基于机器视觉的PVC手套实时检测系统
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及机器视觉应用技术领域,特别涉及基于机器视觉的PVC手套实时检测系统。
背景技术
PVC手套是采用聚氯乙烯,通过特殊工艺制作而成。手套不含过敏原,无粉、发尘量低,离子含量少,不含塑化剂、酯、硅油等成分,具有较强的化学抗性,良好的灵活性和触感,穿戴方便舒适,具有防静电性能,可在无尘环境中使用。
现有橡胶手套生产线中,手套在成型后在手模上随着流水线进入脱模工序。在此期间,需要检测手套表面是否有油污点、破损或针孔等表面缺陷。目前通常采用人眼来检测上述的表面缺陷,然后经人力将存在表面缺陷的手套从手模上剥除,不仅需要较多的人力、劳动强度很大,而且检测准确率也较低。
目前,在使用检测设备连续检测到多个手套不合格时,工作人员可查询生产该多个手套的加工设备,对该加工设备进行调整,以避免加工设备床再生产出不合格的手套。然而,在连续检测到多个手套不合格之前,该加工设备仍然生产出多个不合格的手套,导致手套的生产合格率低下,造成材料浪费、时间浪费等等。
发明内容
针对现有技术存在的不足,本发明目的是提供基于机器视觉的PVC手套实时检测系统。本发明可实时对手套生产线上的手套进行检测,通过图像采集模块与接触传感器的配合使用,不仅可以实时检测出手套的破损瑕疵还可以实现手套表面污染瑕疵的检测,同时通过控制器实现实时交互处理;本发明通过图形化展示数据处理模块在预设时间内检测的多个待检测手套的处理信息的变化趋势;根据多个待检测手套的处理信息确定对应加工设备是否存在生产不合格待检测手套的趋势;以及时调整对应加工设备的生产参数,避免不合格的待检测手套的产生;解决相关技术中手套的生产合格率低下的问题;达到了提高生产中生产合格率的效果。
本发明的目的可以通过以下技术方案实现:
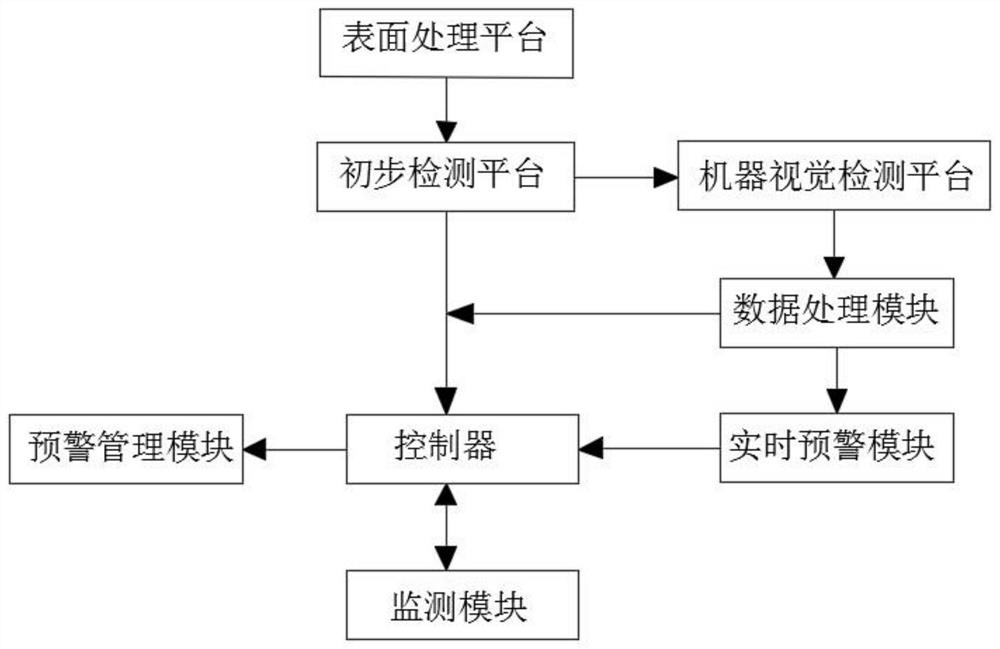
基于机器视觉的PVC手套实时检测系统,包括表面处理平台、初步检测平台、机器视觉检测平台、数据处理模块、控制器、实时预警模块以及预警管理模块;
表面处理平台、初步检测平台和机器视觉检测平台依次顺序设置,表面处理平台上设置有通风管道和连接通风管道的若干喷嘴,用于吹去待检测的手套表面的杂物,表面处理平台上还设置有吹气装置,手套经过吹气装置被吹气膨胀,且固定在手模上;初步检测平台设置有红外扫描探头,红外扫描探头用于初步检测待检测手套的表面是否存在较大破损;
机器视觉检测平台设置有光源、光电传感器和图像采集模块,光源用于照射待检测手套;图像采集模块由相机和镜头组成,镜头安装在相机的后部,图像采集模块和光源对称固定在传输带的上部,光电传感器由发光二极管和光电开关组成,发光二极管和光电开关对称设置在传输带的两侧,光电传感器与开关控制器相连接;镜头用于捕捉待检测手套,机械手设置在手套生产线上的剔除工位上;
机器视觉检测平台的工作步骤包括:
H1、待检测手套通过传输带传送,当待检测手套经过光电传感器时,发光二极管发出的光被遮挡,光电开关处于断开状态;
H2、开关控制器接收光电传感器的开关量信号,并将开关量信号传输至控制器;
H3、控制器控制光源的电源接通,光源发出平行光;
H4、图像采集模块采集待检测手套的图像信息,并将图像信息传输至数据处理模块;
数据处理模块接收采集的图像信息并进行分析和处理,具体步骤为:
步骤一:首先使用图像采集模块采集无瑕疵手套的图像信息,生成标准图像数据;其中,图像采集模块为3CCD高清面阵彩色相机,标准图像数据是由多张无瑕疵手套的高清彩色图像采用统计平均法合成;
步骤二:获取图像采集模块采集的待检测手套的图像信息,对采集的图像信息进行滤波、锐化、数学形态变换、二值化、边缘提取、轮廓提取获取待检测手套的图像数据,将其标记为待检测图像数据,对待检测图像数据进行初步识别,判断图像数据有效性,包括:
将采集到的一定时间内的待检测图像数据进行坐标定位识别,若比对结果一致,则判断该待检测图像数据的采集角度和位置没有问题,属于有效图像数据,若比对结果不一致,则判断该待检测图像数据为无效图像数据;
步骤三:基于SURF算法,将待检测图像数据和标准图像数据进行图像匹配;具体步骤为:
S31:在标准图像数据中选定一区域作为模板,采用基于颜色不变量的SURF算法,利用图像彩色信息计算得到的颜色不变量来提取图像的特征点;
S32:提取特征点后,结合图像的灰度信息为特征点生成特征描述子;
S33:采用欧式距离进行相似性度量,提取两幅图像数据间匹配的特征点,找到匹配点后,以其为基准,完成待检测图像数据和标准图像的配准,进行数据对比;
步骤四:结果判断,若对比结果一致,则判断待检测手套合格,生成合格信号;若不一致,则判断待检测手套不合格,生成不合格信号;
当检测到不合格手套时,数据处理模块将不合格信号发送至控制器,控制器接收到不合格信号后通过生产线的运行时间控制,当不合格手套到达剔除工位时,控制器控制机械手运行,对不合格手套进行剔除。
进一步地,图像采集模块设置有至少两组,相对设置在检测工位两侧,当待检测手套经过检测工位时,设置在检测工位两侧的图像采集模块,分别对待检测手套的正面和背面进行图像信息采集,并将采集的图像信息传输至数据处理模块。
进一步地,步骤四中数据比对的标准是:特征点比对一致率≥99.5%时判定为对比结果一致,特征点比对一致率<99.5%时判定为对比结果不一致。
进一步地,在手套生产线的检测工位上,位于待检测手套上方设置有接触传感器,接触传感器与数据处理模块连接,接触传感器在与待检测手套接触时生成接触信号并将接触信号传输至数据处理模块,数据处理模块在预设时间内没有接收到接触传感器发送的接触信号时,则判断待检测手套不合格。
进一步地,实时预警模块用于获取数据处理模块的处理信息并进行预警分析处理,处理信息包括合格信号和不合格信号;具体分析步骤如下:
SS1:接收数据处理模块上传的每一待检测手套的处理信息;
SS2:图形化展示数据处理模块在预设时间内检测的多个待检测手套的处理信息的变化趋势;包括:
将处理信息标记为Si,当处理信息为合格信号时,则Si=1,当处理信息为不合格信号时,则Si=0;其中i表示第i个待检测手套;
SS3:根据多个待检测手套的处理信息确定对应加工设备是否存在生产不合格待检测手套的趋势,所述加工设备为加工多个待检测手套的加工设备;具体步骤为:
SS31:获取多个待检测手套的处理信息中Si=0的数量;
SS32:在Si=0的数量达到第二数量或者Si=0的数量达到预定比例时,确定对应加工设备存在生产不合格待检测手套的趋势,则生成预警指令并将对应加工设备标记为预警设备;
SS4:实时预警模块将预警指令和预警设备发送至预警管理模块。
进一步地,预警管理模块用于接收预警指令和预警设备并分配至对应的管理人员进行处理,具体步骤为:
HH1:获取当前时间上班的管理人员并将其标记为初选人员,用符号Rj,j=1、……、n;获取预警设备的位置;
HH2:向初选人员的手机终端发送位置获取指令获取初选人员的位置,将初选人员的位置与预警设备的位置进行距离差计算得到人员距离并标记为JLRj;
HH3:设定初选人员的当天的管理总时长为T1
HH4:利用公式
YG
HH5:选取预管值最大的初选人员为选中人员;预警管理模块向选中人员的手机终端发送预警指令和预警设备的位置;同时该选中人员的管理次数增加一次;
HH6:选中人员到达预警设备位置后对预警设备进行处理;
将处理结束时刻与处理开始时刻进行时间差计算获取得到选中人员的单次管理时长,将选中人员的当天所有的单次管理时长进行求和得到选中人员当天的管理总时长。
本发明的有益效果是:
1、本发明将待检测手套先送入表面处理平台,通过连接通风管道的多个喷嘴,全面吹拂去待检测手套表面的杂物,非接触式的清洁方式保证了待检测手套表面清洁度的同时,不会划伤待检测手套的表面;然后再输入到初步检测平台,由红外扫描探头初步检测待检测手套表面是否存在大的缺陷,若存在,直接将扫描结果发送给控制器,控制器控制机械手运行,对不合格手套进行剔除;若不存在,则将待检测手套输入到机器视觉检测平台上,通过图像采集模块采集待检测手套的图像信息,将待检测图像数据和标准图像数据进行图像匹配;数据处理精度高、速度快;
2、在手套生产线的检测工位上,位于待检测手套上方设置有接触传感器,接触传感器与数据处理模块连接,接触传感器在与待检测手套接触时生成接触信号并将接触信号传输至数据处理模块,数据处理模块在预设时间内没有接收到接触传感器发送的接触信号时,则判断待检测手套不合格;本发明可实时对手套生产线上的手套进行检测,通过图像采集模块与接触传感器的配合使用,不仅可以实时检测出手套的破损瑕疵还可以实现手套表面污染瑕疵的检测,同时通过控制器实现实时交互处理;
3、本发明通过实时预警模块图形化展示数据处理模块在预设时间内检测的多个待检测手套的处理信息的变化趋势;根据多个待检测手套的处理信息确定对应加工设备是否存在生产不合格待检测手套的趋势;以及时调整对应加工设备的生产参数,避免不合格的待检测手套的产生;解决相关技术中手套的生产合格率低下的问题;达到了提高生产中生产合格率的效果。
附图说明
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
图1为本发明的系统框图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
如图1所示,基于机器视觉的PVC手套实时检测系统,包括表面处理平台、初步检测平台、机器视觉检测平台、数据处理模块、控制器、实时预警模块以及预警管理模块;
所述表面处理平台、初步检测平台和机器视觉检测平台依次顺序设置,所述表面处理平台上设置有通风管道和连接通风管道的若干喷嘴,用于吹去待检测的手套表面的杂物,所述表面处理平台上还设置有吹气装置,手套经过吹气装置被吹气膨胀,且固定在手模上;所述初步检测平台设置有红外扫描探头,所述红外扫描探头用于初步检测待检测手套的表面是否存在较大破损;
所述机器视觉检测平台设置有光源、光电传感器和图像采集模块,所述光源用于照射待检测手套,从各个角度照射待检测手套的边缘,且保证手套检测区域的光亮均匀稳定,无暗纹;光源直接影响输入图像数据和应用效果,好的光源才能使不同材料、不同机器的产品得到高质量、高对比度的图像;
图像采集模块由相机和镜头组成,所述镜头安装在相机的后部,所述图像采集模块和光源对称固定在传输带的上部,所述光电传感器由发光二极管和光电开关组成,所述发光二极管和光电开关对称设置在传输带的两侧,所述光电传感器与开关控制器相连接;所述镜头用于捕捉待检测手套,所述图像采集模块设置有至少两组,相对设置在检测工位两侧,当待检测手套经过检测工位时,设置在检测工位两侧的图像采集模块,分别对待检测手套的正面和背面进行图像信息采集,并将采集的图像信息传输至数据处理模块,数据处理模块不仅可以检测出手套的破损瑕疵,还可以检测到手套的表面污染瑕疵;机械手设置在手套生产线上的剔除工位上;
所述机器视觉检测平台的工作步骤包括:
H1、待检测手套通过传输带传送,当待检测手套经过光电传感器时,发光二极管发出的光被遮挡,光电开关处于断开状态;
H2、开关控制器接收光电传感器的开关量信号,并将开关量信号传输至控制器;
H3、控制器控制光源的电源接通,光源发出平行光;
H4、图像采集模块采集待检测手套的图像信息,并将图像信息传输至数据处理模块;
所述数据处理模块接收采集的图像信息并进行分析和处理,具体步骤为:
步骤一:首先使用图像采集模块采集无瑕疵手套的图像信息,生成标准图像数据;其中,图像采集模块为3CCD高清面阵彩色相机,标准图像数据是由多张无瑕疵手套的高清彩色图像采用统计平均法合成;
步骤二:获取图像采集模块采集的待检测手套的图像信息,对采集的图像信息进行滤波、锐化、数学形态变换、二值化、边缘提取、轮廓提取获取待检测手套的图像数据,将其标记为待检测图像数据,对待检测图像数据进行初步识别,判断图像数据有效性,包括:
将采集到的一定时间内的待检测图像数据进行坐标定位识别,若比对结果一致,则判断该待检测图像数据的采集角度和位置没有问题,属于有效图像数据,若比对结果不一致,则判断该待检测图像数据为无效图像数据;
步骤三:基于SURF算法,将待检测图像数据和标准图像数据进行图像匹配;具体步骤为:
S31:在标准图像数据中选定一区域作为模板,采用基于颜色不变量的SURF算法,利用图像彩色信息计算得到的颜色不变量来提取图像的特征点;
S32:提取特征点后,结合图像的灰度信息为特征点生成特征描述子;
S33:采用欧式距离进行相似性度量,提取两幅图像数据间匹配的特征点,找到匹配点后,以其为基准,完成待检测图像数据和标准图像的配准,进行数据对比;
步骤四:结果判断,若对比结果一致,则判断待检测手套合格,生成合格信号;若不一致,则判断待检测手套不合格,生成不合格信号;将该待检测手套剔除,同时转入后台进行人工质检;
步骤四中数据比对的标准是:特征点比对一致率≥99.5%时判定为对比结果一致,特征点比对一致率<99.5%时判定为对比结果不一致;
当检测到不合格手套时,数据处理模块将不合格信号发送至控制器,控制器接收到不合格信号后通过生产线的运行时间控制,当不合格手套到达剔除工位时,控制器控制机械手运行,对不合格手套进行剔除;
为进一步提高手套破损瑕疵的检测准确率,在手套生产线的检测工位上,位于待检测手套上方设置有接触传感器,接触传感器与数据处理模块连接,所述接触传感器在与待检测手套接触时生成接触信号并将接触信号传输至数据处理模块,所述数据处理模块在预设时间内没有接收到接触传感器发送的接触信号时,则判断待检测手套不合格;
由于手套经过吹气膨胀,当手套破损时,其膨胀高度低,甚至完全贴附在手模上,通过预设适当高度的接触传感器,从而检测出手套的破损瑕疵,本发明可实时对手套生产线上的手套进行检测,通过图像采集模块与接触传感器的配合使用,不仅可以实时检测出手套的破损瑕疵还可以实现手套表面污染瑕疵的检测,提高检测准确率;
所述实时预警模块用于获取数据处理模块的处理信息并进行预警分析处理,所述处理信息包括合格信号和不合格信号;具体分析步骤如下:
SS1:接收数据处理模块上传的每一待检测手套的处理信息;
SS2:图形化展示数据处理模块在预设时间内检测的多个待检测手套的处理信息的变化趋势;包括:
将处理信息标记为Si,当处理信息为合格信号时,则Si=1,当处理信息为不合格信号时,则Si=0;其中i表示第i个待检测手套;
SS3:根据多个待检测手套的处理信息确定对应加工设备是否存在生产不合格待检测手套的趋势,所述加工设备为加工多个待检测手套的加工设备;具体步骤为:
SS31:获取多个待检测手套的处理信息中Si=0的数量;
SS32:在Si=0的数量达到第二数量或者Si=0的数量达到预定比例时,确定对应加工设备存在生产不合格待检测手套的趋势,则生成预警指令并将对应加工设备标记为预警设备;
SS4:实时预警模块将预警指令和预警设备发送至预警管理模块;
所述预警管理模块用于接收预警指令和预警设备并分配至对应的管理人员进行处理,具体步骤为:
HH1:获取当前时间上班的管理人员并将其标记为初选人员,用符号Rj,j=1、……、n;获取预警设备的位置;
HH2:向初选人员的手机终端发送位置获取指令获取初选人员的位置,将初选人员的位置与预警设备的位置进行距离差计算得到人员距离并标记为JL
HH3:设定初选人员的当天的管理总时长为T1
HH4:利用公式
YG
HH5:选取预管值最大的初选人员为选中人员;预警管理模块向选中人员的手机终端发送预警指令和预警设备的位置;同时该选中人员的管理次数增加一次;
HH6:选中人员到达预警设备位置后对预警设备进行处理;
将处理结束时刻与处理开始时刻进行时间差计算获取得到选中人员的单次管理时长,将选中人员的当天所有的单次管理时长进行求和得到选中人员当天的管理总时长。
所述数据处理模块为高性能的工业计算机;
监测模块用于对计算机的工作状态进行监测,具体步骤为:
DD1:接收计算机上传的心跳信号;根据计算机发送的心跳信号将计算机标记为运行状态;
DD2:在持续未接收到计算机发送的心跳信号达到预设时长时,将所述计算机标记为离线状态;
DD3:将计算机的工作状态传输至显示模块实时显示,所述工作状态包括运行状态、离线状态;
DD4:对于被标记为运行状态的计算机,统计当前时间与上一次接收到处理信息的时间间隔;
DD5:当计算机对应的时间间隔达到极限阈值,则向计算机绑定的终端设备发送用于提示所述计算机操作异常的提示信息。
基于机器视觉的PVC手套实时检测系统,在工作时,首先通过表面处理平台上设置的通风管道和连接通风管道的若干喷嘴,吹去待检测手套表面的杂物,非接触式的清洁方式保证了待检测手套表面清洁度的同时,不会划伤待检测手套的表面,然后手套经过吹气装置被吹气膨胀,且固定在手模上;初步检测平台设置有红外扫描探头,用于初步检测待检测手套的表面是否存在较大破损,若存在,直接将扫描结果发送给控制器,控制器控制机械手运行,对不合格手套进行剔除;若不存在,则将待检测手套输入到机器视觉检测平台上,当待检测手套经过光电传感器时,发光二极管发出的光被遮挡,光电开关处于断开状态;开关控制器接收光电传感器的开关量信号,并将开关量信号传输至控制器;控制器控制光源的电源接通,光源发出平行光;图像采集模块采集待检测手套的图像信息,并将图像信息传输至数据处理模块;
数据处理模块接收采集的图像信息并进行分析和处理,首先使用图像采集模块采集无瑕疵手套的图像信息,生成标准图像数据;再获取图像采集模块采集的待检测手套的图像信息,对采集的图像信息进行滤波、锐化、数学形态变换、二值化、边缘提取、轮廓提取获取待检测手套的图像数据,将其标记为待检测图像数据,对待检测图像数据进行初步识别,判断图像数据有效性,基于SURF算法,将待检测图像数据和标准图像数据进行图像匹配;结果判断,若对比结果一致,则判断待检测手套合格,生成合格信号;若不一致,则判断待检测手套不合格,生成不合格信号;为进一步提高手套破损瑕疵的检测准确率,在手套生产线的检测工位上,位于待检测手套上方设置有接触传感器,接触传感器与数据处理模块连接,所述数据处理模块在预设时间内没有接收到接触传感器发送的接触信号时,则判断待检测手套不合格,当检测到不合格手套时,数据处理模块将不合格信号发送至控制器,控制器接收到不合格信号后通过生产线的运行时间控制,当不合格手套到达剔除工位时,控制器控制机械手运行,对不合格手套进行剔除;本发明可实时对手套生产线上的手套进行检测,通过图像采集模块与接触传感器的配合使用,不仅可以实时检测出手套的破损瑕疵还可以实现手套表面污染瑕疵的检测,同时通过控制器实现实时交互处理;
实时预警模块用于获取数据处理模块的处理信息并进行预警分析处理,接收数据处理模块上传的每一待检测手套的处理信息;图形化展示数据处理模块在预设时间内检测的多个待检测手套的处理信息的变化趋势;根据多个待检测手套的处理信息确定对应加工设备是否存在生产不合格待检测手套的趋势,在Si=0的数量达到第二数量或者Si=0的数量达到预定比例时,确定对应加工设备存在生产不合格待检测手套的趋势,则生成预警指令并将对应加工设备标记为预警设备;实时预警模块将预警指令和预警设备发送至预警管理模块;预警管理模块用于接收预警指令和预警设备并分配至对应的管理人员进行处理;以及时调整对应加工设备的生产参数,避免不合格的待检测手套的产生;解决相关技术中手套的生产合格率低下的问题;达到了提高生产中生产合格率的效果。
上述公式均是由采集大量数据进行软件模拟及相应专家进行参数设置处理,得到与真实结果符合的公式。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 基于机器视觉的PVC手套实时检测系统
- 一种基于机器视觉的外螺纹检测方法及实时检测系统