用于加工工件的系统和方法
文献发布时间:2023-06-19 09:30:39
优先权要求
本申请要求2018年11月19日提交的名称为“用于加工工件的系统和方法”的美国临时申请第62769152号的优先权权益,该申请通过引用并入本申请。
技术领域
本公开总体涉及加工工件,更具体地涉及用于加工工件例如半导体工件的系统。
背景技术
将诸如半导体晶片或其它合适衬底等工件暴露于制作半导体器件或其它器件的整体制造方案中的加工系统可以执行多个制造工艺步骤,例如图案化、薄膜沉积(例如,化学气相沉积、物理气相沉积,等离子体增强气相沉积)、薄膜去除(例如,干式蚀刻、干式剥离、湿式蚀刻)、离子注入、热处理、表面清洁、表面处理(例如氧化、氮化、表面润湿角调节)等。这些制造步骤中很多都是在真空或近真空压力下进行的。不同的真空加工室可以有不同的设计和配置。为了执行这些处理步骤,系统可以包括一个或多个工件搬运机器人,以在多个不同的时间移动工件,例如,将工件移入系统中,将工件在不同的加工室之间移动以及将工件从系统中移出。
发明内容
本公开的实施例的方面和优点将部分地在下面的描述中阐述,或者可以从描述中了解,或者可以通过实施例的实践来了解。
本公开的一个示例性方面涉及一种用于加工半导体工件的工件加工装置。该装置包括具有第一加工站和第二加工站的第一加工室。第一加工室能够在小于约10托的压力下操作。第一加工站和第二加工站以第一距离分开。该装置包括一个或多个第二加工室。一个或多个第二加工室整体包括第三加工站和第四加工站。一个或多个第二加工室能够在小于约10托的压力下操作。第三加工站和第四加工站以第二距离分开。第二距离与第一距离不同。该装置包括与第一加工室和一个或多个第二加工室在工艺流程上连通(process flowcommunication)的传送室。传送室能够在小于约10托的压力下可操作。该装置包括设置在传送室中并且被配置为绕轴线转动的工件搬运机器人。工件搬运机器人包括第一臂和第二臂。第一臂包括可操作以支撑第一工件的至少一个工件搬运部件。第二臂包括可操作以支撑第二工件的至少一个工件搬运部件。工件搬运机器人被配置为从第一和第二加工站拾取至少一个第一工件和至少一个第二工件,并且在第三和第四加工站将至少一个第一工件和第二工件放下。
本公开的其他示例性方面涉及用于加工半导体工件的系统、方法和装置。
参考以下描述和所附权利要求,将更好地理解各实施例的这些和其他特征、方面和优点。并入且构成本说明书一部分的附图说明了本公开的实施例,并且与说明书一起用于解释相关原理。
附图说明
在参考附图的说明书中阐述了对于本领域普通技术人员的实施例的详细讨论,在附图中:
图1描绘了根据本公开的示例性实施例的示例性加工平台;
图2描绘了根据本公开的示例性实施例的示例性工件柱;
图3描绘了根据本公开的示例性实施例的示例性工件搬运机器人;
图4描绘了根据本公开的示例性实施例的示例性工件搬运机器人;
图5A、5B、5C和5D描绘了根据本公开的示例性实施例的示例性加工平台中的工件的示例性传送;
图6A、6B、6C、6D、6E和6F描绘了根据本公开的示例性实施例的示例性加工平台中的工件的示例性传送;和
图7描绘了根据本公开的示例性实施例的示例性方法的流程图。
具体实施方式
现在将详细参考实施例,这些实施例的一个或多个示例在附图中示出。每个示例以解释实施例而非限制本公开的方式提供。事实上,对于本领域技术人员来说显而易见的是,可以在不脱离本公开的范围或精神的情况下对实施例进行各种修改和变化。例如,作为一个实施例的一部分示出或描述的特征可以与另一实施例一起使用以产生另外的实施例。因此,本公开的各方面旨在涵盖这些修改和变化。
本公开的示例性方面涉及用于加工工件的系统和方法,所述工件例如是半导体工件,例如半导体晶片。工件材料可以包括例如硅、硅锗、玻璃、塑料或其他合适的材料。所述系统和方法可用于实施多种工件制造工艺,包括但不限于热处理、退火工艺、表面清洁工艺、表面清洁工艺、干式剥离工艺、干式蚀刻工艺、沉积工艺、离子注入工艺以及其他工艺。
半导体制造可涉及在真空或近真空压力下进行的许多加工步骤,包括薄膜沉积(例如,化学气相沉积、物理气相沉积、等离子体体增强气相沉积)、薄膜去除(例如,基于离子和自由基的干式蚀刻、基于离子和自由基的干光刻胶剥离、基于化学的干式蚀刻)、离子注入、真空热处理等。不同的真空加工室可以具有不同的设计和配置。
一些加工室可配置为一次加工一个工件,例如,单工件室。单工件室能够在精确控制单个工件加工上具有优势,提高了工件间的可重复性和工艺控制的一致性。
一些加工室设计可配置为一次加工两个工件,例如,双工件室。双工件室可采用单套硬件(如通用室主体、通用室盖、共用气体输送系统、共用排气系统、共用加热块等)。与单工件室相比,双工件室可以提供更小的占地面积(对于每个工件)和更高的吞吐量。根据不同工艺条件下的不同设计参数,不同的双工件室中的工件之间的间距可以不同。
半导体工件加工系统可以包括与传送室在工艺流程上连通的集成的许多加工室。加工室和传送室可以在真空压力或近真空压力下操作。一个或多个工件可以从负载锁定室传送到传送室(例如,使用工件搬运机器人),然后在不破坏真空的情况下传送到一个或多个加工室。
例如,在一些半导体工件制造工艺中,某些有序工艺步骤需要配置在一个加工平台上,在加工室之间进行真空传送(或者近真空传送),以减少和/或消除表面氧化和工件释气。这些工艺集成可以包括例如:(1)在由图案化光刻胶层遮掩的工件上的离子注入以及随后的光刻胶剥离;(2)在由图案化光刻胶层遮掩的工件上的离子、自由基或化学干式蚀刻以及随后的光刻胶剥离;(3)依次的多个薄膜沉积步骤(例如,连续多晶硅沉积和无真空破坏的金属沉积以形成无氧界面);(4)依次的多个薄膜蚀刻步骤(例如,介电薄膜蚀刻工艺以及随后的金属薄膜蚀刻工艺);(5)薄膜沉积以及随后的薄膜蚀刻(例如,在间隔物形成方案中的介电沉积工艺以及随后的介电蚀刻工艺,);(6)表面处理以及随后的薄膜沉积(例如,表面清洁以及随后的外延薄膜生长);(7)薄膜沉积以及随后的表面处理;(8)表面处理以及随后的薄膜蚀刻;(9)表面处理以及随后的表面处理;(10)薄膜沉积以及随后的快速热退火等。
工件搬运机器人可用于在工件加工系统内的不同加工室和其他部分(如负载锁定室)之间传送工件。例如,工件搬运机器人可以转动到单工件室的前面。可以通过伸出工件搬运机器人上的一个臂将工件传送到单工件室中。在一个传送室上可以集成有多个相同或不同类型的单工件室。
向双工件室的工件传送可以考虑将两个工件定位在同一室内的两个加工站处。配置为将工件传送到双工件室的工件搬运机器人可以包括两个臂,所述臂之间具有固定的间距,以与双工件室中的两个加工站之间的空间对准。为了同时将两个工件定位在双工件室中,工件搬运机器人可以转动到双工件室前方,并且工件搬运机器人的两个臂可以伸出以将工件放置在双工件室中各自的加工站处。
在某些情况下,可优选在加工平台中的单个传送室上集成工件之间具有不同间距的双工件室。此外,可优选在加工平台中的单个传送室上包括一个或多个单工件室。
根据本公开的示例性方面,工件搬运机器人可配置为在与单个传送室在工艺流程上连通的多个不同加工室设计之间传送工件。在一些实施例中,不同的加工室设计可以包括例如在加工站之间具有不同间距的多个双工件室。在一些实施例中,不同的加工室设计可以包括例如双工件室和一个或多个单工件室。在一些实施例中,不同的加工室设计可以包括多个双工件室(例如,加工站之间具有不同的间距)和一个或多个单工件室。
在一些示例性实施例中,工件搬运机器人可以具有两个臂。每个臂可以具有配置为拾取、支撑和/或放下一个或多个工件的工件搬运部件(例如工件叶片、末端执行器等)。工件搬运机器人可以对允许工件搬运机器人在传送室中围绕轴线转动的转动轴线具有第一自由度。工件搬运机器人可以在两臂的伸出上具有第二自由度。根据本公开的具体方面,工件搬运机器人可以具有允许调节两个臂之间的间距(例如,横向间距)的第三自由度。两个臂之间的间距可以调节以与集成到传送室的不同双工件室中的工件加工站之间的不同间距对准。
在一些示例性实施例中,工件搬运机器人可以具有两个或更多个臂。每个臂可以有配置为拾取、支撑和/或放下一个或多个工件的工件搬运部件(例如工件叶片、末端执行器等)。工件搬运机器人可以对允许工件搬运机器人在传送室中围绕轴线转动的转动轴线具有第一自由度。工件搬运机器人可以在两个或更多个臂的伸出上具有第二自由度。根据本公开的具体方面,机械臂能够彼此独立地伸出,使得可以将两个或更多个工件独立地传送到双工件室中的不同工件加工站。这可以适应于向工件加工站之间具有不同间距的多个双工件室传送工件。此外,臂的独立伸出还可以实现向单工件室传送工件。这允许在同一传送室上集成单件室和双工件室。
这样,本公开的示例性方面可以具有许多技术效果和益处。例如,可以将多个不同的工件加工室集成到加工平台中的单个传送室中。利用一个工件搬运机器人,可以在不破坏真空的情况下将工件在不同的工件加工室之间传送。这样,可以在工件加工平台上实现多工艺集成。这些工艺集成可以包括例如:(1)在由图案化光刻胶层遮掩的工件上的离子注入以及随后的光刻胶剥离;(2)在由图案化光刻胶层遮掩的工件上的离子、自由基或化学干式蚀刻以及随后的光刻胶剥离;(3)依次的多个薄膜沉积步骤(例如,连续多晶硅沉积和无真空破坏的金属沉积以形成无氧界面);(4)依次的多个薄膜蚀刻步骤(例如,介电薄膜蚀刻工艺以及随后的金属薄膜蚀刻工艺);(5)薄膜沉积以及随后的薄膜蚀刻(例如,在间隔物形成方案中的介电沉积工艺以及随后的介电蚀刻工艺,);(6)表面处理以及随后的薄膜沉积(例如,表面清洁以及随后的外延薄膜生长);(7)薄膜沉积以及随后的表面处理;(8)表面处理以及随后的薄膜蚀刻;(9)表面处理以及随后的表面处理;(10)薄膜沉积以及随后的快速热退火等。
可以对本公开的这些示例性实施例进行改变和修改。如说明书中所用,没有数量词修改的指代物包括复数个指代物,除非上下文另有明确规定。“第一”、“第二”、“第三”和“第四”的使用被用作标识符,并涉及加工顺序。为了说明和讨论的目的,可以参考“衬底”、“晶片”或“工件”来讨论示例性方面。本领域技术人员在使用本文提供的公开内容时会理解,本公开的示例性方面可以用于任何合适的工件。术语“大约”与数值的结合使用是指在所述数值的20%范围内。如本文所用,“近真空”是指小于约10托。
现在参考图,现在将详细讨论本公开的示例性实施例。图1描绘了根据本公开的示例性实施例的加工平台100。加工平台100可以包括前端部分112、负载锁定室114、传送室115和包括第一加工室120和第二加工室130的多个加工室。
前端部分112可以被配置为例如保持在大气压下,并且可以被配置为接合工件输入装置118。工件输入装置118可以包括例如盒、前开式晶圆传送盒或用于支撑多个工件的其它装置。工件输入装置118可用于向加工平台100提供预加工工件或从加工平台100接收加工后工件。
前端部分112可以包括一个或多个工件搬运机器人(未示出),其用于将工件从工件输入装置118传送到例如负载锁定室114,例如向位于负载锁定室114中的工件支撑柱110传送和自位于负载锁定室114中的工件支撑柱110传送。在一个示例中,前端部分112中的工件搬运机器人可以将预加工工件传送到负载锁定室114,并且可以将加工后工件从负载锁定室114传送到一个或多个工件输入装置118。在不偏离本公开的范围的情况下,可以在前端部分112中使用用于传送工件的任何合适的机器人。可以通过合适的狭缝、开口或孔向或从负载锁定室114传送工件。
负载锁定室114可以包括具有工件支撑柱110的传送位置,该工件支撑柱被配置为以堆叠的方式支撑多个工件。工件支撑柱110可以包括例如多个搁板。每个搁板可配置为支撑一个或多个工件。在一个示例性实施例中,工件支撑柱110可以包括用于支撑预加工工件的一个或多个搁板和用于支撑加工后工件的一个或多个搁板。
图2描绘了根据本公开的示例性实施例的示例性工件支撑柱110的侧视图。如图所示,工件支撑柱可以包括多个搁板111。每个搁板111可以被配置为支撑工件113,使得多个工件113可以以垂直/堆叠的方式布置在工件支撑柱110上。
参考图1,在将工件传送到加工室(例如第一加工室120和/或第二加工室130)之前,负载锁定室114可用于将工件周围的压力从与前端部分112相关的压力调节为工艺压力(例如真空或近真空压力或其他工艺压力)。在一些实施例中,可以将适当的阀门与负载锁定室114和其他室一起提供,以适当地调节用于加工工件的工艺压力。负载锁定室114可以例如通过狭缝门与传送室115隔离。负载锁定室114能够在小于约10托至大气压的压力下操作。
第一加工室120和第二加工室130可用于对工件执行各种工件加工,例如真空退火工艺、表面处理工艺、干式剥离工艺、干式蚀刻工艺、沉积工艺等。例如,第一加工室120和/或第二加工室130可以是蚀刻加工室、干式剥离加工室、沉积加工室、热加工室(例如,退火加工室)、离子注入加工室或表面处理加工室中的一个或多个。在一些实施例中,第一加工室120和/或第二加工室130中的一个或多个可包括基于等离子体的加工源,例如,电感耦合等离子体(ICP)源、微波源、表面波等离子体源、ECR等离子体源和电容耦合(平行板)等离子体源。第一加工室120和第二加工室130可在小于约10托的压力下操作。
如图所示,第一加工室120和第二加工室130中的每一个都是双工件加工室。第一加工室120和第二加工室130各自包括一对并排布置的加工站,使得一对工件可以同时暴露在同一工艺中。
更具体地说,第一加工室120可以包括并排布置的第一加工站122和第二加工站124。第一加工站122和第二加工站124可以以第一距离d
每个加工站可以包括用于在加工过程中支撑工件的工件支撑体(例如,基座)。在一些实施例中,每个加工站可以共用通用基座,该基座具有用于支撑工件的两个部分。第一加工室120和/或第二加工室130能够与传送室115选择性地封闭以进行加工。
根据本公开的具体方面,传送室115可以包括工件搬运机器人150。工件搬运机器人150可以被配置为将工件从负载锁定室114中的工件支撑柱110传送到第一加工室120和/或第二加工室130中的加工站。工件搬运机器人150还可以在第一加工室120和第二加工室130之间传送工件。例如,工件搬运机器人150可以将工件从负载锁定室114中的工件支撑柱110传送到第一加工室120中的两个并排的加工站122和124。类似地,工件搬运机器人150可以将工件从负载锁定室114中的工件支撑柱110传送到第二加工室130中的两个并排的加工站132和134。
根据本公开的示例性方面,工件搬运机器人150可以具有多种配置,以支持不同加工室设计之间的工件传送,例如在具有以不同距离分开的加工站的加工室120和加工室130之间的工件传送。
图3描绘了根据本公开的示例性实施例的配置为传送工件的工件搬运机器人150。工件搬运机器人可以包括第一机械臂152和第二机械臂154。第一工件搬运部件162可以与第一机械臂152相关联。第一工件搬运部件162可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。第二工件搬运部件164可以与第二机械臂154相关联。第二工件搬运部件164可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。
工件搬运机器人150被配置为以至少三个自由度操作。例如,工件搬运机器人150可以以第一自由度172操作,使得工件搬运机器人150能够绕轴线转动。这样,工件搬运机器人150可以在平台100(图1)的传送室115中围绕轴线转动,以将机械臂152和154选择性地定位在负载锁定室114、第一加工室120和第二加工室130的前面。
参考图3,工件搬运机器人150具有第二自由度174,使得机械臂152和154同时(例如,非独立地)在同一方向上伸出和/或缩回。这样,第一机械臂152和第二机械臂154可以同时伸出以从第一加工站120和第二加工站130中的加工站拾取和/或放下工件。
如图3所示,工件搬运机器人150具有第三自由度175,该第三自由度允许对第一机械臂152和第二机械臂154之间的距离进行横向调节。这样,工件搬运机器人150能够适应在第一加工室120和第二加工室130中以不同距离分开的加工站之间的工件传送。
更具体地,参考图1,工件搬运机器人150可以转动到第一位置,使得第一机械臂152和第二机械臂154面向第一加工室120。可以基于第一加工站122和第二加工站124之间的距离d
工件搬运机器人150可以转动到第二位置,使得第一机械臂152和第二机械臂154面向第二加工室130。可以基于第三加工站132和第四加工站134之间的距离d
图4描绘了根据本公开的示例性实施例的配置为传送工件的工件搬运机器人150。根据本公开的示例性方面,图4的工件搬运机器人150被配置为利用臂的独立伸出将工件传送到不同的加工站。
例如,工件搬运机器人150可以包括第一机械臂152和第二机械臂154。第一工件搬运部件162可以与第一机械臂152相关联。第一工件搬运部件162可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。第二工件搬运部件164可以与第二机械臂162相关联。第二工件搬运部件164可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。
工件搬运机器人150可以以转动自由度172操作,使得工件搬运机器人150能够绕轴线转动。这样,工件搬运机器人150可以在平台100(例如图1)的传送室115中围绕轴线转动,以将机械臂152和154选择性地定位在负载锁定室114、第一加工室120和第二加工室130的前面。
工件搬运机器人150可以被配置为(例如,使用独立的驱动机构)使两个机械臂独立地伸出和/或缩回,以将工件传送到例如加工室120中的两个加工站122和124。例如,如图4所示,工件搬运机器人150可以转动到第一机械臂152和第二机械臂154面向加工室120的位置。第一机械臂152可以相对于第二机械臂154独立地伸出以将工件放置在加工室120中的第一加工站122处。一旦工件被定位在第一加工站122处,则第一机械臂152可以相对于第二机械臂154独立地缩回。第二机械臂154可以相对于第一机械臂152独立地伸出以将工件放置在加工室120中的第二加工站124处。一旦工件被定位在第二加工站124处,则第二机械臂154可以相对于第一机械臂152独立地缩回。如图4所示,机械臂152和154可以按顺序独立地伸出和缩回。
另外和/或在替代方案中,机械臂152和154可以独立地伸出和/或缩回,以便同时在不同的加工站拾取和/或放下工件。这样,图4的工件搬运机器人150能够适应在第一加工室120和第二加工室130中以不同距离分开的加工站之间的工件传送。将参考下面的图5A、5B、5C、5D和6A、6B、6C、6D、6E和6F更详细地讨论使用图4的工件搬运机器人150传送工件的示例。
参考图5A至5D,将阐述根据本公开的示例性实施例的示例性工件搬运机器人150在加工平台100中的操作。工件搬运机器人150可以类似于图4中所示的工件搬运机器人150,并且可以被配置为对多个机械臂中的每一个提供独立伸出和/或缩回。
更具体地说,例如,工件搬运机器人150可以包括第一机械臂152和第二机械臂154。第一工件搬运部件可以与第一机械臂152相关联。第一工件搬运部件可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。第二工件搬运部件可以与第二机械臂154相关联。第二工件搬运部件可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。
如图5A所示,转动机器人150的机械臂152和154都可以独立地伸出以从负载锁定室114中的工件支撑柱110抓取工件。例如,机械臂152可以伸出以从工件支撑柱110抓取工件。机械臂154可以伸出以从工件支撑柱110抓取工件。在一些实施例中,机械臂152和154可以同时伸出以从工件支撑柱110抓取工件。在从工件支撑柱抓取工件后,工件搬运机器人150则可操作以将机械臂152和154缩回到缩回位置。
如图5B所示,工件搬运机器人150可以转动,使得机械臂152和154面向第一加工室120。第一加工室可以是具有以距离d
可以在第一加工室120中对工件进行第一加工(例如,热处理工艺、退火工艺、蚀刻工艺、剥离工艺、沉积工艺、表面处理工艺)。在完成第一加工之后,工件搬运机器人150可以被配置为利用机械臂152和154的独立伸出从工件加工站122和124抓取工件。在抓取工件后,工件搬运机器人150则可以操作以(例如,使用独立的驱动机构)将机械臂152和154缩回到缩回位置。
如图5C所示,工件搬运机器人150可以转动,使得机械臂152和154面向第二加工室130。第二加工室可以是具有以距离d
机械臂152和154可以(例如,使用独立的驱动机构)彼此独立地伸出,以分别将工件独立放置在第三加工站132和第四加工站134上。例如,如图5C所示,工件搬运机器人150可以被配置为首先伸出第二机械臂154,以将工件放置在第四加工站134上。工件搬运机器人150随后可以缩回第二机械臂154。如图5D所示,工件搬运机器人150随后可以被配置为伸出第一机械臂152以将工件放置在第三加工站132上。工件搬运机器人150随后可以缩回第一机械臂152。在替代实施例中,工件搬运机器人150可被配置为同时伸出第一机械臂152和第二机械臂154以将工件放置在第三加工站132和第四加工站134上。这样,工件搬运机器人能够适应加工站之间具有不同间距的双工件室之间的工件传送。
可以在第二加工室120中对工件进行加工(例如,热处理工艺、退火工艺、蚀刻工艺、剥离工艺、沉积工艺、表面处理工艺)。第二加工可以不同于第一加工。在完成第二加工之后,工件搬运机器人150可以被配置为利用机械臂152和154的独立伸出从工件加工站132和134抓取工件,并且将工件传送回负载锁定室114中的工件支撑柱110。
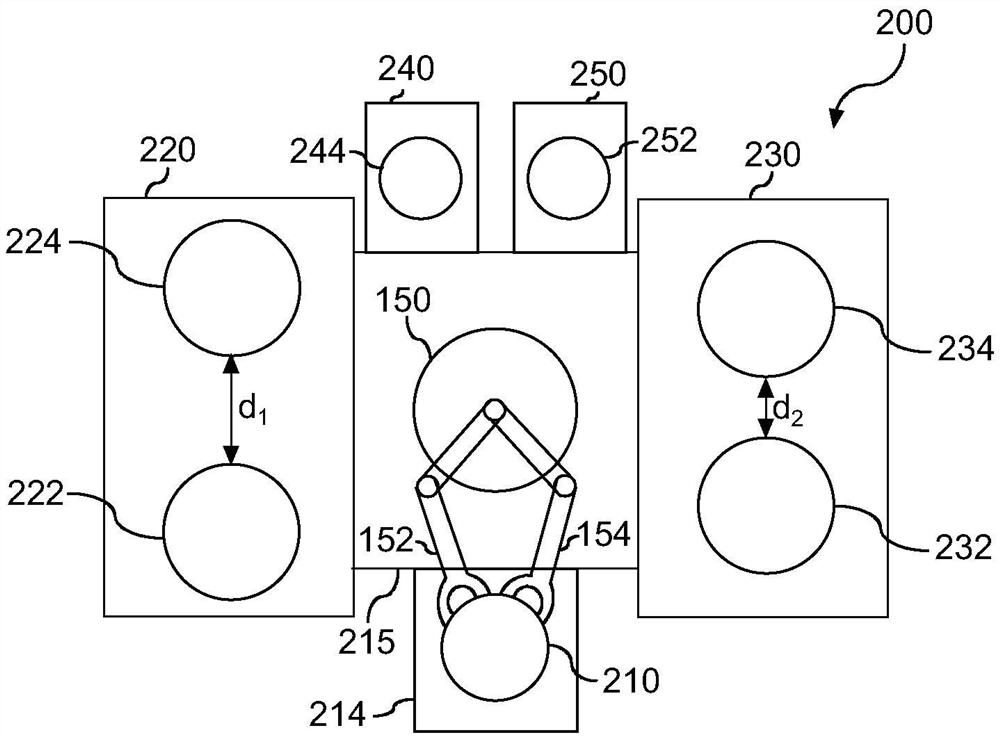
图6A至6F描绘了根据本公开的示例性方面的示例性工件搬运机器人150在加工平台200中的示例性操作。工件搬运机器人150可以类似于图4中所示的工件搬运机器人150,并且可以被配置为对多个机械臂中的每一个提供独立伸出和/或缩回。
更具体地说,例如,工件搬运机器人150可以包括第一机械臂152和第二机械臂154。第一工件搬运部件可以与第一机械臂152相关联。第一工件搬运部件可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。第二工件搬运部件可以与第二机械臂154相关联。第二工件搬运部件可以是工件叶片、末端执行器等,其被配置为拾取、保持和放下一个或多个工件。
如图6A所示,转动机器人150的机械臂152和154都可以(例如,使用独立的驱动机构)独立地伸出,以从负载锁定室214中的工件支撑柱210抓取工件。例如,机械臂152可以伸出以从工件支撑柱210抓取工件。机械臂154可以伸出以从工件支撑柱210抓取工件。在一些实施例中,机械臂152和154可以同时伸出以从工件支撑柱110抓取工件。在从工件支撑柱210抓取工件后,工件搬运机器人150则可操作以将机械臂152和154缩回到缩回位置。
如图6B所示,工件搬运机器人150可以转动,使得机械臂152和154面向第一加工室220。第一加工室可以是具有以距离d
可以在第一加工室120中对工件进行加工(例如,热处理工艺、退火工艺、蚀刻工艺、剥离工艺、沉积工艺、表面处理工艺)。在完成该加工之后,工件搬运机器人150可以被配置为利用机械臂152和154的独立伸出从工件加工站222和224抓取工件。在抓取工件后,工件搬运机器人150则可以操作以(例如,使用独立的驱动机构)将机械臂152和154缩回到缩回位置。
如图6C和6D所示,工件搬运机器人150可以转动,使得机械臂152和154面向第二加工室240和第三加工室250。第二加工室240可以是具有单个加工站242的单工件加工室。第三加工室250可以是具有单个加工站252的单工件加工室。第二加工室240和第三加工室中的每个都可以能够在小于约10托的压力下操作。
如图6C所示,工件搬运机器人150可以伸出第二臂154以将工件放置在第二加工室240中。工件可在第二加工室240中进行加工(例如,热处理工艺、退火工艺、蚀刻工艺、剥离工艺、沉积工艺、表面处理工艺)。在完成该加工后,工件搬运机器人150可配置为利用机械臂154的独立伸出从工件加工站242抓取工件。在抓取工件之后,工件搬运机器人150则可以操作以将机械臂154缩回到缩回位置。
类似地,如图6D所示,工件搬运机器人150可以伸出第一臂152以将工件放置在第三加工室250中。可以在第三加工室250中对工件进行加工(例如,热处理工艺、退火工艺、蚀刻工艺、剥离工艺、沉积工艺、表面处理工艺)。在完成该加工后,工件搬运机器人150可配置为利用机械臂152的独立伸出从工件加工站252抓取工件。在抓取工件之后,工件搬运机器人150则可以操作以将机械臂152缩回到缩回位置。
如图6F所示,工件搬运机器人150可以转动,使得机械臂152和154面向第四加工室230。第四加工室230可以在小于10托的压力下操作。第四加工室230可以是具有以距离d
机械臂152和154可以(例如,使用独立的驱动机构)彼此独立地伸出,以分别将工件独立放置在第三加工站232和第四加工站234上。如图6F所示,工件搬运机器人150可被配置为同时伸出机械臂152和154,以将工件放置在第三加工站232和第四加工站234上。
可以在第四加工室230中对工件进行加工(例如,热处理工艺、退火工艺、蚀刻工艺、剥离工艺、沉积工艺、表面处理工艺)。在完成该加工之后,工件搬运机器人150可以被配置为利用机械臂152和154的独立伸出从工件加工站232和234抓取工件。在抓取工件后,工件搬运机器人150则可以操作以(例如,使用独立的驱动机构)将机械臂152和154缩回到缩回位置。
为便于说明和讨论,提供了用于在加工系统中传送工件的工件搬运机器人的上述操作示例。本领域技术人员在使用本文提供的公开内容时会理解,在不偏离本公开的范围的情况下,可以使用许多不同的工件搬运机器人的操作方式。
图7描绘了在加工系统中用于加工工件的示例方法(300)的流程图。方法(300)可以使用图1的加工系统100来实现。图7描述了为了说明和讨论目的以特定顺序执行的步骤。本领域技术人员在使用本文提供的公开内容时会理解,在不偏离本公开的范围的情况下可以对本文提供的任何方法的各步骤进行调整、重新排列、扩展、同时执行、省略、包括未示出的步骤和/或以各种方式修改。
在(302),该方法可以包括将多个工件传送到负载锁定室中的工件支撑柱。工件可以以堆叠(例如,在多个搁板上)的方式放置在工件支撑柱中。
在(304),该方法可以包括利用位于传送室中的工件搬运机器人将多个工件从工件支撑柱传送到第一加工室中的至少两个加工站。至少两个加工站可以以一定距离分开。
例如,工件搬运机器人可以利用臂的独立伸出从工件支撑柱抓取工件。工件搬运机器人可以利用臂的独立伸出将工件放置在第一加工室中的两个加工站。可以同时或者在不同的时间将两个工件放置在第一加工室中。
在(306),该方法包括在第一加工室中对多个工件执行第一加工。第一加工工艺可以包括例如退火工艺、热处理工艺、表面处理工艺、干式剥离工艺、干式蚀刻工艺、沉积工艺等。
在(308),该方法包括使用工件搬运机器人将多个工件传送到第二加工室中的至少两个加工站。至少两个加工站可以以一定距离分开。第二加工室内的两个加工站之间的距离可以不同于第一加工室内的两个加工站之间的距离。
例如,工件搬运机器人可以利用臂的独立伸出从第一加工室抓取工件。工件搬运机器人可以绕轴线转动,使得机械臂面向第二加工室。工件搬运机器人可以利用臂的独立伸出将工件放置在第二加工室中的两个加工站。可以同时或者在不同的时间将两个工件放置在第二加工室中。
在(310),该方法包括在第二加工室中对多个工件执行第二工件加工。第二工件加工可以包括例如退火工艺、热处理工艺、表面处理工艺、干式剥离工艺、干式蚀刻工艺、沉积工艺等。在一些实施例中,第二工件加工可以与第一工件加工相同或不同。
在(312),所述方法可以包括将加工的工件传送回负载锁定室中的工件支撑柱。例如,工件搬运机器人可以利用臂的独立伸出从第二加工室抓取工件。工件搬运机器人可以绕轴线转动,使得机械臂面向负载锁定室内的工件支撑柱。工件搬运机器人可以利用臂的独立伸出将工件放置在工件支撑柱中。
虽然已经详细描述了本主题的具体示例性实施例,但是应该理解,本领域技术人员在了解前述内容后能够容易地得到这些实施例的修改、变更和等同物。因此,本公开的范围是示例性而非限制性的,并且本公开不排除包括对本领域普通技术人员显而易见的对本主题的修改、变更和/或添加。
- 用于激光加工工件的加工设备、用于激光加工工件的加工设备的成套零件以及用于使用这种加工设备激光加工工件的方法
- 用于激光加工工件的加工设备及用于激光加工工件的方法