用于制造和卸载用于制造塑料容器的预制件的设备
文献发布时间:2023-06-19 19:23:34
技术领域
本发明涉及一种用于制造和卸载用于制造塑料容器的预制件的设备。
背景技术
由用于通过模制来制造由塑料材料制成的预制件的装置以及由用于卸载和储存所制造的预制件的装置构成的设备是已知的。
卸载装置通常由冷却板构成,该冷却板形成多个容器,这些容器布置成矩阵并设计成在至少部分地冷却相应的仍温热的预制件所需的时间内容纳该预制件。
通常,这些预制件从通常为注射类型的压机直接供给到冷却板,并且在相应的容器中保持预定时间。
具体地,一旦注射模制过程结束,模具就打开并且冷却板朝向部分地容纳在两个模具部件中一个中的预制件移动,使得容器可接合从模具部件出现的预制件的相应部分,以便从其取出它们,从而允许模具的闭合和新的模制循环。
从以本申请人名义申请的国际申请PCT/EP2021/052440中已知一种用于冷却和取出用于制造塑料容器的预制件的装置,该装置包括至少一个夹持组件,该夹持组件形成用于相应预制件的多个容器和用于将仍温热的预制件从注射模制装置转移到所述夹持组件的装置;该装置包括冷却取出组件,该冷却取出组件包括冷却板,该冷却板布置成面对所述夹持组件,并且可根据指令在更靠近夹持组件的位置和与夹持组件间隔开的位置之间移动。冷却板支撑多个冷却通道,该多个冷却通道设计成在冷却板处于更靠近位置的情况下通向容纳在相应容器中的相应预制件中,以便将空气射流传送到预制件中,从而增加其冷却速率。冷却取出组件包括卸载板,该卸载板布置在夹持组件的相对于冷却板的相对侧上并且支撑多个夹持主体,该多个夹持主体可根据指令移动以便横跨冷却板,从而在冷却板处于更靠近位置的情况下选择性地与相应的预制件接合,以允许这些预制件从相应的容器取出。
用于控制模制预制件的质量的装置也是已知的。
用于执行预制件质量控制的第一种方法是使用用于模制预制件的质量控制的装置,该装置由质量控制单元构成,该质量控制单元成直线地布置在压机下游并且配置为控制所制造的所有预制件,执行所有必要的控制并且可选地排除不合格的预制件。
如果检测到不合格的预制件,则将其报告在单元的显示器上,并且可选地将其丢弃。定向装置布置在压机和控制单元之间,从压机的卸载皮带接收未定向的预制件并且使其定向,以便将其发送到质量控制单元。顺序是随机的,因此该单元必须设置有专用于读取模腔数量的摄像机,以便识别每个受控预制件源自哪个模腔。
用于执行预制件质量控制的第二种方法提供了使用不与压机成直线布置的单元。在此情况下,操作者从压机拾取例如至少一个模制品,并且将其转移到质量控制单元中,该质量控制单元执行必要的控制,包括重量控制。在此情况下,该单元也必须设置有专用于读取模腔数量的摄像机,以便识别每个预制件源自模具的哪个模腔。
最后一种所使用的方法用于执行所谓的部分统计控制。特别地,已经开发了一些解决方案,这些解决方案提供了摄像机的安装以便能够直接在冷却板处或在预制件排出皮带上执行一些控制(例如,控制预制件的颜色)。然而,利用这种控制方法,可能仅识别一些缺陷,并且仅识别不重叠或定向的一些预制件,以便允许摄像机获取有效图像。
尽管上述解决方案被广泛使用,但是其具有一些缺点。
在前两种情况下,需要提供一种定向装置,即附加的机器,其引入成本、更高的消耗、可能的机器停机时间,但是由于机械定向系统,大部分都存在损坏预制件的风险。
在这些情况下,也可能产生可能污染产品的塑料的粉末和/或残余物。
此外,在所有描述的解决方案中,必须提供专用的摄像机以读取受控预制件的模腔数量。
此外,已知的解决方案难以与用于通过模制由塑料材料制成的预制件来制造的装置以及与卸载和储存装置集成:实际上,包括质量控制装置的每个装置功能性地连接到计算机,连接到电气面板,连接到控制系统等,产生可优化的部件冗余。
如果在线执行统计控制,则设备的每小时生产率必须关于制造装置(压机)和质量控制装置而对准,并且为了确保设备作为整体的操作,必须提供能够在质量控制装置处出现问题的情况下进行干预的旁路系统。
如果离线执行控制,则如果希望执行模制的质量控制,则必须对要向控制机器供料的操作者进行干预。
此外,在此情况下,不可能使用由于为了反馈或调节工艺参数而执行的控制而获得的任何信息,因为在事件和其检测之间存在时间延迟,而且该时间延迟不是恒定的。
关于执行部分统计控制的解决方案,应注意,其在每次模制分析预制件的非常小的样本,因此提供不精确的大体信息,因为并非总是可能读取模腔数量并且因此定位缺陷。
此外,由于不能确定在随后的循环中将分析由为了试图解决较早检测到的问题而对其进行干预的模腔生产的预制件,所以不可能验证已经出现的任何问题是否已经解决。
发明内容
本发明的目标是提供一种用于制造和卸载用于制造塑料容器的预制件的设备,其能够在上述一个或多个方面改进背景技术。
在此目标内,本发明的目的是提供一种用于制造和卸载用于制造塑料容器的预制件的设备,该设备允许使待控制的预制件的处理最小化。
本发明的另一目的是提供一种用于制造和卸载用于制造塑料容器的预制件的设备,其允许减少当前使用的单元的数量,消除例如使用摄像机来检测模腔数量或者供给和定向装置的需要,从而从经济观点和空间占用方面来说节省,同时避免产生灰尘。
本发明的另一目的是提供一种用于制造和卸载用于制造塑料容器的预制件的设备,该设备高度可靠、相对容易提供并且成本有竞争力。
此目标以及这些和其他目的将在下文中变得更加明显,其通过根据本申请的用于制造和卸载用于制造塑料容器的预制件的设备来实现,该设备可选地设置有具体实施方式中描述的一个或多个特征。
附图说明
从对根据本发明的用于制造和卸载用于制造塑料容器的预制件的设备的一些优选但非排他性的实施方式的描述中,本发明的其他特征和优点将变得更加明显,该实施方式在附图中通过非限制性实例示出,在附图中:
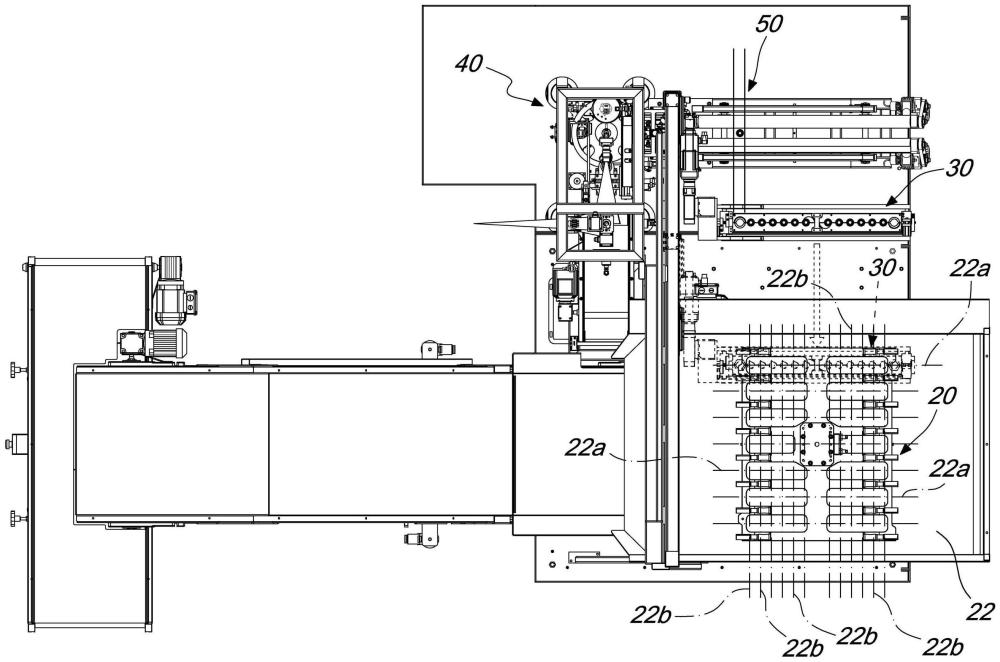
图1是根据本发明的用于制造和卸载预制件的设备的顶视图;
图2是图1的设备的侧视图;
图3是冷却取出装置的一部分的放大比例的顶视图,其中选择性取出装置在拾取位置以虚线示出,并且在靠近传送位置以实线示出;
图4是图3所示部分的侧视图;
图5是选择性取出装置的顶视图;
图6是图5的选择性取出装置的侧视图;
图7是处于第一条件的控制检查装置的顶视图;
图8是处于图7所示条件的控制检查装置的前视图;
图9是处于图7和图8所示条件的控制检查装置的侧视图;
图10是处于第二条件的控制检查装置的顶视图;
图11是处于图10所示条件的控制检查装置的前视图;
图12是处于图10和图11所示条件的控制检查装置的侧视图。
具体实施方式
参考附图,根据本发明的用于制造和卸载用于制造塑料容器的预制件的设备总体上由附图标记1表示,其包括用于模制(通过注射)多个预制件10的模制装置2和用于冷却预制件10并将其从模制装置取出的冷却取出装置3。
冷却取出装置3包括形成用于相应的预制件10的冷却容器的多个夹持组件4,以及用于将仍温热的预制件从模制装置2转移到夹持组件4的转移装置。
冷却取出装置3还包括卸载板20,其支撑多个夹持主体21,该多个夹持主体布置成矩阵并且可根据指令移动,以便选择性地接合夹持组件4,从而允许从相应的容器取出冷却的预制件10并且将其卸载到预制件10的卸载表面22上。
根据本发明,设备1包括用于以顺序的方式沿着至少一个拾取方向201选择性地取出由卸载板20支撑的预定子集31的预制件10的选择性取出装置30,以及用于将预定子集31的预制件10顺序地转移到至少一个控制检查装置40的装置,该控制检查装置适于对预定子集31的预制件10执行至少一个控制。
卸载板20支撑多个夹持主体21,该多个夹持主体布置成矩阵并且沿着多个行22a和多个列22b布置,该多个列基本上垂直于该多个行22a。
由卸载板20支撑的预制件10的预定子集31对应于由夹持主体21的至少一行22a、或由对应于夹持主体21的至少一列22b支撑的预制件10。
有利地,选择性取出装置30包括细长主体32,该细长主体形成用于支撑待取出的预制件的支撑装置。
选择性取出装置30配置为选择性地拾取由不同行22a的夹持主体和/或由不同列22b的夹持主体支撑的预制件10。
方便地,控制检查装置40在功能上与用于移动细长主体32的移动装置相关联,该移动装置适于在拾取位置(在图3中以折线和虚线示出)和用于基本上在卸载区域处进行传送的位置之间移动细长主体32,在该拾取位置,细长主体布置成靠近卸载板20并且分别面对至少一个相应的行22a和/或相应的列22b,卸载区域布置成靠近适于以顺序的方式在控制检查装置40处发送预制件10的传送器50。
用于移动细长主体32的移动装置包括例如与相应致动器相关联的线性引导件,以便允许其沿着运动方向202至少从拾取位置移动到传送位置,并且可选地还沿着基本上竖直的方向203移动,以便能够编程最佳运动轨迹。
参考图中所示的实际实施方式,运动方向可基本上与拾取方向201成直角地延伸。
细长主体32方便地包括夹具结构,以在其相互面对的纵向边缘32a处保持预制件10。
方便地,控制检查装置40包括至少一个选自包括以下各项的组的单元:
-具有摄像机41的顶部密封检查单元;
-具有摄像机42的底部检查单元;
-具有摄像机43的主体缺陷检查单元;
-具有使用偏振光或栅格的摄像机44的PET主体应力检查单元;-具有摄像机45的螺纹分模线检查单元;
-具有摄像机46的螺纹和瓶颈缺陷检查单元;
-具有摄像机43的预制件颜色检查单元;
-用于检测模腔数量46的单元;
-用于利用摄像机46测量主体和螺纹的单元,包括测量厚度;
-用于利用高温计47测量温度的单元;
-重量控制单元48。
控制检查装置40还包括至少一个选自包括以下各项的组的单元:-用于利用光学传感器测量厚度的单元;
-用于利用分光计进行颜色控制的单元;
-用于通过断层摄影进行3D重建的单元;
-用于通过嗅觉传感器检测乙醛的单元。
传送器50例如从包括以下各项的组中选择:
-带式或链式传送器;
-空气射流传送器;
-一对相对旋转的辊。
设备1包括在传送器50下游的积聚系统。
在所述积聚系统的下游还可以设置定时系统。
根据本发明的设备1的操作如下。
选择性取出装置30以及控制检查装置40可布置在模制、冷却取出装置的占用空间内。
塑料通过挤出机注射到模制装置中并被挤压。
夹持组件4从模制装置2取出预制件,并且通过已知的解决方案控制预制件10的冷却。
卸载板20从夹持组件4拾取预制件10,其任务是将预制件移动到由挤压取出带构成的卸载表面22上。预制件10由卸载板20释放,通过取出带被朝向出口传送,并且取出带将其供给到托盘(octabin)内。
选择性取出装置30包括例如细长主体32,其可沿着运动方向202移动,以便将取出的预制件10传送到控制检查装置40。
细长主体32还可以沿着基本上竖直的方向203移动,以便以受控的方式从卸载板20拾取和容纳预制件10,并且再次以受控的方式将其释放到传送器50。
没有任何东西妨碍沿着不同的运动轨迹移动细长主体32的可能性,该运动轨迹例如由沿着方向202和沿着方向203的运动的组合构成。
细长主体32通过直接从卸载板20拾取预制件而介入,其中预制件如所解释的那样布置在复制模具矩阵的矩阵中。
由于可能在卸载板20附近移动细长主体32,所以本发明允许拾取预制件10而没有在转移步骤期间导致其缺陷的风险。
细长主体32拾取列22b和/或行22a和/或整个矩阵。拾取发生在每次模制或在特定的时间间隔。如果系统拾取单个列22b或单个行22a,则其可通过每次决定拾取第i行22a或第j列22b中的哪个来执行此操作。
因此,显而易见的是,可能在预定时间内重建模具的整个矩阵或集中拾取,并且因此通过触发器在矩阵的单个行22a或列22b上控制,由于任何原因而被辨别为潜在的关键,触发器可由自动化系统或由控制系统或由操作者的选择报告,具有增加其总量并因此增加其统计值的前景。
由于这是由夹持组件执行的控制,所以对模具的单独模腔的参考被保持直到控制检查装置40的内部,从而允许对单独的特定模腔进行现场控制。
一旦预定子集31的预制件10已经从细长元件32拾取并且由于其几何形状而被支撑,例如被支撑在颈部下方,则借助于沿着运动方向202的运动而将其传送到控制检查装置40。
控制检查装置40通过配置为保持其顺序和/或定向的传送器50装载预制件10。
然而,没有什么禁止使用可能也不保证顺序和/或定向的系统。
如果不保持定向,则在任何情况下都可能对预制件10进行粗略检查。
有利地,传送器50可例如包括两个相对旋转的辊,其保持预制件10的顺序和定向,但是不保持其间隔。
这种类型的辊式传送器允许将预制件10供给到控制检查装置40而不引起所述预制件10的缺陷,为此,传送器50适于倾斜一定角度,该角度也可以是固定的,允许预制件10形成队列并继续其流动。
在辊的下游,存在具有重力引导件的积聚系统,一旦预制件10已经被卸载,则该重力引导件允许辊在拾取位置水平返回。
在缓冲器的下游存在定时系统,其可用作或不用作第一检查跟踪装置。
定时系统包括例如格式星形传送器51,其也用作第一跟踪装置,但是通过非限制性实例,其也可以是摩擦进给器或者一对皮带或链条。
沿着星形传送器51检查预制件10的顶部密封和底部。
在从星形传送器51输出时,在密封和显窃启环下方或通过另一特征几何形状通过转移夹具52(其是气动的或电动的)来处理预制件10。转移夹具52服务于三个站,有利地通过由气压缸或由电致动器构成的致动系统一次转移两个预制件。
这三个站例如可由星形传送器取出装置,由包括重量控制单元48的称重模块和第二旋转检查跟踪装置构成。
这些站可以仅是两个,并且包括重量控制单元48的称重模块可位于第二跟踪装置的下游。
包括重量控制单元48的称重模块具有在瓶颈下方(或者如果其布置在第二跟踪装置之后,则放置在主体上或颈部下方)支撑预制件的板。
通过将包括重量控制单元48的称重模块以机械或电子方式与压机的振动隔离来进行称重。
由于称重,预制件10通向第二跟踪装置,在该处通过真空(或通过夹具)拾取该预制件。
运动轴线允许使预制件10向上平移,从而允许一个或多个高温计47检测预制件10的外部主体上的一个或多个温度分布。一个高温计47也可以定位在预制件10内以便检测内部分布。
一旦平移到检查位置,在由专用旋转轴线允许的旋转期间,在预制件10上控制以下操作:
-利用摄像机进行主体缺陷检查;
-使用偏振光或栅格利用摄像机进行PET主体应力检查;
-利用摄像机进行螺纹分模线和主体检查;
-利用摄像机进行螺纹和颈部缺陷检查;
-利用摄像机进行预制件颜色检查;
-检测模腔数量;
-利用摄像机测量主体和螺纹,包括测量厚度。
模腔数量的检测允许将预制件到达控制检查装置40中的实际顺序与模具的矩阵的布置进行比较,识别在运输中丢失的任何预制件,并且因此向自动化系统报告可能的问题。
在旋转期间,可借助于高温计47检测周向温度分布。
在这一点上,已经执行了对预制件10的控制,记录和/或释放了关于单个预制件10的质量报告,并且预制件从真空夹具释放到皮带上,该皮带将取出带中的流动重新连接到托盘中。如果其被识别为有缺陷的,则其可被拒绝或者其可在预制件的流动中继续:这种区别是通过适当的分离装置来实现的,例如现有技术中已知的活板门、气动装置等。
如果操作者希望通过例如由活板门构成的所述分离装置对预制件执行进一步的控制(例如破坏性控制),则他可决定拾取预制件以进行采样。
如果控制和检验装置40检测到一定数量的具有功能或美学缺陷的有缺陷的预制件,则在一些条件下,可能基于这些数据假设预定的托盘中所包含的预制件的相对低的总体质量,并且因此报告所述托盘以评估任何后续干预。
控制检查装置40可配置为控制适于验证例如设备1或其某些部件的“趋势”的一系列参数,该参数可向操作者产生信号而不会因此导致受控预制件10的拒绝。
例如,如果控制检查装置40检测到在预定模腔中制造的预制件10中,温度或一个尺寸缓慢地倾向于偏离(同时保持在一致性范围内),则检查和控制装置40可以在随后的机器停机干预期间报告并推荐对所述模腔的检查,因此也具有预防性/预测性维护的前景。
控制检查装置40也可用作用于通过专用循环对预制件进行快速采样的系统,该专用循环可在界面中选择,该界面加速取出并排除检查,从而允许操作者立即控制而没有污染。
采样也可用于通过台架测试来检查装置的校准。再次通过拒绝活板门来进行采样,该拒绝活板门将流动引导到可从窗口取出的盒子中。
该应用对于工艺控制特别有用,因为其不会在产品上引入缺陷。这意味着由控制系统执行的缺陷和测量仅与压机的工艺相关。
此外,不会发生操作者方面的污染,例如出汗,因为一切都是自动的。
此外,其允许在几秒内并且以随时间可重复的方式通过高温计来检测产品温度,从而允许实际控制每个模腔的出口温度。
检查系统也可作为改装套件安装,即作为可安装在已经运行的系统上的附加装置安装。
由系统检测的所有值可归因于每个单独的模腔。这允许在压机上反馈此信息并且固定每个单独模腔的可能的漂移。
作为一种替代方式,可能将此信息与某些参数相关联,并且执行或预测干预或维护,或者计算与某些参数相关联的趋势。
控制检查装置所位于的区域可具有相对于模制装置的隔离入口。
这允许在两个机器之间具有并行的效率,并且因此控制检查装置的效率不影响压机的效率。
此外,其可能用于解决控制检查装置以及在模制装置开启时用于从卸载板取出的夹具上的堵塞情况或问题。
两个区域之间的分离可通过使进入安全的安全距离、通过利用光电屏障的分离或通过利用致动隔离物的分离或本领域已知的其他系统来实现。
实际上,已经发现本发明实现了预期的目标和目的。
如此构思的本发明易于进行多种修改和变化,所有这些修改和变化都在所附权利要求的范围内;所有细节可以进一步用其他技术上等效的元件来代替。
因此,例如,也可能提供的是,卸载板20通过调节装置可直接拾取预制件10的预定子集31(例如,一行或多行22a和/或一列或多列22b),以便将其发送到控制检查装置40。
实际上,所使用的材料,只要其与特定用途,以及可能的形状和尺寸相容,就可以是根据要求和现有技术的任何材料。