一种智能化打码工作站系统及控制方法
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及打码工作站领域,尤其涉及一种智能化打码工作站系统及控制方法。
背景技术
目前,在工业生产中,特别是在管附件法兰套管上下料中,采用人工的操作方式。一般的作业区设置多台气动打码机,工作人员从料架或料堆里按单元附件清单挑拣要打的法兰或套管,用小推车送到打码区给另外的工作人员进行上机打码,打码工作人员从小推车上拣法兰或套管,再拿到打码机上夹紧,手工把管子编号录入电脑,确定后机器开始打码,打码完成后松掉夹具,把法兰或套管放回小车,整个单元完成后小车推到理料区卸放法兰或套管,整个过程结束。
这种传统的人工打码的方式工作效率极低,拖慢了生产工程进度,不利于现代化工业进程的发展。
发明内容
本发明提供了一种智能化打码工作站系统及控制方法,通过工控机系统、机器人系统和打码工作站的结合使用,代替了传统的人工打码方式,以解决传统人工打码方式工作效率低下的技术问题,从而通过智能化控制打码提高工作打码效率,进而实现加快生产工程进度。
为了解决上述技术问题,本发明实施例提供了一种智能化打码工作站系统,包括:工控机系统、机器人系统、打码工作站、现场控制系统和打码信息管理系统;
所述工控机系统用于向所述机器人系统发送控制指令并接收由所述机器人系统发送的执行完成信号;所述机器人系统用于根据所述控制指令将待打码零件移动到所述打码工作站完成打码;所述打码工作站用于对待打码零件定位紧固进行打码;所述现场控制系统用于与机器人系统和打码工作站进行信息通信,并可与上位计算机进行打码信息、打码物量通信;所述打码信息管理系统用于获取并储存打码信息,以及向所述打码工作站发送所述打码信息。
作为优选方案,所述机器人系统具体用于:
根据接收的所述控制指令从储料架中夹取待打码零件放置到打码工作站中,并向打码工作站发送放置完成信号,以使打码工作站对待打码零件进行打码;
接收由打码工作站发出的打码完成指令后,从打码工作站中夹取打码完成零件,并向打码工作站发送零件取走信号;
将打码完成零件放置在预设的移动料框内,并向工控机系统发送执行完成信号。
作为优选方案,所述机器人系统还用于:
接收由工控机系统发送的拾取指令,并根据所述拾取指令将待打码零件从预订区域放置到储料架;
识别储料架上的待打码零件数量,当判断当前数量小于预设阈值时,向所述工控机系统发送预警信号。
作为优选方案,所述打码工作站还用于:从工控机系统中接收打码信息;
所述打码工作站包括多个打码工位模块,每一个所述打码工位模块具体用于:
接收由机器人系统发送的放置完成信号后,对待打码零件进行加紧,并根据接收的打码信息对待打码零件进行打码;
打码完成后,向机器人系统发送打码完成指令,以使机器人系统取走打码完成零件。
作为优选方案,所述智能化打码工作站系统还包括:
电箱,所述电箱具有总电源供断电功能,用于上电后对机器人和打码工作站进行自检功能;
储料架,所述储料架具有可竖向放置法兰或水平放置套管的功能,所述储料架还具有放置一个套管后限位的功能,所述储料架不采用动力装置;
护栏,所述护栏设置在工作站系统周边,所述护栏周边设置有储料架上料位置、打码完毕法兰放置小车区域、人工进行打码行走区域。
作为优选方案,所述智能化打码工作站系统还包括:现场信息显示大屏幕,所述现场信息显示大屏幕用于显示已经完成打码的零件批次以及还未打码的零件批次、显示已经完成打码的零件数量,以及显示正在打码的零件批次以及完成此次批次的零件数量。
作为优选方案,所述打码信息包括待打码零件参数、工位参数和打码内容参数。
本发明实施例提供了一种智能化打码工作站控制方法,包括:
预先将待打码零件放置在储料机构内,并把移动料框固定在指定位置内;
通过通信网络将待打码零件的打码命令发送到工控机系统进行储存;
通过工控机系统向机器人系统发出所述打码命令,以使机器人系统接收所述打码命令后夹取相应的待打码零件并将待打码零件放置在打码工作站中;
打码工作站接收到由机器人系统发送的放置完成信号后,对待打码零件进行加紧,并根据接收的打码信息对待打码零件进行打码;
打码完成后,向机器人系统发送打码完成指令,以使机器人系统取走打码完成零件并将打码完成零件放入移动料框内,完成打码任务。
作为优选方案,所述通信网络包括无线网络、有线网络或蓝牙通信网络。
作为优选方案,在所述完成打码任务后,还包括:通过工控机系统显示当前工作进程状态。
相比于现有技术,本发明实施例具有如下有益效果:
本发明通过工控机系统、机器人系统和打码工作站的结合使用,代替了传统的人工打码方式,以解决传统人工打码方式工作效率低下的技术问题,从而通过智能化控制打码提高工作打码效率,进而实现加快生产工程进度。
附图说明
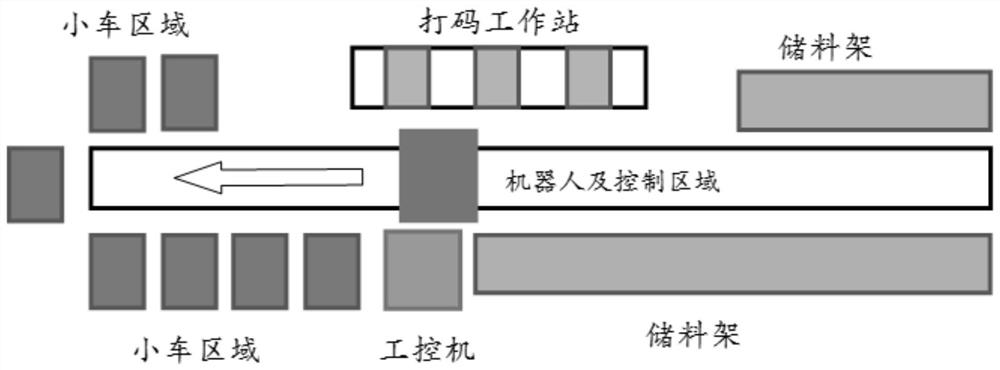
图1:为本发明智能化打码工作站系统的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参照图1,本发明优选实施例提供了一种智能化打码工作站系统,包括:工控机系统、机器人系统、打码工作站、现场控制系统和打码信息管理系统;
所述工控机系统用于向所述机器人系统发送控制指令并接收由所述机器人系统发送的执行完成信号;所述机器人系统用于根据所述控制指令将待打码零件移动到所述打码工作站完成打码;所述打码工作站用于对待打码零件定位紧固进行打码;所述现场控制系统用于与机器人系统和打码工作站进行信息通信,并可与上位计算机进行打码信息、打码物量通信;所述打码信息管理系统用于获取并储存打码信息,以及向所述打码工作站发送所述打码信息。
具体地,现场控制系统具体用于:1)可以实时与机器人、打码工作站之间进行信息通信,并可与上位计算机进行打码信息、打码物量通信;2)可显示机器人与打码工作站的工作状态、打码物量;3)可显示储料架上的法兰与套管数量(手动输入原始数量);4)可显示打码完成法兰放置区域对应的分段、单元号等其他隶属信息;5)工控机向打码工作站发送一个工位及一个打码信息;6)工控机向机器人发送储料架层数、法兰数量、打码工位一个工位及一个打码信息;7)工控机负责机器人、打码工作站等现场设备的气动、停止、关闭等操作。
具体地,打码信息管理系统具体用于:1)从造船管理系统提取法兰、钢套管打码信息;2)待打码信息汇总,并根据生产托盘等信息批量发送待打码信息给现场控制系统;3)查询生产现场打码信息的打码情况,进行任务管理。
在本实施例中,所述机器人系统具体用于:根据接收的所述控制指令从储料架中夹取待打码零件放置到打码工作站中,并向打码工作站发送放置完成信号,以使打码工作站对待打码零件进行打码;接收由打码工作站发出的打码完成指令后,从打码工作站中夹取打码完成零件,并向打码工作站发送零件取走信号;将打码完成零件放置在预设的移动料框内,并向工控机系统发送执行完成信号。在本实施例中,所述机器人系统还用于:接收由工控机系统发送的拾取指令,并根据所述拾取指令将待打码零件从预订区域放置到储料架。在本实施例中,所述机器人系统还用于:识别储料架上的待打码零件数量,当判断当前数量小于预设阈值时,向所述工控机系统发送预警信号。
具体地,机器人系统功能包括:1)机器人从多层储料架一一夹取法兰或套管,并特定放置到打码工位的功能;2)机器人从特定一个区域拾取法兰放置到储料架功能;3)机器人具有分单元在不同位置区域放置法兰的功能;4)机器人具有判断储料架上法兰或套管数量较少时预警功能;5)机器人放置套管或法兰于打码工位后,机器人向打码系统发送法兰工位放置完成信息;6)机器人具有接收打码系统发送的打码完成信息,并从打码工位夹取法兰或套管,并向打码系统发送法兰工位取走完成信息;7)机器人具有接收工控机发来的储料架上法兰或套管信息,机器人向工控机发送机器人工作状态;8)机器人在长形轨道上根据任务自由准确行走,并设定轨道末端限位;9)机器人向打码工作站发送一个法兰取走信息,向工控机发送一个法兰分类放置完成信息。
在本实施例中,所述打码工作站包括多个打码工位模块,每一个所述打码工位模块具体用于:接收由机器人系统发送的放置完成信号后,对待打码零件进行加紧,并根据接收的打码信息对待打码零件进行打码;打码完成后,向机器人系统发送打码完成指令,以使机器人系统取走打码完成零件。在本实施例中,所述打码工作站还用于:从工控机系统中接收打码信息。
具体地,打码工作站功能包括:1)具有三个打码工位,可打码法兰或套管;2)加紧,打码工作站在收到机器人发送的法兰或套管放置完成信息后,打码工位夹紧法兰或套管;3)打码,打码工位根据接收的打码信息、法兰或套管型号自动完成打码工作;4)打码工位打码完成后,打码系统向机器人发送工位打码完成信息;5)打码工作站具有半自动打码工作方式,接收来自现场工控机发来的手动打码方式状态信息、法兰或套管信息、工位信息、打码信息,打码完成后打码工作站向现场工控机发送打码完成信息;6)打码工作站向工控机发送打码工作状态、打码物量。
应当说明的是,在上述任一实施例中,所述打码信息包括待打码零件参数、工位参数和打码内容参数。
此外,本发明提供的智能化打码工作站系统还包括:1)电箱具有总电源供断电功能,上电后,机器人和打码工作站具有自检完成功能;2)储料架具有可竖向放置法兰或水平放置套管的功能,储料架具有放置一个套管后限位的功能,储料架不采用动力装置;3)管法兰智能自动化打码工作站具有周边护栏,但留有储料架上料位置、打码完毕法兰放置小车区域、人工进行打码行走区域;4)上位计算机具有从造船系统获取法兰、套管打码物量、打码信息的功能,并具有与现场工控机通信功能;5)完工后接法兰、套管的小车尺寸,小车数量。手推车长800*宽650,轮子直径200,机器人边摆放手推车3-5台接打好的物件,车间总共需要30台。6)现场信息显示大屏幕,显示已经完成打码的零件批次以及还未打码的零件批次;显示已经完成打码的零件数量;显示正在打码的零件批次以及完成此次批次的零件数量;7)安全围栏、安全门、电箱的颜色为黄色,机器人的颜色按实际颜色,其它机器的颜色可由客户提供。
本发明实施例提供了一种智能化打码工作站控制方法,工作流程为:人工储料→输入命令→机器人自动上料→打码位置机构夹紧→自动打码→机器人自动下料→移动料框储料→产品入库。本控制方法的具体步骤包括:
S1,预先将待打码零件放置在储料机构内,并把移动料框固定在指定位置内;
人工把一批需要打码的不同规格的管法兰放入相应的储料机构内(比如相对应的DN15、DN20、…DN300),把一批需要打码的不同规格的钢套管放入相应的储料机构内(比如相对应的DN15、DN20、…DN50);并把移动料框拖动至指定位置放好固定,然后把安全围栏的安全门关好;
S2,通过通信网络将待打码零件的打码命令发送到工控机系统进行储存;在本实施例中,所述通信网络包括无线网络、有线网络或蓝牙通信网络。
具体为:在电脑上通过无线网络或有线网络或蓝牙将要打码批次的零件命令发送到工控机上储存起来;
S3,通过工控机系统向机器人系统发出所述打码命令,以使机器人系统接收所述打码命令后夹取相应的待打码零件并将待打码零件放置在打码工作站中;
人工操作工控机屏幕向机器人发出信号,机器人开始工作按接收到的信号内容,通过轨道移动至相应的位置夹取信号中要打码的零件,将零件放入对应的打码工位上并向打码机输出信号,机器人松开零件并移动到某位置的同时打码工位将零件定位紧固后开始打码;
S4,打码工作站接收到由机器人系统发送的放置完成信号后,对待打码零件进行加紧,并根据接收的打码信息对待打码零件进行打码;
打码完成后,打码机复位并向机器人输出完成打码的信号,机器人接收到信号后夹取完成打码的零件将其放入移动料框内,至此完成一个零件的打码任务;
S5,打码完成后,向机器人系统发送打码完成指令,以使机器人系统取走打码完成零件并将打码完成零件放入移动料框内,完成打码任务。
机器不断重复循环工作下去,直至完成一个批次的任务,接着继续下一批次的工作任务。
在本实施例中,在所述完成打码任务后,还包括:S6,通过工控机系统显示当前工作进程状态。
大显示屏幕和工控机的屏幕上都会同时显示工作的进程,比如显示今天要完成的工作任务、实时显示已经完成的零件数量及批次、显示剩余为未完成的工作量。
本发明的优点在于:
1.实施自动打码智能工作站后,1个操作人员从料堆或料架上补充指定机器人放料区,单元附件的管子编号已在管子系统编好送到打码工作站,操作人员点击提取即可,机器人自动从放料区拣料到打码站,打完码机器人又夹取法兰或套管送到小推车,操作人员可按批量打完字码,打好的字码放在推车上,实施不落地,直接送到铜工的装配工位。
2.可以减少3个人,上下法兰或套管不需要人做,减轻员工劳动强度,上、下法兰套管机器人做,自动程度高,单个时间需要1-2分钟,整体打码效率提高3-4倍。
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步的详细说明,应当理解,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围。特别指出,对于本领域技术人员来说,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种智能化打码工作站系统及控制方法
- 一种智能化快递柜的取件码生成控制方法