一种新能源汽车A柱结构稳定性保持嵌件
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及汽车零件技术领域,具体为一种新能源汽车A柱结构稳定性保持嵌件。
背景技术
汽车为一种交通工具,而随着现代社会的发展,人们越来越重视汽车的安全问题,要求其能承受严格的碰撞、侧碰,使驾驶员和乘员的安全得到保证,汽车A柱是汽车左前方和右前方连接车顶和前舱的连接柱,在发动机舱和驾驶舱之间,左右后视镜的上方。
现有的新能源汽车A柱结构(图11)所示:主要是由一个侧围外板h,加强板i,内板j通过点焊焊接的方式连接在一起,并安装一个空腔隔断声学零件l,在整车性能达不到碰撞要求的情况下也会在加强板内增加一块补板k(图12)以满足要求,其中h,i,j,k增加的材料为钢或者铝,需要独立的空腔隔断声学零件l,随着新能源汽车的发展,电池及电机所带来的车身重量增加导致A柱在碰撞过程中容易产生折弯现象,另外,由于取消了发动机作为动力源,车内噪音的低频主来源已经由发动机噪音转变为胎噪和路噪。
现有技术主要有如下缺陷:
1、现有产品的主要部分由钢或者铝冲压件构成,具有较高的产品重量,较长的开发周期,较高的焊装周期,及较高的成本和模具投资,这给车身重量和成本带来一定的劣势;
2、由于板材(h,i,j,k)的冲压原材料具有等厚度的特性,因此材料的性能不能得到充分的利用或者在最弱区域满足要求后其余区域就会存在过设计的情况,而在采用了加强板补板(k)的方案中,加强板(i)与补板(k)在通过焊接后就存在变形的情况,导致后续的焊接工序受到影响,从而降低生产效率,同时需要额外的空腔隔断块进行声学降噪。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种新能源汽车A柱结构稳定性保持嵌件,解决了背景技术提出的问题。
(二)技术方案
为实现上述目的,本发明提供如下技术方案:一种新能源汽车A柱结构稳定性保持嵌件,包括设置在汽车A柱上的外板、设置在外板上的第一加强板、设置在第一加强板上的内板,所述第一加强板与内板之间设置有结构嵌件;
所述结构嵌件的内部包括有第二加强板与次加强块,且第二加强板与次加强块通过注塑工艺或结构胶连接组成连接件,所述次加强块的表面设置有C型结构特征,所述第二加强板与第一加强板之间布满连接胶块,所述第二加强板、次加强块与连接胶块组成加强件,所述第二加强板的一端环绕表面设置有密封材料。
优选的,所述连接胶块为可膨胀胶块或者不可膨胀结构块。
优选的,所述结构嵌件与第一加强板之间保留0.5-3mm的间隙。
优选的,所述加强件与密封材料通过注塑或者卡扣方式安装固定。
优选的,所述密封材料通过注塑或者卡扣的方式固定在次加强块上。
(三)有益效果
与现有技术对比,本发明具备以下有益效果:
1、本发明中,通过设置的第二加强板等采用的复合结构包括等壁厚C型超高强度复合材料和高强度玻纤树脂增强材料作为承力结构,可以大幅度降低结构嵌件的重量,其可在满足性能要求的前提下带来一定的轻量化效果,在重量比现有方案轻5%~25%之间的情况下可以达到同样的性能或者更优秀的性能,同时提供能量吸收,结构增强,吸隔音的增强轻量化一体复合材料方案。
2、本发明中,避免了多层金属部件的焊接导致工艺复杂性及质量问题,且集成了空腔隔断,可以降低生产成本和固定资产投资。
3、本发明中,采用C型结构,可保留内板c与第一加强板b之间的一部分空间不被填充,进而确保热空气可在此空间内流通以确保涂装质量不会因温度过低而产生问题。
4、本发明中,在对部件加工时仅需点焊一个零件总成,无需额外的点焊设备、整形设备以及额外的冲压模具,从而对提高了生产效率。
附图说明
图1为本发明中一种新能源汽车A柱结构稳定性保持嵌件的爆炸结构示意图;
图2为本发明中结构嵌件表面结构示意图;
图3为本发明中实施例的补充结构说明图;
图4为本发明中实施例的补充结构说明图;
图5为本发明中第二加强板与铝合金以及普通钢板强度对比图;
图6为现有的独立空腔隔断声学零件表面结构示意图;
图7为本发明中C型结构特征表面结构示意图;
图8为本发明中C型结构特征与普通结构特征提升加强板b内表面处温度的曲线图;
图9为本发明中一体化空腔隔断声学零件与独立的空腔隔断筛网隔音曲线图;
图10为本发明中C型结构特征与加强板补板以及普通特征的重量曲线图;
图11为现有的汽车A柱表面部分结构示意图;
图12为现有的汽车A柱表面部分结构示意图。
图中:1、第二加强板;2、次加强块;3、连接件;4、连接胶块;5、加强件;6、密封材料;7、C型结构特征;a、外板;b、第一加强板;c、内板;g、结构嵌件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图11与图12,现有的新能源汽车A柱结构(图11)所示:主要是由一个侧围外板h,加强板i,内板j通过点焊焊接的方式连接在一起,并安装一个空腔隔断声学零件l,在整车性能达不到碰撞要求的情况下也会在加强板内增加一块补板k(图12)以满足要求,其中h,i,j,k为钢或者铝,需要独立的空腔隔断声学零件l,该独立的空腔隔断声学零件l是由尼龙66塑料作为支撑体,发泡材料通过注塑工艺连接在本体上(如图6所示)。
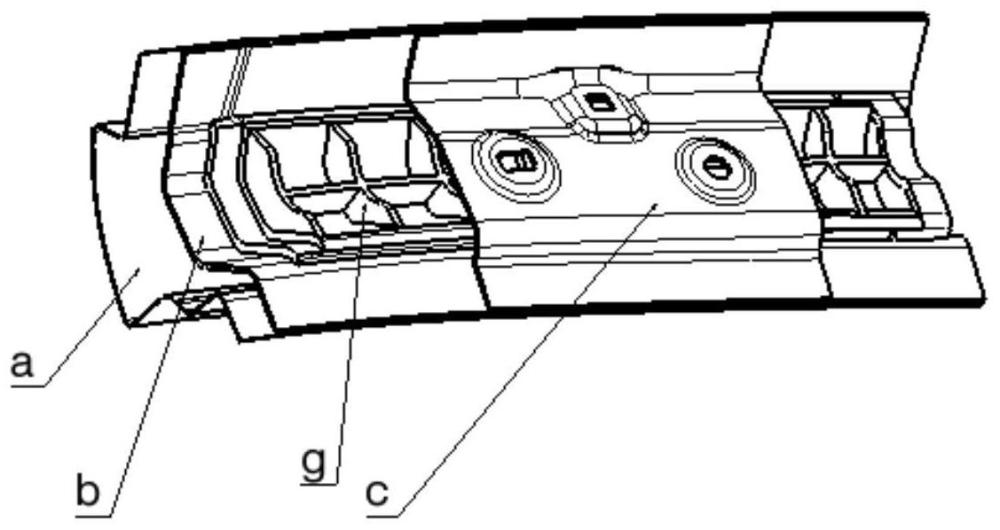
请参阅图1-图2,一种新能源汽车A柱结构稳定性保持嵌件,包括设置在汽车A柱上的外板a、设置在外板a上的第一加强板b、设置在第一加强板b上的内板c,第一加强板b与内板c之间设置有结构嵌件g;
结构嵌件g的内部包括有第二加强板1与次加强块2,且第二加强板1与次加强块2通过注塑工艺或结构胶连接组成连接件3,次加强块2的表面设置有C型结构特征7,第二加强板1与第一加强板b之间布满连接胶块4,第二加强板1、次加强块2与连接胶块4组成加强件5,第二加强板1的一端环绕表面设置有密封材料6。
本实施例中,采用C型结构特征7可以比普通结构特征(如图7所示)更好的提升第一加强板b内表面处的温度(如图8所示),同时也可以在降低零件重量的基础上提升性能(如图10所示)。
进一步的,连接胶块4为可膨胀胶块或者不可膨胀结构块。
本实施例中,第二加强板1由高强度连续玻璃纤维或碳纤维和耐高温尼龙6或者尼龙6聚合物组成,其中高强度纤维占比为10%~85%,耐高温聚合物占比为15%~90%,通过合适的纤维占比可以使第二加强板1的耐温达到200摄氏度以上,第二加强板1所采用的材料具有比铝合金和普通钢板更优秀的比强度(如图5所示),最高可以2倍于铝合金或者钢板的比强度。
进一步的,结构嵌件g与第一加强板b之间保留0.5-3mm的间隙。
本实施例中,连接胶块4为中性硅酮结构胶,加强件5在经过白车身涂装的过程中受热,连接胶块4会进行固化并使加强件5与第一加强板b连接,连接胶块4具有耐高温特性,可以在120摄氏度至220摄氏度的范围内进行使用。
进一步的,加强件5与密封材料6通过注塑或者卡扣方式安装固定。
本实施例中,密封材料6为空腔声学泡沫,可在120摄氏度至220摄氏度的温度下进行发泡,在经过白车身涂装的过程中受热,密封材料6进行膨胀固化后与第一加强板b和内板c连接并密封加强板b和内板c之间的空腔,起到降低噪音的作用,由于发泡材料整合在加强件5上,因此噪音在空腔内通过加强件5的反射会比独立的空腔隔断具有更好的隔音效果(如图9所示)。
进一步的,密封材料6通过注塑或者卡扣的方式固定在次加强块2上。
本实施例中,次加强块2采用尼龙6或者尼龙66聚合物作为次承力结构,通过限元分析进行布局设计,作为第二加强板1的补充以完善力的传递路径。
有益效果:通过设置的第二加强板等采用的复合结构包括等壁厚C型超高强度复合材料和高强度玻纤树脂增强材料作为承力结构,可以大幅度降低结构嵌件的重量,其可在满足性能要求的前提下带来一定的轻量化效果,在重量比现有方案轻5%~25%之间的情况下可以达到同样的性能或者更优秀的性能,同时提供能量吸收,结构增强,吸隔音的增强轻量化一体复合材料方案;避免了多层金属部件的焊接导致工艺复杂性及质量问题,且集成了空腔隔断,可以降低生产成本和固定资产投资;采用C型结构,可保留内板c与第一加强板b之间的一部分空间不被填充,进而确保热空气可在此空间内流通以确保涂装质量不会因温度过低而产生问题;在对部件加工时仅需点焊一个零件总成,无需额外的点焊设备、整形设备以及额外的冲压模具,从而对提高了生产效率。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种汽车尾门嵌件加强板
- 一种基于自动收线技术的新能源汽车专用充电柱
- 一种新能源汽车用A立柱结构嵌件
- 一种新能源汽车电池一体件嵌件电镀工艺