一种悬浮拼装地板的制造方法
文献发布时间:2023-06-19 09:35:27
技术领域
本发明属于体育用品及地面铺装技术领域,特别涉及一种悬浮拼装地板的制造方法。
技术背景
单层的悬浮地板承受的力量有限,等诸多问题而限制于生产工艺厚度等问题,后来将原来的单层地板升级为单层结构或者多层结构;目前,篮球场、排球场以及网球场等场所为了提高运动性能、减小对运动人员绊倒时的损伤以及节约成本、方便安装,采用在地面铺设悬浮拼装地板的方式。悬浮拼装地板也称组合式运动地板,可直接铺装在水泥或沥青的基础表面,安装十分的简单,还可以随意拆卸。
悬浮拼装地板由于其安装拆卸简单、更换维护方便快速的优点,在近年来使用越来越普遍,可代替非低碳节能材料铺设道路广场,也可对运动场、食堂等场所进行铺设,悬浮拼接地板的主要优势如下:
(1)采用高强度PP聚丙烯材料一次成型,抗压、抗拉、抗紫外线、耐侯性强;
(2)用料环保,可循环再生利用,符合绿色环保要求;
(3)对基础的要求非常简单,可直接铺设在平坦的水泥或沥青基础上,无积水、开裂、起泡、脱层、脱皮之忧,日常维修非常简单;
(4)颜色多样可以自由搭配,新颖、美观。
然而现有的悬浮拼装地板在平时使用过程中也发现有一些不足之处,由于悬浮拼装地板材质易受温度影响,连接拼装完成后,处于夏季和冬季不同温度时,热胀冷缩会使悬浮拼装地板的外形发生形变,当悬浮拼装地板进行热胀冷缩时,相邻的悬浮地板之间会产生间隙或变形,悬浮地板因受热膨胀或冷却收缩变形而导致起拱或者拉裂,影响悬浮地板的使用寿命和舒适度,同时使悬浮地板的扣接处容易损坏,悬浮地板本身的寿命也会大大减少。
发明内容
针对现有技术所存在的问题,本发明提供了一种悬浮拼装地板的制造方法,包括以下步骤:
步骤一:定量加料;在密闭机电搅拌仓中,将定量PP聚丙烯原料和选好颜色的色母粉等按比例充分混合搅拌均匀;
步骤二:熔融塑化;将混合的颗粒原料通过助推器推入机台料筒,用电热元件充分加热至完全熔融;
步骤三:施压注射;机器启动,马达带动螺旋状的料杆旋转,料杆旋转产生的巨大推力将熔融的原料注射到固定图形图案的密闭悬浮地板模具中;
步骤四:冷却定型;用温控器控制降温,使熔融的地板凝固定型;
步骤五:启模检查;打开模具,取出地板,进入传送带,红外线检测仪进行精密误差检测。确定无误,装箱,送入库房,有误的直接排除;
步骤六:闭模;关闭模具,准备下一个循环。
进一步地,闭模之前还需要对磨具进行冲洗。
进一步地,所述步骤一至步骤六为生产悬浮地板的完整过程,当步骤六所述闭模完成时,则继续重复步骤一,形成完整的周期。
进一步地,步骤二中所述电热元件采用电磁加热器件。
进一步地,电磁加热器,采用浸入式电磁加热器。
进一步地,步骤四具体采用温控器控制降温,当温度达到预设温度时,温控器停止工作。
进一步地,温控器,其预设温度在5℃-10℃之间。
进一步地,所述步骤五,当地板被送入传送带时,红外线检测仪进行精密误差检测;确定无误,装箱,送入库房,有误的直接排除。
有益效果:
本发明提供了一种悬浮拼装地板的制造方法,形成了完整的周期,可循环工作,减少了人工的操作,使得制造过程更加精准;采用电磁加热器,减少了热量的浪费,提高了工作效率;采用温控器进行冷却操作,使得降温工作更加迅速也更加准确,避免地板在搬运过程中产生变形;采用红外线线检测仪,保证了产品的质量。
附图说明
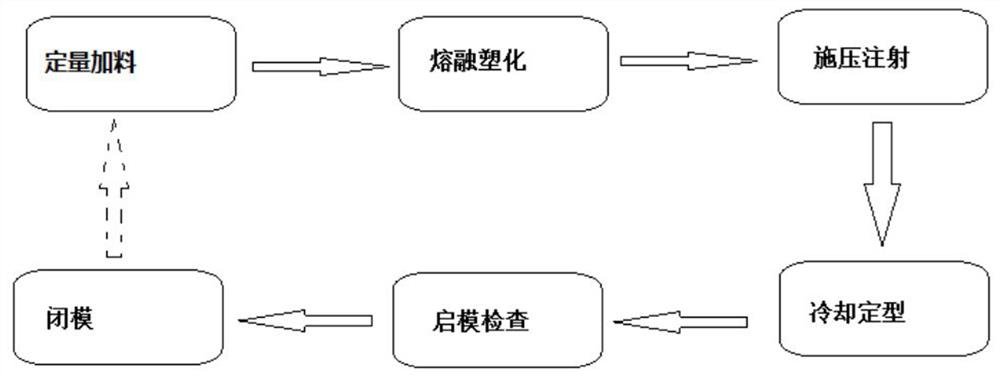
图1是本发明实施例所述的一种悬浮拼装地板的制造方法流程图。
具体实施方式
如图1所示,本发明提供了一种悬浮拼装地板的制造方法,包括以下步骤:
步骤一:定量加料;在密闭机电搅拌仓中,将定量PP聚丙烯原料和选好颜色的色母粉等按比例充分混合搅拌均匀;
步骤二:熔融塑化;将混合的颗粒原料通过助推器推入机台料筒,用电热元件充分加热至完全熔融;
步骤三:施压注射;机器启动,马达带动螺旋状的料杆旋转,料杆旋转产生的巨大推力将熔融的原料注射到固定图形图案的密闭悬浮地板模具中;
步骤四:冷却定型;用温控器控制降温,使熔融的地板凝固定型;
步骤五:启模检查;打开模具,取出地板,进入传送带,红外线检测仪进行精密误差检测。确定无误,装箱,送入库房,有误的直接排除;
步骤六:闭模;关闭模具,准备下一个循环。
进一步地,所述步骤一至步骤六为生产悬浮地板的完整过程,当步骤六所述闭模完成时,则继续重复步骤一,形成完整的周期,保证了生产的速度和质量。
进一步地,步骤二中所述电热元件采用电磁加热器件。
进一步地,步骤四具体采用温控器控制降温,当温度达到预设温度时,温控器停止工作。
进一步地,所述步骤五,当地板被送入传送带时,红外线检测仪进行精密误差检测;确定无误,装箱,送入库房,有误的直接排除。
实施例一:
步骤一:定量加料;在密闭机电搅拌仓中,将定量PP聚丙烯原料和选好颜色的色母粉等按比例充分混合搅拌均匀,其中,PP聚丙烯原料所占比例为90%-95%,色母粉所占比例为5%-10%;对颜色的要求不同,色母粉比例也不同。
实施例二:
步骤二:熔融塑化;将混合的颗粒原料通过助推器推入机台料筒,用电热元件充分加热至完全熔融,电热元件采用电磁加热器,采用浸入式电磁加热器,控制温度在165℃-180℃,保证pp聚丙烯材料与色母粉充分熔融,同时不会因为温度过高对机台料筒及机器造成损坏。
实施例三:
步骤三:施压注射;机器启动,马达带动螺旋状的料杆旋转,料杆的转速不低于200转/分钟,保证料杆旋转产生的推力能够将熔融的原料注射到固定图形图案的密闭悬浮地板模具中,保证原料不会在料筒内残留,料杆也并不与原料直接接触,避免了原料对料杆的污染;
实施例四:
步骤四:冷却定型;用温控器控制降温,使熔融的地板凝固定型;温控器预设温度在5℃-10℃,以保证地板完全凝固,不会因为搬运,震动而产生变形;同时采用温控器相比于自然冷却所用时间大大减少,使得整个循环的效率大大提高。
实施例五:
步骤五:启模检查;打开模具,取出地板,进入传送带,红外线检测仪进行精密误差检测。确定无误,装箱,送入库房,有误的直接排除;采用红外线检测仪对传送带上的地板进行误差检测,地板的长度,宽度,厚度,表面是否平整,都是需要进行检查的,红外线检测仪通过红外线的反射,可以同时收集到地板所有需要检测的参数,方便快捷,省时省力。
实施例六:
步骤六:闭模;关闭模具,准备下一个循环。关闭磨具之前,对磨具进行冲洗,以便进入下一个循环时,对下一个循环的产品没有影响。
- 一种凹槽式悬浮拼装地板支撑结构及悬浮拼装地板
- 一种悬浮式拼装地板和一体式悬浮弹垫有机结合体