控制和/或调节被设置为制造热塑性塑料的生产设施的方法和系统
文献发布时间:2023-06-19 09:36:59
技术领域
本发明涉及一种用于控制和/或调节被设置为制造热塑性塑料的生产设施的方法。此外,本发明还涉及用于执行所述方法的设备和系统。
背景技术
大规模采用的用于生产聚碳酸酯的方法是熔融聚碳酸酯(SPC)方法。根据所谓的熔体酯交换方法(也称为熔体方法)由诸如碳酸二芳基酯的有机碳酸酯和双酚在熔体中不使用额外溶剂的情况下制造的聚碳酸酯在经济上的重要性日益提高,因此是适用于许多应用领域的材料。根据熔体酯交换方法制造芳族聚碳酸酯是已知的,并例如在“Schnell”,Chemistry and Physics of Polycarbonates, Polymer Reviews, Vol. 9,Interscience Publishers, New York, London, Sydney 1964,在D.C. Prevorsek, B.T.Debona和Y. Kersten, Corporate Research Center, Allied Chemical Corporation,Moristown, New Jersey 07960的“Synthesis of Poly(ester)carbonate Copolymers”,Journal of Polymer Science, Polymer Chemistry Edition, Vol. 19, 75-90 (1980),在D. Freitag, U. Grigo, P.R. Müller, N. Nouvertne, BAYER AG的“Polycarbonates”,Encyclopedia of Polymer Science and Engineering, Vol. 11,第二版, 1988, 648-718页以及最后在Des. U. Grigo, K. Kircher和P.R. Müller的“Polycarbonate”,Becker/Braun, Kunststoff-Handbuch, Band 3/1, Polycarbonate,Polyacetale, Polyester, Celluloseester, Carl HanserVerlagMünchen, Wien 1992,117-299页中描述。
在制造方法结束时,以常见的方式将制得的热塑性塑料粒化,以简化其在后续加工方法的范围中作为原材料的使用。
可以用所有常见的用于热塑性塑料的方法来加工聚碳酸酯。在此,待加工材料的粘度非常重要,例如在注射成型中。为了制造具有适合于这种精加工方法的特性的产品并获得所需的产品质量,在制造聚碳酸酯时预给定了粘度的额定值。
在制造诸如聚碳酸酯的热塑性塑料时,一方面可以借助于受控过程来影响真实粘度,也就是所制造的塑料的实际粘度,另一方面可以借助于不受控制的过程来影响所述真实粘度。例如,可以根据用于制造的原材料对塑料粘度的影响来选择所述原材料,这代表一种影响粘度的受控过程。此外,许多不受控制的因素都可能导致真实粘度随时间而变化。这些因素可以是与生产设施相关的参数(例如磨损),或者可以是难以控制的因素,例如在生产地点随季节变化的环境温度。特别是,所制造的塑料的实际粘度可能会在设施的运行中变化,例如由于原材料质量的波动(杂质比例等)、由于两种原材料(例如DPC和BPA)之间的比例波动和/或由于对有助于生产的各个反应器的压力调节波动。此外,产品更换以及过程中的流量和负荷更换也可能导致所制造的塑料的实际粘度发生变化。
因此,要监视所制造的塑料的真实粘度,并且对应地适配对生产设施的控制。
为了对所述生产设施进行这种监视或控制,在已知类型的制造方法中,在制造期间并且以特定的离散的时间间隔(例如以1小时至4小时的采样率)从所述生产设施中采集样品。然后对采集的样品进行分析和评估。默认情况下,所述评估会提供关于所述样品的以下信息中的一项或多项:MVR(melt volume-flow rate,熔体体积流动速率)、MFI(meltflow index,熔体流动指数)、V数(粘度系数)、溶液粘度、支化度或颜色(YI)以及大多数情况下的分子量。这些信息指示所述样品的粘性行为。通过评估样品而获得的变量在下文中称为测量值。
所述分析和所述评价例如可以借助于ThomasMezger手册:DasRheologie-Handbuch,3. Print2000,VincentzNetworkGmbH&C,(332页)中描述的测量方法来进行,以便能够确定粘度。V值例如与相对粘度有关,该相对粘度是针对在二氯甲烷中0.5%的聚合物浓度测量的。MVR的值本身可以在标准化装置中在300℃时以1.2kg的重量针对高粘性材料测量,例如根据标准DINENISO1133-1。此外,众所周知,V数与MVR的值之间存在以下关系:MVR=a*(V数)
然后,为了评估开头部分提到的类型的测量值,以已知的方式将所述测量值与粘度额定值进行比较,所述粘度额定值是在产品质量的范围内预先定义的。基于连续的样品采集、样品评估和所述比较,可以评估对所述生产设施的控制需要适配到什么程度才能使粘度接近额定值。
诸如聚碳酸酯的热塑性塑料的大多数制造过程都是连续运行的。换句话说,所述生产设施大多是不间断运行的,特别是为了经济地进行制造。由于上述样品采集和对所制造的塑料的特性的评估以与停滞时间相对应的时间间隔准时地执行,因此对应地准时适配对设施的控制。由于所述制造的连续特性与所述测量或对所述控制的适配的离散特性之间的差异,所制造的塑料的真实粘度随时间推移会出现不规则现象。这最终会影响产品质量,并且可能产生大量次品。
此外,在评估所采集的样品时,很难考虑与所述生产设施有关的、可能影响所制造的塑料的粘度的因素。通常,在所述评估时仅考虑已知因素,例如粘度的温度依赖性。由此得出真实粘度与所述评估提供的测量值之间的差异。
从而US5412060A公开了一种用于制造具有特别均匀的相对粘度的聚碳酸酯的方法,甚至在较长的生产时间内以及在连续反应开始和停止时也是如此,在该方法中检测进料量和原料浓度的干扰对V数的影响,并将所述影响用于在考虑剂量以及剂量对测量变量的影响之间的时间延迟的情况下调整原料的剂量。在该文献中确定预测与测量之间的差异,例如以通过方差和平均值的统计数据的形式或白噪声测试的形式。如果与期望值存在偏差,则将这些统计数据用于适配估计动态。附加地,监视这些偏差以识别干扰。
此外,US4425790A公开了用于以流变学表征热塑性聚合物的方法和设备。特别地,US4425790A涉及在宽范围的剪切速率下连续地实时测量聚合物的粘度,其中可以预测所述聚合物的挤出特性。
然而已经发现,现有技术的方法难以操作,因为在持续进行的生产中难以直接确定粘度。
为了控制生产设施,可以通过简单的方式—例如通过改变粘性反应器中的压力(或真空)—来影响粘度。此外,反应器温度、停留时间和/或反应物比例可以改变。
发明内容
从现有技术出发,本发明的任务是提供一种用于控制和/或调节被设置为制造热塑性塑料的生产设施的方法,该方法避免或减少了上述问题,并且特别是使得能够最小化产品质量的波动。
为了从技术上解决该任务,本发明建议了一种用于控制和/或调节被设置为制造热塑性塑料的生产设施的方法,该方法包括:
-检测所述生产设施中的压力值;
-至少部分地基于所检测的压力值并且至少部分地基于所述热塑性塑料的粘性行为的温度依赖性以及体积流的温度依赖性,确定指示粘度的估计值;以及
-至少部分地根据校正因子来确定指示所述热塑性塑料的粘性行为的粘度值,其中所述校正因子指示设施状态,并且其中所述设施状态至少部分地通过至少一个主要生产参数确定。
所述生产设施的状态可能会发生变化,例如由于更换了具有不同粘度额定值和所述更换固有的过渡阶段的产品类型。此外,传感器可能随着时间而变化并具有偏移,然后该偏移会继续代入粘度的预测中。体积流测量也可以具有偏差。结垢和/或堵塞可能会在静态混合器中出现,不过也可能在其他设施部分中出现,并由此改变所述生产设施的状态(例如,压力损失的变化、热传递的变化)。
根据本发明的校正允许对设施状态的变化做出快速反应,从而使产品质量的波动最小化。
一方面,本发明基于以下认识,即,通过至少部分地基于所检测的所述生产设施中的压力值来确定指示粘度的估计值,可以实时或不间断地检测所制造的塑料的粘度。换句话说,可以无停滞时间地,也就是说以连续的方式确定所制造的塑料的粘度。因此可以对应于设定的粘度额定值连续地适配对所述生产设施的控制。因此,使得所制造的塑料的真实粘度连续地保持接近所述额定值,从而提高总体产品质量。
此外,这提供了检测在制造过程的运行中可能发生并且影响所制造的塑料的粘度的非期望干扰的可能性,并且对应地适配对所述生产设施的控制。由此产生更少的次品,从而总体上提高了产品质量。
另一方面,本发明基于以下认识,即考虑校正因子KF为产品更换过程提供了改进的可能性。在产品更换过程的范围内在同一生产设施中先后制造的不同产品可能具有不同的特性。可以在所述校正因子中考虑这些差异,特别是各种产品的粘性行为的差异。因此,通过改变校正系数可以考虑所制造的塑料的变化,并且可以继续确定粘度而无需其它耗费,所述确定与当前制造的塑料相适配。
所述生产设施的状态变化,例如由于结垢或传感器偏差(偏移)或体积流偏差以及产品更换过程引起的生产设施中的条件变化,可以通过所述校正因子进行映射,从而可以快速适配设施状态,并且可以生产具有期望规格和对产品质量的负面影响最小化的产品。
在本发明的范围中,术语“生产设施”特别是应理解为是至少一个设备的布置的设施,其中所述至少一个设备中的每一个设备被设置为至少部分地参与热塑性塑料的制造。特别地,在本发明的含义中应当包括以下生产设施,所述生产设施被设置为在温度和压力方面分阶段地制造聚碳酸酯。在此,温度可以在150℃至400℃的范围内分阶段设定,其中在每个阶段中的停留时间可以是15分钟至5小时,并且在每个阶段中的压力可以是1000mbar至0.01mbar(毫巴)。特别优选地,温度从一个阶段到另一阶段逐渐升高,并且压力从一个阶段到下一个阶段逐渐降低。
所述生产设施可以具有至少一个或多个设备,这些设备被设置为有助于热塑性塑料的生产过程。这样的设备可以例如是和/或包括以下设施中的一个或多个:
-压力传感器;
-用于制造塑料的原材料的进料设施;
-被设置为混合原材料的混合设施;
-催化剂;
-聚合设施;
-电容器;
-真空泵;
-传输设施;
-被设置为调节塑料粘度的反应器;以及
-静态混合器。
通常,在所描述的过程环境中使用静态混合器以将添加剂混合到主流中,一般是为了在多阶段或混合不同组分的情况下实现分散或为了改善热传递。所述静态混合器可以由本领域技术人员在现有技术的基础上对应地配置,例如根据文献US4062524、DE2532355、US6394644、EP1617980或EP2255947之一。所述停留时间在1秒至600秒之间,优选在10秒至100秒之间,特别优选在20秒至60秒之间。静态混合器的引入伴随着其整个长度上的压力损失。
优选地,通过用于检测压力的装置来检测所述生产设施中的压力,其中可以单独地或在所述生产设施中的多个位置处检测压力。通过检测所述生产设施中多个位置处的压力,可以进行比较,以例如获得关于压降的信息,例如压差值。所述压差值特别是可以对应于在第一位置处(例如在所述生产设施的静态混合器之前)检测的第一压力与在第二位置处(例如在所述静态混合器之后)检测的第二压力之间的差。
所述压力差特别是可以通过所述静态混合器来加以检测。为此,所述静态混合器通过用于分散的内部组件的结构而可能带来流动阻力。由此在所述静态混合器的整个长度上产生压力差或压力损失,该压力差或压力损失可以通过压力值来加以表征。所述静态混合器优选地在所述生产设施中布置在粘性反应器之后并且布置在排放泵之后。
在本发明的含义中,术语“压力值”应理解为指示所述生产设施中的压力或压力差(例如,压差值)的值。这可以是绝对值或相对值。诸如压差值的相对值可以由预先设定的值与当前值之间的差得出。同样,压差值可以由在先前进行的采集过程中确定并记录的值与当前值之间的差得出。在此,术语“压力值”特别是应理解为在所述生产设施的设备之前检测的压力与在该设备之后检测的压力之间的差。因此,这样的压力值对应于所涉及设备的入口与出口之间的压力差。如果所涉及设备布置在所述生产设施中的两个相邻阶段之间,则这样的压力值对应于这两个阶段之间的压降。在下文中,压力值被称为D
指示粘度的上述估计值应理解为在前述确定的范围中由对先前检测的压力值D
已经表明,这样的理论相关性不能单独映射所述过程,即借助于所述相关性确定的粘度值与实验室测量值之间可能会出现差异。优选通过偏差更新进行实验室值反馈,从而可以检测相关性随时间的可能变化。通过这种方式,可以将预测与实验室测量之间的偏差最小化。
根据本发明,至少部分地根据校正系数确定指示热塑性塑料的粘性行为的粘度值。为了简化理解,下面将该粘度值称为V
在所述方法的第一实施方式中,校正因子KF对应于基于统计计算的结果,其中该统计计算基于指示粘度的估计值V
在第一星座中,利用校正系数KF通过实验室中测量的粘度V
在另一星座中,所采集样品的特性与所述静态混合器上的压差成反比(例如MVR)。这里选择关系KF=1/V
在另一星座中,所采集样品的特性与所述静态混合器上的压差成反比(例如MVR)。这里选择关系KF=(V
术语“实验室粘度”应理解为特别是指至少一次实验室实验的结果,该实验室实验对从所述生产设施中采集的样品进行分析。从而这样的实验室粘度对应于由所述生产设施制造的塑料的直接测量的粘度。在下文中将这样的粘度称为V
历史值例如指示估计值V
在所述方法的另一实施方式中,所述至少一个主要生产参数指示以下特征值i)至iii)中的一个或多个:
i)塑料的温度;
ii)压力;
iii)通过所述生产设施的产出。
由此在使用所述校正因子计算粘度值V
在此优选如下计算粘度值V
在其中所述粘度与所述静态混合器上的压力损失成比例(例如V值)的星座中,得出以下关系式
在其中所述粘度与所述静态混合器上的压力损失成反比(例如MVR)的星座中,得出
在其中可以通过V〜a*(D
在此,d1,d2和d3是与所制造的塑料有关的常数。这些常数(数值)通常是最初在没有KF值的情况下根据最小二乘法在实验室值与运行数据之间进行参数适配得出的。因此确切的数值是特定于设施和/或产品的。
在此,f(T)是温度校正并且可以如下表达为:
其中优选地假设温度T
然后,校正系数KF在持续运行中进行适配(偏差更新)的情况下得出。
在所述方法的另一实施方式中,所述历史值指示所述设施状态和所述热塑性塑料的类型。例如,先前检测的历史值至少部分地基于所述设施状态和所述热塑性塑料的类型。由此在计算V
在所述方法的另一实施方式中,所述历史值是系列测量的结果。作为系列测量在这里理解为在特定的时间段内并且以特定的时间间隔重复进行样品采集和测量样品的粘度。从而可以获得系列历史值。然后,基于所述历史值的统计计算提供了在该系列测量的时间段内V
所述系列测量例如可以一次性执行。但是,重复进行所述系列测量是优选的,以便在计算V
在所述方法的另一实施方式中,所述方法还包括以下步骤:
-将所确定的并且指示所述热塑性塑料的粘性行为的粘度值与额定粘度值进行比较;
-确定至少一个调节信息,所述调节信息至少部分地基于所述比较的结果;以及
-输出所确定的调节信息或启动所确定的调节信息的输出,其中可以基于所确定的调节信息对所述生产设施进行控制和/或调节。
由此,一方面获得了实时反映所制造的塑料的粘度的信息,并且另一方面又实现了相对于要达到的粘度将所述生产设施的控制适配于所制造的塑料的粘度行为的可能性。
从而然后可以基于所获得的信息进行有意义的调节干预,例如改变一个或多个粘性反应器中的压力。
术语“额定粘度值”应理解为预先定义的值,例如在生产的需求曲线范围内。所述额定粘度值可以在要制造的塑料类型与其他塑料类型之间变化。在下文中,所述额定粘度值称为V
指示所述热塑性塑料的粘性行为的粘度值V
所述调节信息优选地指示上述生产参数之一。在此,,所述调节信息对应于为了将来获得粘度值V
在所述方法的另一实施方式中,至少部分地根据所述调节信息来控制和/或调节所述生产设施。由此得到一种调节回路,该调节回路使得至少能够考虑所制造的塑料的类型和设施状态,以使所制造的塑料的粘度与所述额定粘度值近似。
在本发明的范围中,术语“调节”应理解为一种根据DIN IEC60050-351标准的过程,在该过程中持续地将检测调节变量的变量与另一变量(即参考变量)相比较并且在与所述参考变量近似的含义下影响所述检测调节变量的变量。所述调节的特征是闭合的作用序列,其中所述调节变量在调节回路的作用路径中持续地影响自身。相反,控制仅包括设置根据该控制而提供的变量,而该变量不持续地影响自身。
在此,所述调节变量是压力值D
在所述方法的另一实施方式中,所述方法形成调节回路,并在制造热塑性塑料期间连续地或以预定的时间间隔离散地运行。
通过连续地运行所述调节,可以补偿制造过程的连续特征与开头描述的用于实验室实验的样品采集的离散特征之间的差异。由此避免了开头提到类型的所谓的停滞时间,并且可以在所述生产设施中使用具有短响应时间的设备。另外,可以实时地补偿所制造的塑料的粘度与额定粘度值V
在所述方法的另一实施方式中,所述方法进一步包括以下步骤:
-将由所述生产设施制造的热塑性塑料进行从第一类型的热塑性塑料到其他类型的热塑性塑料的产品更换,其中所述调节回路继续运行。
因此,在所述调节时可以考虑由所述生产设施先后制造的两种不同塑料的类型。由于所述调节回路继续运行,也就是说,由于在两个分别取决于塑料类型的校正系数之间进行切换,减少或最小化了产品更换时的B货和/或次品。
在所述方法的另一实施方式中,为了确定在所述产品更换后指示所述热塑性塑料的粘性行为的粘度值,所述校正因子是基于历史值的,所述历史值至少部分地指示了其他类型的热塑性塑料。尤其是可以基于历史值使用卡尔曼滤波器、中值滤波器或n阶延迟元件(PTn)来计算校正因子KF。由此例如不仅考虑了由文献已知的塑料特性,而且考虑了与设施条件和/或生产条件有关的组件。因此可以提高产品质量。
根据本发明的任务还通过一种设备来解决,该设备被设置为执行和/或控制一种或多种上述方法,或者包括用于执行和/或控制一种或多种上述方法的步骤的相应装置。
根据本发明的设备的装置可以包括硬件组件和/或软件组件。所述装置例如可以包括具有计算机程序的程序指令的至少一个存储器以及被构造为执行来自所述至少一个存储器的程序指令的至少一个处理器。因此,根据本发明还应当理解为公开了一种设备,该设备包括至少一个处理器和具有程序指令的至少一个存储器,其中所述至少一个存储器和所述程序指令被设置为与所述至少一个处理器一起促使输出模块或传感器模块执行和/或控制根据本发明的第一方面或第二方面的方法。
替代地或附加地,所述设备的装置可以进一步包括一个或多个传感器和/或一个或多个通信接口。
通信接口应当理解为例如无线通信接口和/或有线通信接口。
无线通信接口例如是根据无线通信技术的通信接口。无线通信技术的示例是诸如射频识别(RFID)和/或近场通信(NFC)和/或蓝牙(例如蓝牙版本2.1和/或4.0)和/或无线局域网(WLAN)的局部无线电网络技术。例如,根据ISO标准18000、11784/11785和ISO/IEC标准14443-A和15693来规定RFID和NFC。例如,在IEEE 802.11系列的标准中规定了WLAN。无线通信技术的另一个示例是超局域无线电网络技术,例如移动无线电技术,例如全球移动通信系统(GSM)和/或通用移动电信系统(UMTS)和/或长期演进(LTE)。GSM、UMTS和LTE规范是由第三代合作伙伴计划(3GPP)维护和开发的。
有线通信接口是例如根据有线通信技术的通信接口。有线通信技术的示例是局域网(LAN)和/或总线系统,例如控制器局域网总线(CAN总线)和/或通用串行总线(USB)。例如根据ISO标准ISO 11898来规定CAN总线。例如在IEEE 802.3系列的标准中规定了LAN。可以理解,所述输出模块和/或所述传感器模块也可以包括未列出的其他装置。
此外,根据本发明公开了一种计算机程序,该计算机程序包括程序指令,所述程序指令被构造为当所述计算机程序由处理器执行时促使设备执行和/或控制根据本发明的第一方面和/或第二方面的方法或根据本发明的系统。
此外,公开了一种计算机可读存储介质,其包含根据本发明的计算机程序。可以将计算机可读存储介质构造为例如磁的、电的、电磁的、光学的和/或其他类型的存储介质。这样的计算机可读存储介质优选地是有形的(即“可触摸的”),例如被构造为数据载体设备。这样的数据载体设备例如是便携式的或固定地安装在设备中。这样的数据载体设备的示例是具有随机存取(RAM)的易失性或非易失性存储器(例如NOR闪存)或具有顺序存取的易失性或非易失性存储器(例如NAND闪存)和/或具有只读存取的存储器(ROM)或具有读/写存取的存储器。例如,计算机可读应当理解为可以从计算机或服务器设备读取和/或写入存储介质,例如由处理器。
在本发明的范围中,术语“控制”一般理解为经由一个或多个设备影响一个或多个生产参数。这种控制包括根据实际值与额定值之间的比较结果进行的调节,其中例如受控的生产参数继而影响以此方式调节的生产参数的进一步迭代。当前情况下是在V
所述设备可以代表整个生产设施或是生产设施的至少一部分。也可以将对热塑性塑料的制造有贡献的其他设施视为本发明含义内的设备或包括在所述设备中。
在所述设备的第一实施方式中,提供了粘性反应器。这样做的优点是,例如这种粘性反应器可以包括在上述调节回路中。因此,可以通过调节所述粘性反应器来适配所制造的塑料的粘度。特别是可以通过在高粘度反应器中设置压力,更精确地说是真空来影响粘度。
在此,用于确定压力差的静态混合器优选地布置在排出泵之后并且布置在所述粘性反应器的出口处。
粘性反应器特别是应理解为一种反应器,该反应器被设置为专门影响所制造的塑料的粘度,例如通过影响该反应器中的压力。例如使用盘式反应器。所述盘式反应器混合并具有通过将粘性物质近似向上拉成薄膜来产生大表面的任务。由此例如使溶剂蒸发。粘度随着反应器长度/反应时间的增加而增加。
粘度随停留时间而变化。可以使用多于一个被设计用于不同粘度或粘度范围的反应器。
根据本发明的任务还通过一种系统来解决,所述系统包括一个或多个设备,这些设备被一起构造和/或设置为执行一个或多个上述方法步骤。所述系统包括例如用于在生产设施中检测压力值的检测装置,用于确定指示粘度的估计值的确定装置,其中所述确定至少部分地基于所检测的压力值并且至少部分地基于热塑性塑料的粘性行为的温度依赖性,以及用于确定指示所述热塑性塑料的粘性行为的粘度值的确定装置,其中所述确定至少部分地基于指示设施状态的校正因子,并且其中所述设施状态至少部分地由至少一个主要生产参数确定。
在所述系统的第一实施方式中,提供用于输入历史值和/或用于输入额定粘度值的输入装置。由此可以在控制和/或调节所述系统的一个或多个设备时考虑历史值和/或额定粘度值,所述历史值未通过所述系统本身产生或尚未存储在所述系统中。
这样的输入对于设置所述系统事先未知的额定粘度值(例如为了制造新塑料)特别有实际意义。
在所述系统的另一实施方式中,提供用于确定至少一个调节信息的确定装置,其中所述确定基于所确定的并且指示所述热塑性塑料的粘性行为的粘度值与额定粘度值之间的比较结果。
所述确定装置可以是例如计算机可读存储介质或根据以上描述的设备的装置。
在所述系统的另一实施方式中,提供用于输出所确定的至少一个调节信息的输出装置。这使得在所述系统的参与调节回路的设备之间能够进行通信。因此,例如可以首先由确定装置确定调节信息,然后由所述输出装置输出所述调节信息,以便随后被传送到调节装置。
在所述系统的另一实施方式中,提供一种调节装置,所述调节装置被设置为执行一个或多个设备的控制和/或调节,其中所述控制和/或调节至少部分地基于所确定的至少一个调节信息。
术语“调节装置”特别是应理解为一种装置,该装置在调节回路中被设置为在用于检测压力值的至少一个装置与所述系统的至少一个设备的至少一个控制装置之间进行连接。优选将这种控制装置设置成影响生产参数,例如压力。在此,所述调节装置可以具有和/或包括用于计算粘度的估计值V
附图说明
图1以示意图示出了用于控制和/或调节被设置为制造热塑性塑料的生产设施的方法的设计;以及
图2以示意图示出了用于执行图1的方法的系统的设计。
具体实施方式
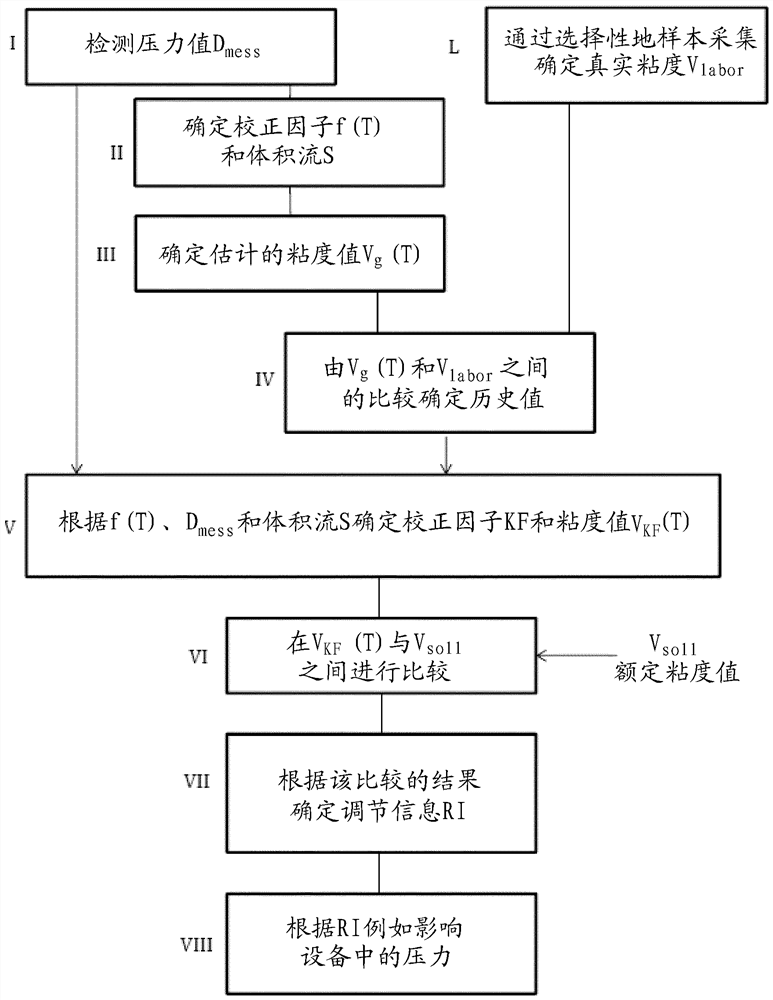
图1以示意图示出了用于控制和/或调节被设置为制造热塑性塑料的生产设施的方法的设计。在下文中,所示出的方法的步骤用罗马数字表示,以帮助理解。从而在图1中示出以下步骤:
I:检测压力值D
II:确定校正因子f(T),确定体积流S;
III:确定估计的粘度值V
IV:通过V
V:根据f(T)、D
VI:在V
VII:根据所述比较的结果确定调节信息RI;以及
VIII:据RI例如根影响所述设备中的压力。
步骤I至VIII按上述顺序先后执行。
在图1中标记为L的另一步骤对应于通过选择性地采集样品和直接测量所采集的样品的粘度来确定实验室粘度V
在第一步骤I中,在所述生产设施的分布中测量在所述生产设施的设备之前的第一压力和在该设备之后的第二压力。计算所述第一压力与所述第二压力之间的差,从中确定压力值D
在第二步骤II中,确定温度校正f(T)以及体积流S。
在第三步骤III中,在压力与粘度之间的哈根-泊苏尔相关关系中并且在考虑温度依赖性的情况下引入压力值D
在第四步骤IV中,在从步骤II得到的值V
在第五步骤V中,基于在步骤I中测量的压力值D
对于其中粘度与静态混合器上的压力损失成比例(例如V数)的测量方法,得出以下关系式
对于其中粘度与静态混合器上的压力损失成反比的测量方法(例如MVR),得出
对于其中可以通过V〜a*(D
在此,d1,d2和d3是取决于所制造的塑料的常数。这些常数(数值)通常是最初在没有校正因子KF的情况下根据最小二乘法在实验室值与运行数据之间进行参数适配得出的。因此确切的数值是特定于设施和/或产品的。
在第六步骤VI中,将从前一步骤确定的值V
在第七步骤VII中,基于来自步骤VI的比较结果来确定调节信息RI。在此,所述调节信息是关于压力的信息,该压力将在所述生产设施的设备中设置,以减小V
所述设备是在步骤1中在其之前或之后测量第一压力和第二压力的设备。
在第八步骤VII中,来自步骤VII的调节信息R1用于控制和/或调节(例如设置)所述设备,由此影响所述设备中的压力。所述设备优选是粘性反应器。
图2以示意图示出了用于执行根据图1的方法的系统2的设计。系统2包括静态混合器4,该静态混合器是生产设施6的一部分并且被设置为制造热塑性塑料。此外,系统2包括用于检测压力值的装置(在当前情况下以压力传感器8的形式)、存储介质(在当前情况下以数据载体10的形式)和计算机单元12。
所述系统的相应部件经由通信连接而连接,该通信连接在图2中借助于粗虚线箭头示意性地示出。
在制造热塑性塑料时,该塑料通过静态混合器4。在此过程中,在静态混合器4的入口与静态混合器4的出口之间出现压力损失。
压力传感器8被设置为检测两个压力,例如通过两个传感器。在图2中,压力传感器8检测静态混合器4的入口处的第一压力D
压力传感器8具有通信装置,该通信装置被设置为与计算机单元12以及与数据载体10通信连接。从而一方面,在连续压力测量的过程中获得的D
在数据载体10中存储额定粘度值V
计算机单元12具有存储介质和程序指令,所述程序指令存储在所述存储介质上并且可执行。所述程序指令在这里写在公共程序中,并且分别被提供用于执行计算。
基于从压力传感器8传送的压力值D
计算机单元12基于多个历史值并且通过其他程序指令来计算校正因子f(T
然后将调节信息RI传送到控制和/或调节装置14,所述控制和/或调节装置被设置为控制粘性反应器16。所述粘性反应器布置在生产设施6中的静态混合器4之前,并且被设置为影响塑料的粘性行为。调节装置14对应于调节信息RI来设置粘性反应器16。结果,根据调节信息RI来影响塑料的粘性行为,从而在稍后将塑料通过静态混合器4时改变了静态混合器4的入口处的压力与静态混合器4的出口处的压力之间的差。
从而所述系统形成了有助于减小产品质量波动的调节回路。
在本说明书中描述的示例性实施方式/实施例应被理解为既被单独公开又彼此以所有组合公开。特别地,在当前情况下不应将由所述方式包括的特征的描述理解为该特征对于实施例的功能是必要的或重要的,除非明确地以相反方式进行解释。在本说明书中的各个流程图中描述的方法步骤的顺序不是强制性的,可以想到所述方法步骤的替代顺序。可以以不同的方式来实现这些方法步骤,从而可以想到以软件(通过程序指令)、硬件或两者的组合以实现所述方法步骤的方式实现。权利要求中使用的诸如“包括”、“具有”、“包含”等术语不排除其他元件或步骤。短语“至少部分地”既包括情况“部分地”也包括情况“完全地”。短语“和/或”应当理解为,应公开替代以及组合二者,即,“A和/或B”表示“(A)或(B)或(A和B)”。在本说明书的上下文中,多个单元、人员等是指多个单元、人员等。不定冠词的使用不排除多个。单个装置可以执行权利要求中提到的多个单元或装置的功能。权利要求中说明的附图标记不应被视为对所使用的装置和步骤的限制。
在附图中示出和描述的实施例仅用于解释本发明,而不是要限制本发明。
附图标记列表
2 系统
4 静态混合器
6 生产设施
8 压力传感器
10 数据载体
12 计算机单元
14 控制和/或调节装置
16 粘性反应器
18 温度传感器。
- 控制和/或调节被设置为制造热塑性塑料的生产设施的方法和系统
- 新型橡胶-热塑性塑料多组分系统、由其生产的橡胶-热塑性塑料复合模制品、它们的用途及生产方法