电子烟制造设备
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及一种电子烟制造设备,更特别地,涉及这样一种电子烟制造设备,即,利用该电子烟制造设备可以容易且快速地制造没有缺陷的由多个节段组成的电子烟,从而可以实现生产率提高和成本降低。
背景技术
通常,电子烟以及生产其的电子烟制造设备是众所周知的,作为诸如香烟、雪茄以及烟斗香烟的冒烟型香烟的替代产品,电子烟是按照可以以蒸汽状态吸入被包含在可替换的盒中的溶液的方式来加以制造的。
现在,最新的情况是,已经推出了下一代加热不燃烧型电子烟,其具有四重结构且不是燃烧型(点燃行为)香烟,以便使焦油含量低且有害物质含量低。
这种加热不燃烧型电子烟是通过组合诸如单滤嘴(filter)、冷却滤嘴(PLA)、管子以及烟草的节段来形成的。
另外,在这样的加热但燃烧型电子烟中,诸如单滤嘴、冷却滤嘴、管子以及烟草的节段应当必需按顺序进行组合。
然而,典型的电子烟制造设备的局限性在于,即使诸如单滤嘴、冷却滤嘴、管子以及烟草的节段是在以一定时间间隔顺序地通过单个运输传送机运输的时候进行联接的,所述节段也是连续供应的,并由此,所有的节段均无法按1-2-3-4或4-3-2-1排列顺序进行联接。
特别地,由于应当通过并行地形成的多个料仓分别供应多个节段,因此,即使对位于最前侧的料仓与位于最后侧的料仓之间的旋转时间的差异(时间差)进行调节,也必定会出现排列顺序在节段的联接期间被不同地形成的部分。因此,存在的局限性在于,会导致缺陷,可加工性因工作时间过长而不令人满意,并因此降低生产率。
发明内容
本发明提供了一种为解决上述局限性而推出的电子烟制造设备,并且其中在制造由四个节段组成的电子烟时,这些节段均可以容易且快速地按排列顺序进行联接,由此,实现了生产率提高并防止了缺陷的发生。
根据本发明的实施方式,一种电子烟制造设备,包括:供应装置,所述供应装置被配置成,容纳形成电子烟的多个节段,并且以设定长度切割并供应所述多个节段;递送装置,所述递送装置形成在所述供应装置的一个下部上,并且被配置成递送供应的所述多个节段;运输装置,所述运输装置包括被配置成划分和运输从所述递送装置递送的所述多个节段以防止排列顺序中的缺陷的传送机,以及被配置成整体地运输所述多个节段的传送机;以及整理装置,所述整理装置被配置成,将通过所述运输装置运输的所述多个节段之间的空间去除,并且将所述多个节段切割成所述电子烟的指定长度。
所述供应装置可以包括:第一料仓、第二料仓、第三料仓以及第四料仓,所述第一料仓、第二料仓、第三料仓以及第四料仓包括形成在它们的整个圆周表面上的多个半圆形附接槽,以分别容纳所述多个节段。
所述递送装置可以包括:递送所述多个节段的第一递送轮、第二递送轮、第三递送轮以及第四递送轮;以及第一排列轮和第二排列轮,所述第一排列轮和第二排列轮对运输的所述多个节段进行排列以形成设定排列并且递送所述多个节段。
所述被配置成划分和运输所述多个节段的传送机可以包括第一运输传送机和第二传送机;并且所述被配置成整体地运输所述多个节段的传送机包括主传送机。
所述第一排列轮可以以2-1-2的顺序对通过所述第一递送轮和所述第二递送轮递送的节段进行排列;并且所述第二排列轮可以以3-4-3的顺序对通过所述第三递送轮和所述第四递送轮递送的节段进行排列。
所述第一运输传送机可以运输从所述第一递送轮和所述第二递送轮递送的节段;所述第二传送机可以运输从所述第三递送轮和所述第四递送轮递送的节段;并且所述主传送机可以整合从所述第一运输传送机和所述第二传送机运输的节段,并且以2-1-2、3-4-3、2-1-2、3-4-3、2-…的顺序运输这些节段。
如上所述,本发明具有以下效果:通过划分并运输皆由单滤嘴、冷却滤嘴(PLA)、管子以及烟草组成的多个节段,然后以2-1-2和3-4-3的顺序运输并联接这些节段,从而以1-2-3-4或4-3-2-1的排列顺序制造电子烟,来实现电子烟的生产率提高并防止缺陷的发生。
附图说明
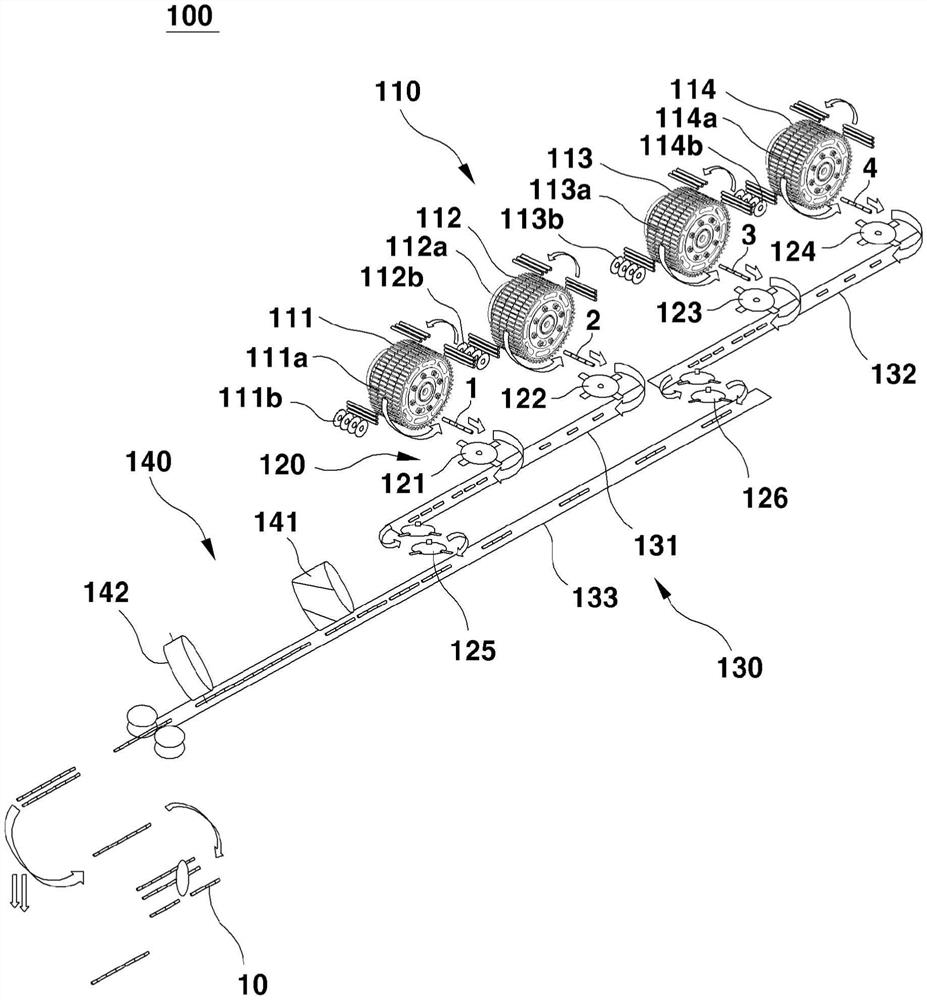
图1是示意性地例示根据本发明的优选实施方式的电子烟制造设备的整体构造的视图。
图2所例示在将节段容纳在作为根据本发明的供应装置之一的第一料仓中之后的状态的放大图。
图3是示意性地例示通过作为根据本发明的递送装置之一的第一递送轮递送第一节段的状态的视图。
图4是示意性地例示其中通过第一排列轮和第二排列轮排列和递送第一节段和第二节段以及第三节段和第四节段的状态的视图,第一排列轮和第二排列轮皆是根据本发明的递送装置之一。
图5是示意性地例示当将四个节段连续地通过一个传送机进行运输时的排列顺序以及在切割期间形成的电子烟的视图。
图6是示意性地例示当将四个节段进行划分并且连续地通过递送装置和运输装置进行递送时的排列顺序以及在切割期间形成的电子烟的视图。
具体实施方式
在下文中,将参照附图详细描述根据本发明的优选实施方式。
这里,在以下所有附图中具有相同功能的组件是通过相同的标号进行参考的,并且将不提供有关其的重复描述,并且以下要描述的术语是考虑到其在本发明中的功能来进行定义的,并且这阐明了所述术语应被解释为固有的和普遍使用的含义。
如图1和图6所示,根据本发明的电子烟制造设备100大致由供应装置110、递送装置120、运输装置130以及整理装置140组成。
供应装置110容纳形成电子烟10的多个节段1、2、3以及4,并且将这些节段切割成预定长度并供应这些节段。
供应装置110是由第一料仓111、第二料仓112、第三料仓113以及第四料仓114组成的,这些料仓分别具有形成在整个圆周表面上的半圆形附接槽111a、112a、113a以及114a,以便分别容纳多个节段1、2、3以及4,即,具有细圆柱形的第一节段1、第二节段2、第三节段3以及第四节段4,以将这些节段切割成预定长度并供应这些节段。
在这里,第一节段1、第二节段2、第三节段3以及第四节段4皆是由单滤嘴、冷却滤嘴(PLA)、管子以及烟草组成的。
另外,将容纳在附接槽111a、112a、113a以及114a中的第一节段1、第二节段2、第三节段3以及第四节段4切割成预定长度的第一切割器111b、第二切割器112b、第三切割器113b以及第四切割器114b处于第一料仓111、第二料仓112、第三料仓113以及第四料仓114的一侧。
另外,第一料仓111、第二料仓112、第三料仓113以及第四料仓114被配置成通过多个伺服马达(未示出)进行旋转。
这里,将伺服马达配置为与包括以下项的计算机(未示出)联锁:制造电子烟的预设计程序(顺序地准备以执行计算机的指令集合);和中央处理单元(对诸如指令解释、计算以及数据比较的处理进行控制的计算机系统的关键装置)。
这样的计算机控制系统是整个行业内常用的,其程序根据需要而改变,并由此,省略了关于其的详细描述。
因此,当通过使用单独的操作开关(未示出)旋转地驱动伺服马达时,使第一料仓111、第二料仓112、第三料仓113以及第四料仓114与伺服马达联锁地旋转驱动。
此时,根据计算机程序,通过第一切割器111b、第二切割器112b、第三切割器113b以及第四切割器114b,将分别容纳在附接槽111a、112a、113a以及114a中的第一节段1、第二节段2、第三节段3以及第四节段4切割成预定长度。
例如,将第一节段1和第四节段4设定得在长度上按第二节段2和第三节段3的长度的大约两倍来进行切割。
另外,将被切割成预定长度的第一节段1、第二节段2、第三节段3以及第四节段4沿向下方向进行供应。
递送装置120的功能是递送节段1、2、3以及4,该递送装置形成在供应装置110的一个下侧并且进行供应。
递送装置120是由第一递送轮121、第二递送轮122、第三递送轮123以及第四递送轮124组成的,这些递送轮分别将第一节段1、第二节段2、第三节段3以及第四节段4递送至运输装置130,并且该递送装置是由第一排列轮125和第二排列轮126组成的,该第一排列轮将以2-1-2或1-2-1顺序排列的第一节段1和第二节段2递送至运输装置130,并且该第二排列轮将以3-4-3或4-3-4顺序排列的第三节段3和第四节段4递送至运输装置130。
在这里,将第一递送轮121、第二递送轮122、第三递送轮123以及第四递送轮124形成在构成供应装置110的第一料仓111、第二料仓112、第三料仓113以及第四料仓114的一个下侧,将第一排列轮125形成在第一递送轮121的一个前侧,并且将第二排列轮126形成在第三递送轮123的一个前侧。
另外,将第一递送轮121、第二递送轮122、第三递送轮123以及第四递送轮124配置成由伺服马达(未示出)旋转地驱动,并且在操作单独的开关(未示出)时,通过包括预设计程序的计算机(未示出)的控制操作,将第一节段1、第二节段2、第三节段3以及第四节段4逐一递送至运输装置130。
另外,第一排列轮125以2-1-2或1-2-1的顺序排列第一节段1和第二节段2,并将这些节段运输至运输装置130,并且第二排列轮126以3-4-3或4-3-4的顺序排列第三节段3和第四节段4,并将这些节段递送至运输装置130。
运输装置130是由以下传送机组成的:划分和运输从递送装置120递送的多个节段1、2、3以及4以防止有缺陷的排列顺序的传送机,以及整体地运输这些节段的传送机。
即,运输装置130是由以下传送机组成的:形成在第一递送轮121和第二递送轮122的一侧的第一运输传送机131;形成在第三递送轮123和第四递送轮124的一侧的第二传送机132;以及形成在第一排列轮126和第二排列轮126的一侧的主传送机133。
另外,第一运输传送机131运输从第一递送轮121和第二递送轮122递送的第一节段1和第二节段2,并且第二传送机132运输从第三递送轮123和第四递送轮124递送的第三节段3和第四节段4。
另外,主传送机133将从第一传送机131和第二传送机132运输并且通过第一排列轮125和第二排列轮126以2-1-2或3-4-3的顺序排列和运输的第一节段1、第二节段2、第三节段3以及第四节段4进行整合,然后以2-1-2、3-4-3、2-1-2、3-4-3、2-…的顺序运输这些节段。
像这样整合和运输各节段的原因是,当第一节段1、第二节段2、第三节段3以及第四节段4通过一个传送机连续移动时,所存在的局限性在于,不仅第一节段1、第二节段2、第三节段3以及第四节段4的排列顺序不匹配,而且还会造成缺陷。
对这种情况进行更具体描述,当第一节段1、第二节段2、第三节段3以及第四节段4通过一个传送机连续移动时(如图5所述),第一节段1、第二节段2、第三节段3、第四节段4、第二节段2、第三节段3、第一节段1以及第二节段2、第三节段3、第四节段4、第二节段2以及第三节段3、第一节段1…是以这个顺序连续移动的。
即,构成电子烟10的节段的数量为四个,并且是通过第一料仓111、第二料仓112、第三料仓113以及第四料仓114以一定的时间差并行地排出的,因此,即使对该时间差进行调节,也并不总是按1-2-3-4的排列顺序排出第一节段1、第二节段2、第三节段3以及第四节段4,而是以1-2-3-4-2-3-1-2-3-4-2-3-1-…的顺序排出第一节段1、第二节段2、第三节段3以及第四节段4。
此时,当完成电子烟10时,即使第一节段1和第四节段4是以第一节段1和第四节段4的长度的两倍的长度形成的,第一节段1和第四节段4也是连续供应的,并因此,电子烟10在以标准长度进行切割时,是以1-2-3-4(良品)、4-2-3-1(次品)、1-2-3-4(良品)以及4-2-3-1(次品)的顺序排列的,并且导致了大量的次品。
这样,在本发明中,对分别通过并行形成的多个料仓供应的节段1、2、3以及4的顺序进行排列,同时通过以多个形成的运输装置130对这些节段进行划分和运输,接着将这些节段进行整体运输,并由此,连续供应的节段均可以以1-2-3-4或4-3-2-1的顺序进行排列。
因此,可以防止有缺陷的排列顺序的发生,并且可以通过平稳的工作实现可加工性和生产率。
整理装置140将通过运输装置130运输的多个节段1、2、3以及4之间的空间去除,并且将各节段切割成电子烟10的指定长度。
即,整理装置140是由形成在主传送机133的一个前侧的间隔鼓(spacer drum)141以及形成在该间隔鼓141的一个前侧的刀具142组成的。
另外,间隔鼓141在以经排列的顺序传递通过主传送机133连续移动的第一节段1、第二节段2、第三节段3以及第四节段4的同时,将节段1、2、3以及4之间的空间(间隙)去除,并因此,间隔鼓的功能是帮助节段1、2、3以及4被由单独的卷纸供应器(未示出)供应的卷纸(未示出)牢固地包裹并形成一个主体。
这里,卷纸供应器对于香烟制造设备是常设的,并由此,省略了关于其的详细描述。
另外,刀具142将整体地移动的第一节段1、第二节段2、第三节段3以及第四节段4切割成电子烟10的设定长度。
即,刀具142是以与作为动力源的马达(未示出)和齿轮(未示出)的旋转移动联锁的盘状形成的,并且用于切割的多个切割刀片142a形成在刀具的外周表面上。
具有这种配置的刀具142将马达的转速调快或调慢,从而调节切割长度。
例如,当将马达的转速调高时,切割长度减少,而当将马达的转速调低时,切割长度增加。
在这里,当使用刀具142以电子烟的设定长度对各节段进行切割时,被形成是节段1、2、3以及4当中的第二节段2和第三节段3的长度两倍的第一节段1和第四节段4的中间部分以2-1-2、3-4-3、2-1-2、3-4-3、2-…的顺序移动。
即,当节段1、2、3以及4当中的第一节段1和第四节段4的中间部分以2-1-2、3-4-3、2-1-2、3-4-3、2-…的顺序移动时,可以连续制造匹配1-2-3-4和4-3-2-1的排列顺序的电子烟。
此时,所希望的是,在刀具142的一个前侧形成排出以1-2-3-4或4-3-2-1的排列顺序进行切割并通过主传送机133运输的有缺陷的电子烟10的次品排出鼓(未示出),以及排出良品的良品排出鼓(未示出)。
通过良品排出鼓排出的电子烟10通过包装机(未示出)进行包装,并且提供为成品。
下面将描述如上所述配置的本发明的操作状态。
首先,当使用根据本发明的电子烟制造设备100制造电子烟时,将形成电子烟10的多个节段1、2、3以及4放入以使容纳在作为供应装置110的第一料仓111、第二料仓112、第三料仓113以及第四料仓114的相应附接槽111a、112a、113a以及114a中。
另外,使第一料仓111、第二料仓112、第三料仓113以及第四料仓114旋转驱动。
此时,通过第一切割器111b、第二切割器112b、第三切割器113b以及第四切割器114b,将分别容纳在附接槽111a、112a、113a以及114a中的第一节段1、第二节段2、第三节段3以及第四节段4切割成预定长度。
在这里,将第一节段1和第四节段4设定得在长度上按第二节段2和第三节段3的长度的大约两倍来进行切割。
随后,将被切割成预定长度的第一节段1、第二节段2、第三节段3以及第四节段4沿向下方向进行供应。
接下来,通过第一递送轮121、第二递送轮122、第三递送轮123以及第四递送轮124,将沿向下方向供应的第一节段1、第二节段2、第三节段3以及第四节段4连续地移动至第一传送机141和第二传送机142。
在此,将第一节段1和第二节段2连续地移动至第一传送机141,并且将第三节段3和第四节段4连续地移动至第二传送机142。
接下来,通过第一排列轮125将连续移动至第一传送机141的第一节段1和第二节段2以2-1-2的顺序进行排列,并将第一节段1和第二节段2递送至主传送机133,并且通过第二排列轮126将连续移动至第二传送机142的第三节段3和第四节段4以3-4-3的顺序进行排列,并将第三节段3和第四节段4递送至主传送机133。
此时,第一排列轮125和第二排列轮126在通过预编程的控制操作以不同的时间差进行操作的同时,分别移动第一节段1、第二节段2以及第三节段3和第四节段4。
例如,将通过第一传送机141移动的第一节段1和第二节段2缓慢地排列得稍慢移动,而使通过第二传送机142移动的第三节段3和第四节段4快速移动,并由此,可以在将各节段移动至主传送机133时容易地调节排列顺序。
随后,使以2-1-2和3-4-3的顺序移动至主传送机133的第一节段1、第二节段2、第三节段3以及第四节段4通过构成整理装置140的间隔鼓141以2-1-2-3-4-3-…的顺序彼此紧密接触,并且通过卷纸(外皮)进行包裹而移动,以形成一个主体。
即,使以2-1-2的顺序移动的第一节段1和第二节段2以及以3-4-3的顺序移动的第三节段3和第四节段4在穿过间隔鼓141的同时彼此紧密接触,并由此,将节段1、2、3以及4之间的空间(间隙)去除并且形成牢固状态。
接下来,将被卷纸包裹并整体地移动的节段1、2、3以及4切割成具有由刀具142设定的长度的电子烟10,然后仅将良品运输至包装机(未示出)并进行包装。
在这里,第一节段1和第四节段4是在以2-1-2-3-4-3-…的顺序进行排列并移动的第一节段1、第二节段2、第三节段3以及第四节段4的切割工作期间进行切割的。
即,在整理电子烟10时,以第一节段1和第四节段4的长度的两倍的长度切割并供应第一节段1和第四节段4的长度,并由此,即使对第一节段1或第四节段4的中间部分进行切割,也可以与排列顺序相对应地连续地制造具有标准长度的电子烟10。
到目前为止描述的本发明不限于上述实施方式和附图,对于本领域技术人员显而易见的是,在不脱离所附权利要求的精神和范围的情况下,可以对本发明进行各种替换、修改以及改变。
因此,本发明可以通过重复上述操作以将构成电子烟的多个节段进行联接,来实现电子烟的生产率提高并且防止缺陷发生。
- 电子烟制造设备
- 一种利用聚丙三醇的电子烟烟液溶剂及其配制的电子烟烟液和电子烟