附图说明
为了更清楚地说明本申请中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
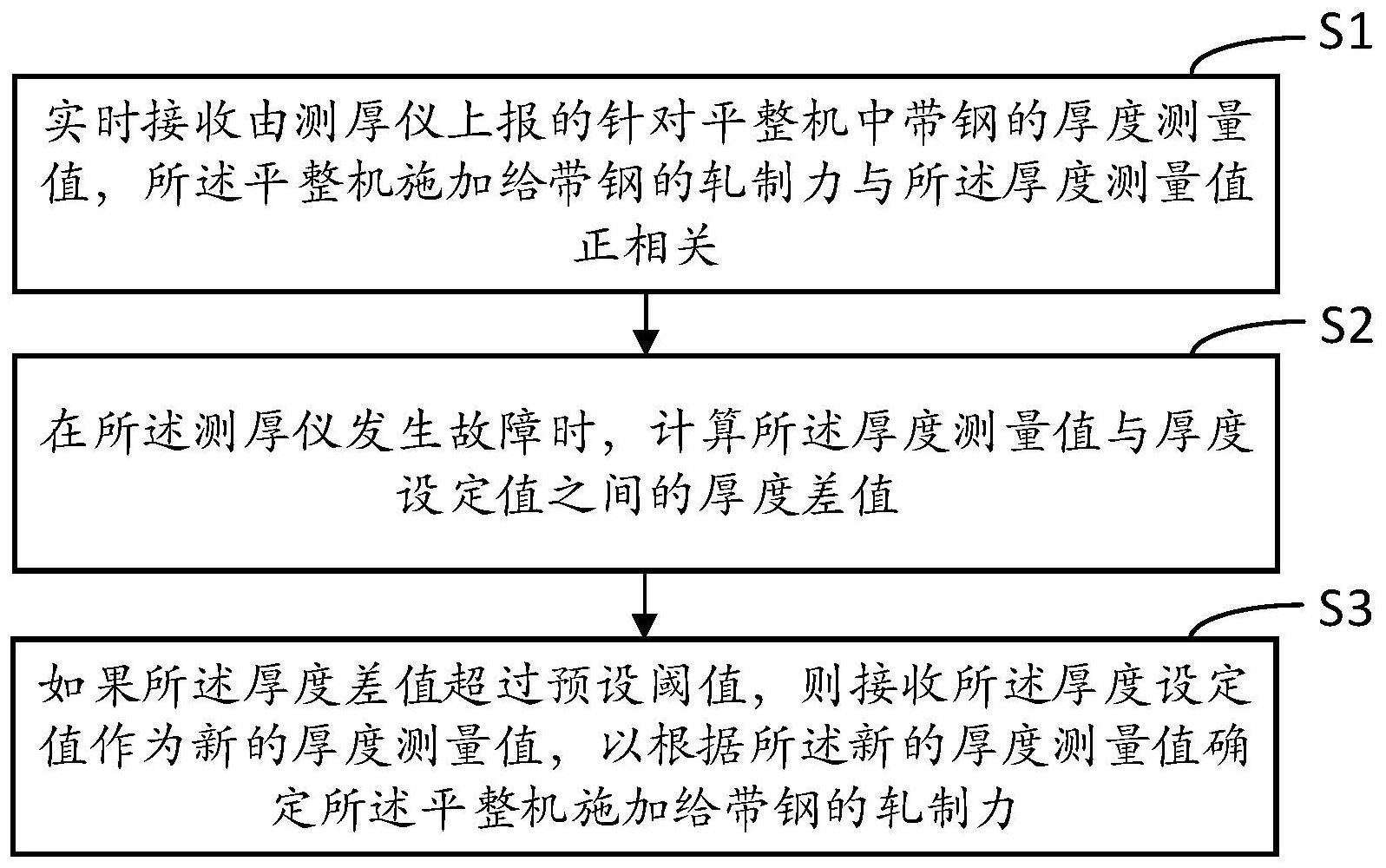
图1示出了本申请一个实施例中的防止平整机中带钢断带的方法流程图;
图2示出了本申请一个实施例中的防止平整机中带钢断带的装置框图;
图3示出了适于用来实现本申请实施例的电子设备的计算机系统的结构示意图。
具体实施方式
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本申请将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。
此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施例中。在下面的描述中,提供许多具体细节从而给出对本申请的实施例的充分理解。然而,本领域技术人员将意识到,可以实践本申请的技术方案而没有特定细节中的一个或更多,或者可以采用其它的方法、组元、装置、步骤等。在其它情况下,不详细示出或描述公知方法、装置、实现或者操作以避免模糊本申请的各方面。
附图中所示的流程图仅是示例性说明,不是必须包括所有的内容和操作/步骤,也不是必须按所描述的顺序执行。例如,有的操作/步骤还可以分解,而有的操作/步骤可以合并或部分合并,因此实际执行的顺序有可能根据实际情况改变。
需要注意的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的对象在适当情况下可以互换,以便这里描述的本申请的实施例能够以除了在图示或描述的那些以外的顺序实施。
以下对本申请实施例的技术方案的实现细节进行详细阐述:
参照图1,图1为本申请一个实施例中的防止平整机中带钢断带的方法流程图。
根据本申请一种典型的实施方式,提供了一种防止平整机中带钢断带的方法,所述方法包括如下步骤S1至步骤S3所示:
步骤S1,实时接收由测厚仪上报的针对平整机中带钢的厚度测量值,所述平整机施加给带钢的轧制力与所述厚度测量值正相关。
步骤S2,在所述测厚仪发生故障时,计算所述厚度测量值与厚度设定值之间的厚度差值。
步骤S3,如果所述厚度差值超过预设阈值,则接收所述厚度设定值作为新的厚度测量值,以根据所述新的厚度测量值确定所述平整机施加给带钢的轧制力。
在本申请中,所述测厚仪可以实时获取针对平整机中带钢的厚度测量值,在实时接收到由所述测厚仪上报的针对平整机中带钢的厚度测量值,所述厚度测量值越大,所述平整机施加给带钢的轧制力越大,所述平整机施加给带钢的轧制力与所述厚度测量值正相关。
在本申请中,带钢的生产系统可以包括一级系统和二级系统,所述一级系统可以是产线的控制系统,所述二级系统可以是订单计划的信息系统,当按照订单要求开始生产带钢时,二级系统将订单所要求的带钢的厚度设定值发送给一级系统,同时一级系统也可以实时接收由测厚仪上报的针对平整机中带钢的厚度测量值,当所述测厚仪发生故障时,在一级系统接收到二级系统所发送的带钢的厚度设定值和由测厚仪上报的针对平整机中带钢的厚度测量值时,生产系统中的PLC模块会计算所述厚度测量值与厚度设定值之间的厚度差值。
在本申请中,在生产系统中的PLC模块计算所述厚度测量值与厚度设定值之间的厚度差值后,PLC模块再对计算结果进行判断,如果所述厚度差值超过预设阈值,所述一级系统则接收所述厚度设定值作为新的厚度测量值,以根据所述新的厚度测量值确定所述平整机施加给带钢的轧制力,防止在所述测厚仪在发生故障的时候所发送的带钢的厚度测量值不准确,导致所述平整机在接收到不准确的厚度测量值,施加给带钢的轧制力过大而发生所述平整机中带钢断带的事故。
在本申请的一个实施例中,所述方法还包括:
如果所述厚度差值未超过预设阈值,则根据实时接收由测厚仪上报的厚度测量值确定所述平整机施加给带钢的轧制力。
在本申请中,在生产系统中的PLC模块计算所述厚度测量值与厚度设定值之间的厚度差值后,PLC模块再对计算结果进行判断,如果所述厚度差值未超过预设阈值,所述一级系统则根据实时接收由测厚仪上报的厚度测量值确定所述平整机施加给带钢的轧制力,避免发生因为测厚仪发生故障所发送的带钢的厚度测量值不准确,而导致所述平整机按照不准确的带钢的厚度测量值对带钢施加过大的轧制力,导致发生平整机中带钢断带的事故。
在本申请的一个实施例中,所述方法还包括:
获取所述厚度差值的容忍比例。
根据所述厚度设定值和所述容忍比例,计算所述预设阈值。
在本申请的一个实施例中,所述容忍比例可以设为4%~6%。
在本申请中,为了避免因所述测厚仪发生故障后,所发送的带钢的厚度测量值不准确,导致所述平整机按照不准确的带钢的厚度测量值对带钢施加过大的轧制力而使所述平整机中带钢发生断带的事故,所以需对所述测厚仪在发生故障后所发送的带钢的厚度测量值与厚度设定值进行计算厚度差值,在计算出厚度差值后进行判断,判断所述厚度差值是否超过预设阈值,在这里,需要先计算出所述预设阈值,先获取所述厚度差值的容忍比例,再根据所述厚度设定值和所述容忍比例,计算所述预设阈值,在本申请中,所述容忍比例可以设为4%~6%,具体可以设为5%,当所述厚度差值超过预设阈值时(所述厚度测量值与所述厚度设定值的差值的绝对值大于所述厚度设定值的5%时),则接收所述厚度设定值作为新的厚度测量值,以根据所述新的厚度测量值确定所述平整机施加给带钢的轧制力,避免所述平整机中带钢发生断带的事故。
在本申请的一个实施例中,在所述测厚仪发生故障时,所述方法还包括:
在所述测厚仪在出现故障时,所述测厚仪进行报警并启动自保程序,进行高压断电。
在本申请中,当所述测厚仪在出现故障时,为了保证所述测厚仪设备的安全性避免出现测厚仪烧机、报废等故障,在所述测厚仪出现故障时,所述测厚仪会进行报警并启动自保程序,进行高压断电,停止运作,有利于降低经济损失和避免出现生产线停产过长。
在本申请的一个实施例中,在所述测厚仪发生故障预设时间之后,所述测厚仪停止向所述平整机上报针对带钢的厚度测量值,所述平整机停止运作。
在本申请中,在所述测厚仪发生故障预设时间之后,所述测厚仪的状态信息消失,所述测厚仪停止向所述平整机上报针对带钢的厚度测量值,所述平整机停止运作,这里所述预设时间可以是0.9s,也可以是其他时间,本申请不做特别限制。
在本申请的一个实施例中,所述测厚仪发生的故障可以包括测厚仪冷却水系统流量传感器故障、X射线发射源及接收检测头故障、测厚仪部件损坏。
在本申请中,所述测厚仪发生故障,所述故障可以包括测厚仪冷却水系统流量传感器故障、X射线发射源及接收检测头故障、测厚仪其他部件损坏,也可以是所述测厚仪的其他故障,本申请不做特别限定,因为所述测厚仪异常而导致所述平整机中带钢发生断带的事故本申请所提出的方法均可以解决。
参照图2,图2示出了本申请一个实施例中的防止平整机中带钢断带的装置框图。
根据本申请一种典型的实施方式,本申请还提出了一种防止平整机中带钢断带的装置200,所述装置包括:
接收单元201,用于实时接收由测厚仪上报的针对平整机中带钢的厚度测量值,所述平整机施加给带钢的轧制力与所述厚度测量值正相关。
计算单元202,用于在所述测厚仪发生故障时,计算所述厚度测量值与厚度设定值之间的厚度差值。
判断单元203,用于如果所述厚度差值超过预设阈值,则接收所述厚度设定值作为新的厚度测量值,以根据所述新的厚度测量值确定所述平整机施加给带钢的轧制力。
参照图3,图3示出了适于用来实现本申请实施例的电子设备的计算机系统的结构示意图。
如图3所示,计算机系统300包括中央处理单元(Central Processing Unit,CPU)301,其可以根据存储在只读存储器(Read-Only Memory,ROM)302中的程序或者从储存部分308加载到随机访问存储器(Random Access Memory,RAM)303中的程序而执行各种适当的动作和处理,例如执行上述实施例中所述的方法。在RAM 303中,还存储有系统操作所需的各种程序和数据。CPU 1101、ROM 302以及RAM 303通过总线304彼此相连。输入/输出(Input/Output,I/O)接口305也连接至总线304。
以下部件连接至I/O接口305:包括键盘、鼠标等的输入部分306;包括诸如阴极射线管(Cathode Ray Tube,CRT)、液晶显示器(Liquid Crystal Display,LCD)等以及扬声器等的输出部分307;包括硬盘等的储存部分308;以及包括诸如LAN(Local Area Network,局域网)卡、调制解调器等的网络接口卡的通信部分309。通信部分309经由诸如因特网的网络执行通信处理。驱动器310也根据需要连接至I/O接口305。可拆卸介质311,诸如磁盘、光盘、磁光盘、半导体存储器等等,根据需要安装在驱动器310上,以便于从其上读出的计算机程序根据需要被安装入储存部分308。
特别地,根据本申请的实施例,上文参考流程图描述的过程可以被实现为计算机软件程序。例如,本申请的实施例包括一种计算机程序产品,其包括承载在计算机可读介质上的计算机程序,该计算机程序包含用于执行流程图所示的方法的程序代码。在这样的实施例中,该计算机程序可以通过通信部分309从网络上被下载和安装,和/或从可拆卸介质311被安装。在该计算机程序被中央处理单元(CPU)301执行时,执行本申请的系统中限定的各种功能。
需要说明的是,本申请实施例所示的计算机可读介质可以是计算机可读信号介质或者计算机可读存储介质或者是上述两者的任意组合。计算机可读存储介质例如可以是——但不限于——电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子可以包括但不限于:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机访问存储器(RAM)、只读存储器(ROM)、可擦式可编程只读存储器(Erasable Programmable Read Only Memory,EPROM)、闪存、光纤、便携式紧凑磁盘只读存储器(Compact Disc Read-Only Memory,CD-ROM)、光存储器件、磁存储器件、或者上述的任意合适的组合。在本申请中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。而在本申请中,计算机可读的信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了计算机可读的程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。计算机可读的信号介质还可以是计算机可读存储介质以外的任何计算机可读介质,该计算机可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于:无线、有线等等,或者上述的任意合适的组合。
附图中的流程图和框图,图示了按照本申请各种实施例的系统、方法和计算机程序产品的可能实现的体系架构、功能和操作。其中,流程图或框图中的每个方框可以代表一个模块、程序段、或代码的一部分,上述模块、程序段、或代码的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。也应当注意,在有些作为替换的实现中,方框中所标注的功能也可以以不同于附图中所标注的顺序发生。例如,两个接连地表示的方框实际上可以基本并行地执行,它们有时也可以按相反的顺序执行,这依所涉及的功能而定。也要注意的是,框图或流程图中的每个方框、以及框图或流程图中的方框的组合,可以用执行规定的功能或操作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。
描述于本申请实施例中所涉及到的单元可以通过软件的方式实现,也可以通过硬件的方式来实现,所描述的单元也可以设置在处理器中。其中,这些单元的名称在某种情况下并不构成对该单元本身的限定。
根据本申请一种典型的实施方式,本申请还提出了一种计算机可读存储介质,所述计算机可读存储介质中存储有至少一条程序代码,所述至少一条程序代码由处理器加载并执行以实现如上所述的防止平整机中带钢断带的方法所执行的操作。
根据本申请一种典型的实施方式,本申请还提出了一种电子设备,所述电子设备包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时以实现如上所述的防止平整机中带钢断带的方法。
应当注意,尽管在上文详细描述中提及了用于动作执行的设备的若干模块或者单元,但是这种划分并非强制性的。实际上,根据本申请的实施方式,上文描述的两个或更多模块或者单元的特征和功能可以在一个模块或者单元中具体化。反之,上文描述的一个模块或者单元的特征和功能可以进一步划分为由多个模块或者单元来具体化。
由上述技术方案可知,本申请至少具有如下几个方面的优点和积极效果:
其一,采用本申请提出的方案,可以解决由测厚仪发生故障导致平整机中带钢发生断带的问题,保证了带钢生产产线的稳定生产。
其二,采用本申请提出的方案,可以保证带钢的高质量生产,提高了带钢的质量和生产效率,增加市场竞争力和资金收益。
其三,采用本申请提出的方案,可以大大减少带钢的报废量和设备的损坏量,大大节省了资源和设备维修资金。
虽然已参照几个典型实施方式描述了本申请,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本申请能够以多种形式具体实施而不脱离申请的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
- 一种防止信息泄露的方法、装置、介质以及设备
- 一种浴室加热装置和用于控制浴室加热装置的方法、设备、电子设备及计算机可读存储介质
- 防止用户流失的方法及装置、设备和存储介质
- 一种音响设备及其音效调整方法、装置、设备、介质
- 一种语音交互设备唤醒方法、装置、设备及存储介质
- 防止带钢二次压下断带的起车控制方法、装置及介质
- 防止带钢二次压下断带的起车控制方法、装置及介质