铝型材自动整列机
文献发布时间:2023-06-19 09:35:27
技术领域:
本发明涉及自动整列设备技术领域,特指铝型材自动整列机。
背景技术:
随着制造业的高速发展,针对铝型材落料周边的加工也已逐步向自动化方式转变。虽然大部分设备很大程度上已经实现了铝型材落料的难题,但对于铝型材的整列、搬运,还是需要手工完成,手工作业成本高,而且劳动强度大。所以介于此种问题和矛盾,须要一种铝型材自动整列机来解决。
发明内容:
本发明的目的是针对以上技术的不足,而提供铝型材自动整列机,其结构设计科学,通过皮带线从模具上接送冲压下料产品,并自调整方向,移送至左右移载周转位置,产品通过左右移载机构,将产品移载堆叠至左右产品储存料仓,并自动整列,移载机构堆叠至指定数量产品,料仓推出机构自动往前推出产品,便于手工一次拿取摆放,相比于传统的手工整列搬运,具备自动整列、搬运等功能,很大程度上释放了手工作业的强度,且效率较高。
为实现上述目的,本发明铝型材自动整列机,包括架体、电气箱、控制箱、左右移载机构、左储料仓、右储料仓、控制系统,架体上设有机架台板,电气箱设置在机架台板下部的架体上,机架台板设有储料仓支架、左右移载支架、输送带支架,输送带支架上设有输送带,输送带上部设有两个对称设置的导料板,输送带下部设有输送动力电机,输送带的出料端导料板上设有导向器,导料板尾端设有限位档条,限位档条上设有进料传感器。
所述的储料仓支架为四个,每两个料仓支架一组设置在输送带的两侧,输送带左侧的两个料仓支架上设有左储料仓,输送带右侧的两个料仓支架上设有右储料仓。
所述的左右移载支架为两个,分别设置在输送带的左右两侧,左右移载机构设置在两个左右移载支架上端。
所述的左右移载机构包括有左右移载支座,左右移载支座为L字型设计,左右移载支座的水平面设置在左右移载支架上,左右移载支座的垂直面上设有左移料电机和右移料电机,左移料电机和右移料电机为等高设置,左移料电机和右移料电机的主轴上均设有移料摆臂,移料摆臂的端头设有转轴和角度感应片,左右移载支座垂直面上还设有角度传感器,角度传感器为两个,且与左移料电机和右移料电机的主轴等高设置,左右移载支座垂直面上还设有左右移动导轨,左右移动导轨上设有两个上下移动滑块,每个上下移动滑块上均设有上下移动导轨,上下移动导轨的上端与转轴连接,上下移动导轨的下端设有吸附座,吸附座上设有两个等高设置的真空吸盘。
所述的左储料仓和右储料仓均包括有储料仓底板,储料仓底板上设有储料仓盒,储料仓盒内部的储料仓底板上设有出料轨道、第一出料传感器、第二出料传感器。
所述的储料仓底板的下部设有整列升降机构,整列升降机构包括有整列升降支座,整列升降支座的底部设有升降电机,升降电机的主轴上连接有升降丝杆,升降丝杆上设有丝杆螺母,丝杆螺母上设有升降立柱,整列立柱的上端设有整列托板,整列托板的上面设有锥头整列柱,升降立柱的侧面设有升降感应片,整列升降支座的侧面设有若干个高度传感器。
所述的储料仓底板的一端头设有推料机构,推料机构包括有推料气缸座,推料气缸座上设有推料气缸和气缸导杆,气缸导杆的端头设有推料板,推料气缸的活塞杆与推料板连接,推料板与储料仓盒对应设置,推料气缸的缸芯与出料轨道平行设置。
本发明有益效果为:
铝型材自动整列机,包括架体、电气箱、控制箱、左右移载机构、左储料仓、右储料仓、控制系统,架体上设有机架台板,电气箱设置在机架台板下部的架体上,机架台板设有储料仓支架、左右移载支架、输送带支架,输送带支架上设有输送带,输送带上部设有两个对称设置的导料板,输送带下部设有输送动力电机,输送带的出料端导料板上设有导向器,导料板尾端设有限位档条,限位档条上设有进料传感器,通过皮带线从模具上接送冲压下料产品,并自调整方向,移送至左右移载周转位置,产品通过左右移载机构,将产品移载堆叠至左右产品储存料仓,并自动整列,移载机构堆叠至指定数量产品,料仓推出机构自动往前推出产品,便于手工一次拿取摆放,相比于传统的手工整列搬运,具备自动整列、搬运等功能,很大程度上释放了手工作业的强度,且效率较高。
附图说明:
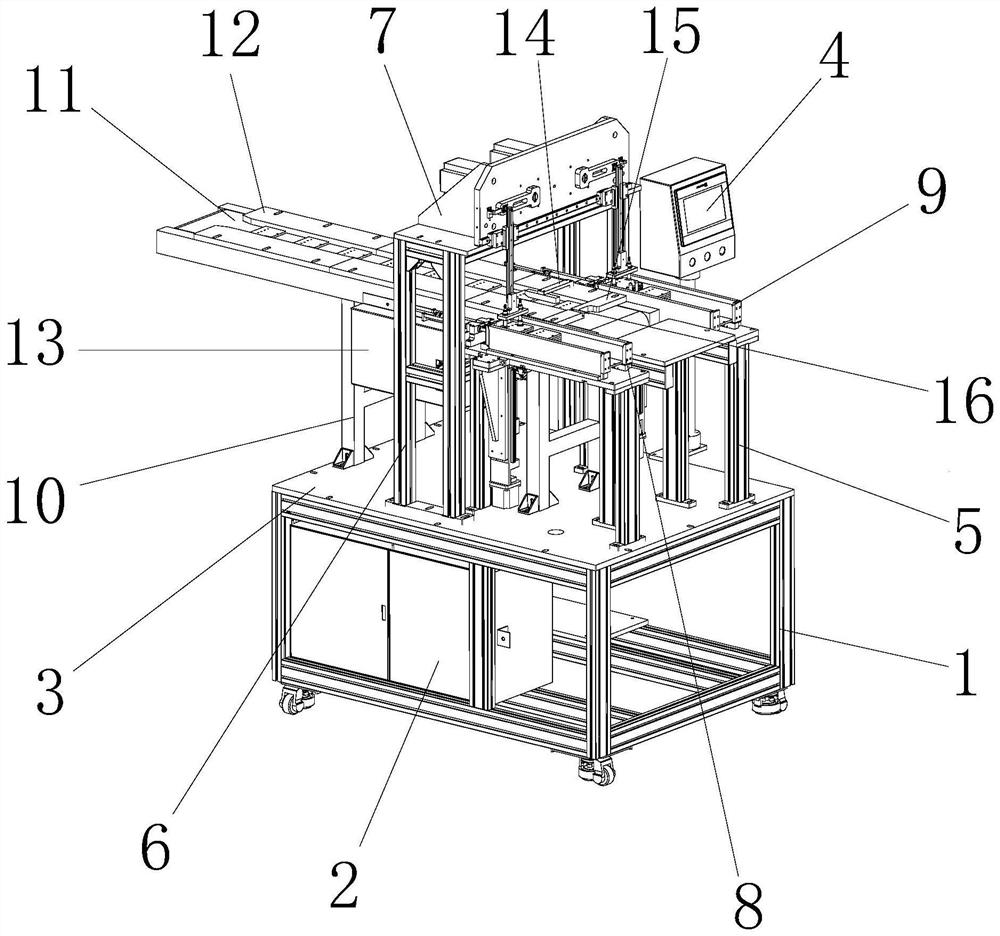
图1是本发明的结构示意图;
图2是本发明左右移载机构部分的示意图;
图3是本发明右储料仓部分的示意图;
图4是本发明整列升降机构部分的示意图;
图5是本发明推料机构部分的示意图。
具体实施方式:
如图1至图5所示:本发明铝型材自动整列机,包括架体1、电气箱2、控制箱4、左右移载机构7、左储料仓8、右储料仓9、控制系统,架体1 上设有机架台板3,电气箱2设置在机架台板3下部的架体1上,机架台板 3设有储料仓支架5、左右移载支架6、输送带支架10,输送带支架10上设有输送带11,输送带11上部设有两个对称设置的导料板12,输送带11 下部设有输送动力电机13,输送带11的出料端导料板12上设有导向器14,导料板12尾端设有限位档条15,限位档条13上设有进料传感器16。
所述的储料仓支架5为四个,每两个料仓支架5一组设置在输送带11 的两侧,输送带11左侧的两个料仓支架5上设有左储料仓8,输送带11右侧的两个料仓支架5上设有右储料仓9。
所述的左右移载支架6为两个,分别设置在输送带11的左右两侧,左右移载机构7设置在两个左右移载支架6上端。
所述的左右移载机构7包括有左右移载支座70,左右移载支座70为L 字型设计,左右移载支座70的水平面设置在左右移载支架6上,左右移载支座70的垂直面上设有左移料电机701和右移料电机702,左移料电机701 和右移料电机702为等高设置,左移料电机701和右移料电机702的主轴上均设有移料摆臂703,移料摆臂703的端头设有转轴704和角度感应片 706,左右移载支座70垂直面上还设有角度传感器705,角度传感器705为两个,且与左移料电机701和右移料电机702的主轴等高设置,左右移载支座70垂直面上还设有左右移动导轨707,左右移动导轨707上设有两个上下移动滑块708,每个上下移动滑块708上均设有上下移动导轨709,上下移动导轨709的上端与转轴704连接,上下移动导轨709的下端设有吸附座710,吸附座710上设有两个等高设置的真空吸盘711。
所述的左储料仓8和右储料仓9均包括有储料仓底板80,储料仓底板 80上设有储料仓盒81,储料仓盒81内部的储料仓底板80上设有出料轨道 801、第一出料传感器802、第二出料传感器803。
所述的储料仓底板80的下部设有整列升降机构82,整列升降机构82 包括有整列升降支座821,整列升降支座821的底部设有升降电机822,升降电机822的主轴上连接有升降丝杆823,升降丝杆823上设有丝杆螺母 824,丝杆螺母824上设有升降立柱825,整列立柱825的上端设有整列托板826,整列托板826的上面设有锥头整列柱827,升降立柱825的侧面设有升降感应片828,整列升降支座821的侧面设有若干个高度传感器829。
所述的储料仓底板80的一端头设有推料机构83,推料机构83包括有推料气缸座831,推料气缸座831上设有推料气缸832和气缸导杆833,气缸导杆833的端头设有推料板834,推料气缸832的活塞杆与推料板834连接,推料板834与储料仓盒81对应设置,推料气缸832的缸芯与出料轨道 801平行设置。
实施例:
1、冲压后的铝型材产品逐个滑落至输送带11上,输送动力电机13把铝型材产品向后传输,并通过导料板12和导向器14自动调整产品方向,然后一一移送至限位档条15待移载,并通过进料传感器16检测来料数量,和控制进料启停;
2、左右移载机构7上的左移料电机701顺时针旋转取料,通过移料摆臂703带动左侧的真空吸盘711把铝型材产品抓起,然后左移料电机701 逆时针旋转180度,当角度感应片706旋转至角度传感器705位置,角度传感器705发出信号给控制系统,将真空吸盘711上的铝型材产品松开,放至储料仓盒81内的整列托板826上;
3、储料仓盒81内的铝型材产品每增加一个,升降机构82将整列托板 826下降一个产品高度,下降高度通过高度传感器829定位,升降机构82 将整列托板826下降至最低位高度传感器,此时产品整列堆叠达到极限高度,升降机构82完全降落,锥头整列柱827低于出料轨道801;
4、达到极限高度的一竖列铝型材产品通过推料机构83把堆叠好的一摞产品沿出料轨道801一次推出,直至第一出料传感器802接收到储料仓盒81满料信号为止;
5、人工从储料仓盒81仓取出整列好的一竖列铝型材产品进行摆放,当拿出最外端的一摞铝型材产品后,第二出料传感器803接收到料位空缺信号,推料机构83再次推出下一摞铝型材产品;
6、左储料仓8满料则左移料电机701停止工作,右移料电机702开始逆时针旋转取料,顺时针旋转向右储料仓9送料,左储料仓8和右储料仓9 可交替送料整列。
技术特点:本发明铝型材自动整列机,通过皮带线从模具上接送冲压下料铝型材产品,并可在输送带上自调整方向,移送至左右移载周转位置,铝型材产品通过左右移载机构,自动抓取移载堆叠至左右产品储存料仓,并自动堆叠整列,移载机构堆叠至指定数量产品,料仓推出机构自动往前推出产品,便于手工一次拿取摆放,相比于传统的手工整列搬运,具备自动整列、搬运等功能,很大程度上释放了手工作业的强度,且效率较高。
以上所述仅是本发明的较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
- 铝型材自动整列机
- 一种能够自动整列的新型整列机