使无纺织物由液体饱和的方法及其驻极体的制造方法
文献发布时间:2023-06-19 09:30:39
相关申请的引证
本申请要求2018年5月17日提交的美国临时专利申请第62/672,984号的权益,其整体通过引证结合于此。
技术领域
本公开主题涉及使无纺织物饱和的方法及其驻极体的制备方法。本公开主题还涉及用于制备驻极体的设备。
背景技术
如无纺织物的纤维材料由于其高表面积而广泛用作过滤介质,其有助于高过滤效率和低压降。静电充电可以通过嵌入纤维中的电荷对颗粒的静电吸引来提高纤维材料的过滤效率。有几种方法使无纺织物充电,包括电晕充电、感应和摩擦生电等。
电晕放电通过在尖锐的金属装置上施加高电压而将由来自空气或其他气体的电晕放电产生的电荷嵌入到纤维板。在摩擦生电方法中,通过电子或离子经由摩擦从一个纤维转移到另一个纤维而产生电荷,并且摩擦生电通常使用具有不同电负性的两种纤维并通过梳理方法将其梳理来进行。摩擦生电在进行充电时比电晕充电更耗时并且更冗长。然而,摩擦生电可以实现比电晕充电更高的过滤效率。
水力充电涉及其中用如水的液体冲击纤维网以产生电荷的方法。例如,美国专利号5,496,507描述了一种对过滤介质水力充电的方法,其使用高压水滴从过滤介质的顶表面上方冲击过滤介质的纤维,同时从下方吸出水。美国专利号6,969,484描述了一种水力充电方法,使用高真空压力从储罐吸水通过织物以提供驻极体。然而,如在美国专利申请公开号2006/0254419中描述的,通过这两种水力充电方法产生的充电效率可能较低,除非织物经由电晕充电预充电或者抽吸过程重复多次。
因此,存在对用于对织物静电充电的另外的方法的持续需要。
发明内容
在一些实施方式中,本公开主题提供了一种制造驻极体的方法。在一些实施方式中,该方法包括:(a)提供包括热塑性纤维的非织造网的片材;(b)使片材在辊下方通过,其中片材的顶表面与辊接触,同时用一股或多股水射流冲击片材的底表面,从而使片材由水饱和,以提供饱和的片材;以及(c)经由抽吸从饱和的片材去除水以提供电荷,从而提供驻极体。在一些实施方式中,该方法还包括干燥片材。
在一些实施方式中,热塑性纤维包括聚烯烃。在一些实施方式中,聚烯烃是聚丙烯。在一些实施方式中,热塑性纤维包括添加剂。在一些实施方式中,热塑性纤维是熔喷或纺粘纤维。在一些实施方式中,非织造网具有在约15克每平方米(gsm)至约40gsm的基重。
在一些实施方式中,在约75磅每平方英寸(psi)至约1000psi的压力下,将一股或多股水射流引导到片材的底表面。在一些实施方式中,使用一个或多个喷嘴将一股或多股水射流引导到片材的底表面,一个或多个喷嘴具有约0.011英寸至约0.075英寸的等效孔口直径。在一些实施方式中,水具有小于10微西门子(μS)的电导率。
在一些实施方式中,本公开主题提供了一种用于制备驻极体的设备。在一些实施方式中,该设备包括:(i)一个或多个喷嘴和实心辊,其中一个或多个喷嘴定位在实心辊下方并配置为将一股或多股水射流向上引导至实心辊;(ii)真空室,包括真空端口和开口;以及(iii)一系列的辊,其配置为将织物片材从一个或多个喷嘴上方和实心辊下方的第一位置传送到真空室的开口上方的第二位置。
在一些实施方式中,一个或多个喷嘴附接到水歧管,该水歧管配置为对一个或多个喷嘴提供水。在一些实施方式中,该设备包括位于实心辊和一个或多个喷嘴下方的储水器。在一些实施方式中,储水器还包括水泵,以从储水器泵送水,从而使水再循环。
本公开主题的目的是提供制备驻极体的方法和相关设备。
上文已经陈述了本公开主题的目的,并且其全部或部分地通过本公开主题实现,其他目的将随着下文进行的描述而变得显而易见。
附图说明
现在将参考附图来解释本文所述主题的优选实施方式,其中,相同的附图标记表示相同的部件,其中:
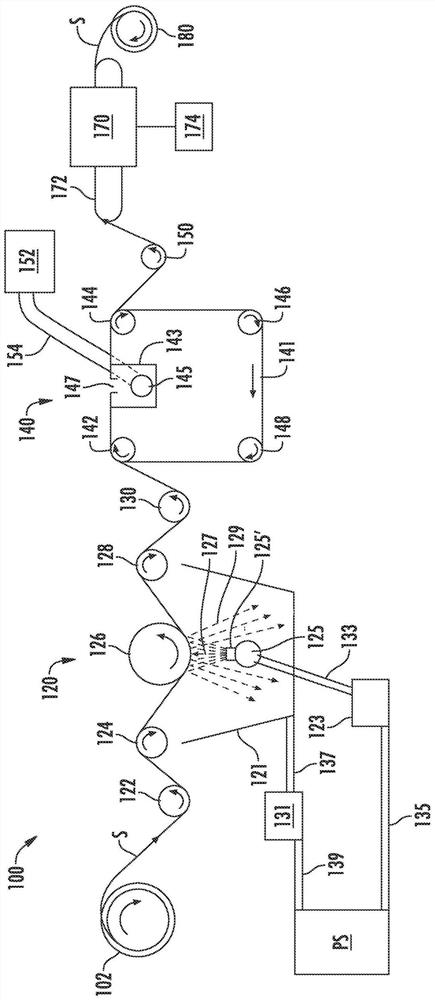
图1是示出了根据本公开主题的用于使非织造纤维片材由液体饱和并制备驻极体的示例性设备的示意图。
图2是示出了根据本公开主题的用于使非织造纤维片材由液体饱和的示例性水淬设备的示意图。
具体实施方式
现在将更全面地描述本公开主题。然而,本公开主题可以不同的形式实施,并且不应被解释为限于本文下面阐述的实施方式。相反,提供这些实施方式是为了使本公开透彻且完整,并且将向本领域技术人员充分传达实施方式的范围。
本文列出的所有参考文献,包括但不限于所有专利、专利申请及其出版物和科学期刊文章,整体通过引用结合于此到这样的程度,使得其补充、解释、提供背景或教导本文使用的方法、部件、技术和/或组合物。
I.定义
虽然相信本领域普通技术人员将充分理解以下术语,但是阐述以下定义以便于解释本公开主题。
除非另外定义,否则本文使用的所有技术和科学术语具有与本公开主题所属领域的普通技术人员通常理解的相同的含义。
遵循长期存在的专利法惯例,当在本申请(包括权利要求书)中使用时,术语“一个”、“一种”和“该”是指“一个或多个”。
当在描述两个或更多个项目或条件时使用术语“和/或”是指所有指出的项目或条件都存在或适用的情况,或者是指其中仅一个(或少于全部)项目或条件存在或适用的情况。
权利要求中使用的术语“或”用于表示“和/或”,除非明确指出仅指替代物或者替代物是相互排斥的,尽管本公开支持仅指替代物和“和/或”的定义。如本文使用的,“另一个”可以指至少第二个或更多个。
与“包括”、“含有”或“特征在于”同义的术语“包含”是包括性的或开放式的,并且不排除另外的、未列举的元件或方法步骤。“包含”是权利要求语言中使用的术语,其表示所命名的元件是必需的,但是可以添加其他元件并且其仍然形成权利要求范围内的构造。
如本文使用的,短语“由…组成”排除权利要求中没有具体说明的任何元件、步骤或成分。当短语“由…组成”出现在权利要求的主体的条款中而不是紧跟在前序部分之后时,其仅限制该条款中阐述的元件;其他元件不排除在权利要求的整体之外。
如本文使用的,短语“基本上由…组成”将权利要求的范围限制为指定的材料或步骤,加上那些实质上不影响所要求主题的基本和新颖的特征的材料或步骤。
关于术语“包含”、“由…组成”和“基本上由…组成”,其中在本文中使用这三个术语中的一个,本公开和要求保护的主题可以包括使用其他两个术语中的任一个。
除非另有说明,否则说明书和权利要求书中使用的表示时间、温度、压力、重量、体积、尺寸等的量的所有数字应理解为在所有情况下都由术语“约”修饰。因此,除非相反地指出,否则本说明书和所附权利要求书中所阐述的数值参数是近似值,其可根据本公开主题所寻求获得的期望特性而变化。
如本文使用的,术语“约”,当提及值时,是指包括在一个实例中从指定量的±20%或±10%的变化,在另一实例中±5%的变化,在另一实例中±1%的变化,以及在又一实例中±0.1%的变化,因为这种变化适于执行所公开的方法。
如本文使用的,术语“驻极体”是指带电的纤维聚合物材料。驻极体产生的电场可用于例如从穿过驻极体的气流或其他流体吸引其他材料,例如灰尘颗粒。因此,驻极体所表现出的有吸引力的特性提供了待构造的过滤材料,其具有即使在聚合物材料的孔径大许多倍时也捕获亚微米颗粒的能力。驻极体可用于许多应用,包括但不限于空气过滤器、炉过滤器、呼吸过滤器、口罩,以及电声装置、耳机和静电记录器。
如本文使用的,术语“流体”是指流动的材料,例如液体、气体、固体颗粒聚集体、流化颗粒悬浮液或多相混合物。
术语“纯水”是指通过蒸馏、去离子、反渗透或其他纯化方法产生的水,并且其特征在于具有小于10微西门子(μS)每厘米的电导率。在一些实施方式中,纯水经由纯化系统提供,该纯化系统包括一系列过滤器、反渗透罐和调节电导率的树脂。
II.一般考虑
由于静电电荷提供的对颗粒的额外吸引,静电充电是提高用作例如空气过滤器的纤维基底(例如无纺织物)的过滤效率的技术。基本上有两种类型的静电充电:电晕充电和摩擦生电。水力充电是指使纤维基底与液体(例如水)接触以产生驻极体,可被认为是第三种类型。然而,根据本公开主题,其理论上也可以被认为是一种摩擦生电,经由液体和纤维之间的摩擦产生电荷。
电晕充电是在强化的电场中由空气或其他气体的电晕放电产生的电荷嵌入纤维中的过程。
如下表1所示,电晕充电的织物的过滤效率通常比对应的不带电荷的织物高10倍。过滤器质量(qf)定义为:
其中,p是渗透率且DP是气溶胶通过织物的压降。表1中的结果是使用TSI AFT-8130自动过滤器测试仪(TSI Incorporated,Shoreview,明尼苏达州,美国)来收集的。
表1.熔喷织物的电晕充电
在
表2.PP/尼龙针刺织物的摩擦生电(使用TSI8110测试)。
PP/改性聚丙烯腈摩擦生电的结果也典型地示出了过滤效率提高约20倍。如下表3所示。与表1的结果类似,表3的结果是使用TSI AFT-8110自动过滤器测试仪(TSIIncorporated,Shoreview,明尼苏达州,美国)来收集的。
表3.PP/改性聚丙烯腈针刺织物的摩擦生电(使用TSI8130测试)。
III.制备驻极体的方法
在一些实施方式中,本公开主题提供了一种制造驻极体的方法。在一些实施方式中,该方法包括用液体使无纺织物的孔饱和,然后经由抽吸从孔中去除液体,例如通过纤维和液体之间的摩擦在无纺织物的纤维中产生电荷。该方法提供了具有高过滤效率的过滤介质,而不需要经由电晕充电对织物预充电,不需要润湿剂,并且不需要多次重复抽吸过程。
在一些实施方式中,液体是水。在一些实施方式中,水是纯水。例如,在一些实施方式中,水是蒸馏水、过滤水,或去离子水和/或具有小于约10μS的电导率。
在一些实施方式中,当织物位于实心辊下方时,可以通过注射使织物饱和。更具体地,喷射可以通过将一个或多个喷嘴定位在织物的底表面下方来执行,配置为使得该一个或多个喷嘴在织物被拉动到实心辊下方(即,织物的顶表面与辊接触的位置)时各自朝向织物的下侧向上射出一股或多股水射流或一股或多股水滴流。在一些实施方式中,压力为约75psi至约1000psi,包括约75、100、200、300、400、500、600、700、800、900和约1000psi。在一些实施方式中,注射可以在中等压力(例如,约150磅/平方英寸(psi)至约600psi)下进行。压力可根据一个或多个喷嘴的尺寸而变化,其中更小的喷嘴尺寸使用更高的压力。
合适的喷嘴包括但不限于由Spraying Systems Co.(Wheaton,伊利诺伊州,美国)销售的产品编号为650067、6501和6502的这些。来自Spraying Systems Co.的喷嘴6502可以喷射具有65°的喷射角的固体蒸汽或扁平图案的水滴。其他喷射角度,例如50和40度,可获自Spraying Systems。范围从0017(其具有0.011英寸的等效孔口直径)到09(0.075英寸的等效孔口直径)的喷嘴尺寸是可用于约5gsm至约100gsm的织物基重的喷嘴尺寸的实例。通过特定但非限制性的实例,在一些实施方式中,0067(0.021英寸的等效孔口直径)到03(0.043英寸的等效孔口直径)的喷嘴尺寸适合于上述织物基重。在一些实施方式中,对于喷嘴6502,代表性压力为300psi,对于喷嘴6501,代表性压力为600psi,对于喷嘴650067,代表性压力为900psi。
在一些实施方式中,一个或多个喷嘴附接到位于实心辊下方的歧管,使得歧管在织物在实心辊下方被纵向拉伸时跨越织物的宽度。在一些实施方式中,歧管定位在可以捕获从织物的底表面落下/反射的多余液体的储水器(例如,金属罐)内。在一些实施方式中,储水器可以包括一个或多个泵,以将反射的水泵送出储水器,例如,泵送回到净化系统。在一些实施方式中,储水器与泵连接,该泵通过将从织物的底表面反射并进入储水器的水泵送回到净化系统而使水循环,其中,当水在实心辊下方经过时,可将水喷射至织物的底表面的另一部分。
可替代地或附加地,在熔喷或纺粘过程期间,在纤维的水淬过程中,可以通过用多余的水润湿织物片材的纤维来使织物饱和。例如,可以在熔喷或纺粘过程的模具出口处将水滴喷射到纤维上以润湿纤维表面。例如见下文讨论的图2。在一些实施方式中,多余的水可以是等于织物重量的约10倍的水体积。在一些实施方式中,可以使用水力缠结器(hydroentangler)喷射水滴。在一些实施方式中,水淬的织物也可以通过液体储器或通过上述注射过程,但是可选地使用较低的注射压力。因此,在一些实施方式中,饱和包括多于一个步骤。如在
因此,在一些实施方式中,本公开主题提供了一种制造驻极体的方法,该方法包括:用水使包括无纺织物的片材饱和以提供饱和的片材;以及经由抽吸从饱和的片材去除水以提供电荷,从而提供驻极体。在一些实施方式中,该方法还包括干燥片材以去除任何残余的水(例如,通过推进片材通过烘箱)。驻极体的干燥可以在例如选择为减少对驻极体片材中的纤维的潜在损害的温度下进行。在一些实施方式中,干燥温度是约130℃或更低(例如,约100℃或更低,或者约70℃或更低)持续约30秒至1分钟。在一些实施方式中,干燥温度为约60℃至约70℃。
在一些实施方式中,饱和包括使无纺织物的片材在辊下方通过,其中,片材的顶表面与辊接触,同时用一股或多股水的射流冲击片材的底表面。在一些实施方式中,饱和包括在纤维的熔喷或纺粘生产期间用多余的水(例如,使用单位纤维重量十倍的水的量)对纤维水淬,并且制备水淬的纤维的无纺织物。在一些实施方式中,饱和包括使用多余的水对纤维水淬;制备纤维的无纺织物片材,并且使织物通过储水器。在一些实施方式中,饱和包括使用多余的水对纤维水淬(例如,使用水力缠结器);制备纤维的无纺织物片材,并且使无纺织物片材在辊下方通过,其中,片材的顶表面与辊接触,同时用一股或多股水的射流冲击片材的底表面。
在一些实施方式中,该方法包括:(a)提供包括热塑性纤维的非织造网的片材;(b)使片材在辊下方通过,其中,片材的顶表面与辊接触,同时用一股或多股水的射流冲击片材的底表面,从而使片材由水饱和,以提供饱和的片材;以及(c)经由抽吸从饱和的片材去除水以提供电荷,从而提供驻极体。在一些实施方式中,该方法还包括干燥片材。在一些实施方式中,提供包括热塑性纤维的非织造网的片材包括经由熔喷或纺粘方法制备热塑性纤维,用多余的水对纤维水淬,并且制备纤维片材。
通过使用引导到片材底表面的水冲击,在饱和期间不需要如美国专利号5,496,507中描述的方法那样在织物下方存在真空。此外,通过在片材和一个或多个冲击喷嘴下方放置储水器,可以容易地收集和回收多余的水。另外,由于多余的水从片材落下而不是汇聚在其上,多余的水不会干扰片材的其他部分的冲击和饱和。
无纺织物可以包括由非导电热塑性树脂制备的非导电热塑性纤维(例如,具有大于10
在一些实施方式中,无纺织物包含非导电热塑性纤维,其包含非导电热塑性树脂和添加剂的混合物,例如美国专利号5,908,598和美国专利号6,969,484中描述的,其各自通过引证整体结合于此。这种添加剂包括含氟化合物添加剂(例如,包含至少一个全氟部分的化合物和低聚物);受阻胺和/或三嗪类添加剂(例如,除了三嗪基团中的那些之外包含至少一个氮原子的三嗪化合物或低聚物);及它们的组合。可以将添加剂与热塑性树脂混合,造粒并通过本领域已知的方法形成纤维。在一些实施方式中,粒料可以熔喷以形成纤维。在一些实施方式中,添加剂可以在挤出机处添加到热塑性树脂粒料并熔融挤出。因此,根据本公开主题的有用的添加剂是在热塑性树脂的挤出温度下热稳定的那些。在一些实施方式中,添加剂具有高于约500的分子量。更特别地,在一些实施方式中,含氟化合物添加剂包括但不限于短链四氟乙烯调聚物、包含20至30个碳原子的氟代脂族烷烃,以及包含具有约3至约20个碳原子的全氟化部分的其他化合物。
在一些实施方式中,无纺织物具有约5克/平方米(gsm)至约100gsm(例如,约5、10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、90、95或约100gsm)的基重。对于熔喷织物,厚度可以在约0.05mm至约2mm的范围内。对于纺粘或其他类型的织物,例如针刺织物,厚度可以更高。
根据本公开主题的方法,对包含熔喷的聚丙烯纤维的不同基重的无纺织物片材进行水力充电,其中当片材在实心辊下被牵拉时,通过用水流冲击使织物片材饱和,然后经由抽吸去除水。熔喷纤维由包含聚丙烯均聚物(以商品名ACHIEVE
表4.熔喷织物的水力充电
基于这些结果,认为本公开的方法能够提供如表5中描述的I-VI型织物的结果,其根据织物的基重而变化。
表5.按织物类型预期的最小过滤器效率
IV.用于制造驻极体的设备
根据本公开方法的用于制备驻极体的示例性设备100如图1所示。设备100包括两个部分或区域,饱和区域120和抽吸区域140。如图1所示,无纺织物的片材S可使用退绕机102在实心辊126下方的引导辊122和124上推进,其中片材S的顶表面与实心辊126接触。使用水泵123将水(在一些实施方式中为纯水)从净化系统PS经由水管线133和135泵送到水歧管125。在一些实施方式中,净化系统PS包括一系列过滤器、反渗透罐和调节电导率的树脂。然后,当在实心辊126下方拉动片材S时,水经由喷水嘴125’喷向片材S的底表面。来自喷水嘴125’的水射流127冲击片材S的底表面,并且多余的水129从片材S弹回并进入储水器121,其中可以使用第二水泵131经由水管线137和139将水泵送回到净化系统PS,从而使水循环以使片材S的另一部分饱和。如果需要,水歧管125可以包括两个或更多个或者三个或更多个线性布置的喷水嘴,使得来自两个或更多个或者三个或更多个喷水嘴的水射流在沿着片材S的宽度的不同点处冲击片材S的底表面。喷水嘴可以定向或选择为使得水以不同的角度流出,其可以促进片材S的饱和。
同时,继续参考图1,在由水射流127冲击之后,使用引导辊128和130将片材S推出饱和区域120,到达抽吸区域140。使用辊142、144、146和148(对其中的一个或多个提供动力以驱动皮带)在回路中拉动皮带141,并且皮带将片材S拉动经过包含真空端口145的一个或多个真空室143。在一些实施方式中,辊142、144、146和148中的一个可以由电机提供动力。存在至少一个开口或狭缝147,使得真空室可以在片材S经过真空室143时与片材S的底表面接触,从而从孔隙中吸水以产生电荷。在一些实施方式中,皮带141是多孔的,并且可以包括例如网筛或织物以在真空室143的开口147和片材S之间提供一个或多个开口区域。真空室端口145经由软管154连接到由电机驱动的真空泵152。真空室143中的真空压力应当足以将液体从织物的孔隙中吸出。因此,在通过抽吸区域140之后,织物可以通过视觉检查而看上去是干燥的,尽管一些水可能保留在织物的一些较小的可选中(例如,在织物中的微孔或纳米孔中)。在一些实施方式中,真空泵152可以是具有约-49cm汞柱(Hg)的额定真空压力的泵。在一些实施方式中,真空室143中的真空压力可以是约-45cm汞柱。在一些实施方式中,在离开抽吸区域140之后,织物中的残余水分与织物的重量相比为约10%或更少(例如,约10%或更少、约9%或更少、约8%或更少、约7%或更少、约6%或更少、约5%或更少、约4%或更少、约3%或更少、约2%或更少,或者约1%或更少)。
继续参考图1,使用卷绕机180在引导辊150上将片材S拉离抽吸区域140,并且使其在皮带172上进入烘箱170,该皮带可以是多孔的。烘箱170可以包括一个或多个烘箱(例如,1、2、3、4或更多个烘箱)。一个或多个烘箱170因此可以延伸几米,以为片材S提供在升高的温度下的停留时间,从而将片材S干燥到期望的干燥程度。用于烘箱170的加热和其他控制由可操作地连接到烘箱170的控制器174提供。在一系列烘箱的情况下,每个连续的烘箱可以处于不同的温度,例如每个连续烘箱中的较低温度。代表性的温度范围是60℃至70℃。在干燥后,在卷绕机180上收集片材S。合适的烘箱、控制器、水泵和卷绕机是商业上可获得的。
用于使织物(例如无纺织物)饱和的示例性设备200在图2中示出。设备200包括熔喷设备的模体210。模体210包括位于通道217之间的纤维纺丝喷嘴215,热空气流可从空气歧管218流过该喷嘴。在纤维F离开模体210之后,从附接到水歧管220的水淬喷嘴225喷射液体W(例如水)。在饱和之后,纤维F在收集器230上形成无纺织物片材S,其可以经由引导辊240被引导到织物卷绕机(未示出),然后被引导到图1的设备,或者被引导到包括如图1所示的抽吸区域的设备。
在一些实施方式中,本公开主题提供了一种用于制备驻极体的设备。在一些实施方式中,该设备包括:
(i)一个或多个喷嘴和实心辊,其中,该一个或多个喷嘴定位在实心辊下方并且配置为将一股或多股水射流向上引导到实心辊;
(ii)真空室,其包括真空端口和开口;以及
(iii)一系列辊,其配置为将织物片材从一个或多个喷嘴上方和实心辊下方的第一位置传送到真空室的开口上方的第二位置。在一些实施方式中,一个或多个喷嘴附接到水歧管,其配置为将水提供给一个或多个喷嘴。在一些实施方式中,三个或更多个喷嘴以线性方式附接到水歧管,使得它们可以沿着位于实心辊下方的织物片材的宽度成直线地引导水射流。
在一些实施方式中,该设备包括储水器,其配置为收集从片材的底表面反射的水,可选地其中水歧管定位在储水器上方或在储水器中收集的任何水的上方。在一些实施方式中,储水器连接到水泵。例如,泵可以用于将从织物片材的底表面反射的水泵送到储水器中、泵送到水歧管,或者泵送回到净化系统,从而使水再循环。
在一些实施方式中,该设备还包括多孔皮带,其配置为在真空室的开口上方输送片材。在一些实施方式中,真空室中的开口是狭缝,其具有跨越正在处理的织物的宽度的长度。在一些实施方式中,狭缝的宽度为约1/32”至约5”(例如,约1/32”、约1/16”、约1/8”、约1/4”、约1/2”、约1”、约2”、约3”、约4”,或者约5”)。在一些实施方式中,狭缝为约3mm(或约1/8”宽)。在一些实施方式中,可以采用更窄的狭缝,例如约1/16”。在一些实施方式中,可以采用更宽的狭缝,例如使用更高的真空功率。
在一些实施方式中,该设备还包括一个或多个烘箱、水净化系统、一个或多个控制器(例如,用于一个或多个烘箱)、一个或多个水管线、一个或多个电机、真空泵、真空软管、卷绕机和退绕机。合适的水净化系统、烘箱、控制器、真空泵和软管、水泵和管线,以及卷绕机/退绕机是可商购的。
应理解,在不脱离本公开主题的范围的情况下,可以改变本公开主题的各种细节。此外,前面的描述仅用于说明的目的,而不是用于限制的目的。
- 使无纺织物由液体饱和的方法及其驻极体的制造方法
- 一种由纺粘型无纺织物制成的无纺织物及其制造方法和应用