涂覆不锈钢物体的电解处理方法
文献发布时间:2023-06-19 09:52:39
本发明涉及一种用于在不锈钢上进行电解处理以允许随后的其他金属涂层的电沉积操作的系统。特别地,但不以限制性方式,本发明适用于制造用于个人用途,因此与人关系密切,通常与皮肤长时间接触的物体。
例如,可以提及以下类别的物体:眼镜框架、手表、珠宝和装饰品、笔、服装配件,以及在任何情况下都要求环境卫生和无过敏条件的那些制品,如以下将详细描述的。
更特别地,本发明涉及一种由排外地属于元素周期表的第3至12族(过渡金属族)的可以电沉积的金属的水溶液通过电沉积制备的,牢固地粘附至不锈钢基材的金属层的涂覆方法,所述金属不包括镍、钴和镉元素,这是由于它们对健康的危害,且不包括钌、铑、钯、银、锇、铱、铂、金和铼,这是由于它们的高成本。
不锈钢由于其耐腐蚀的特性而广泛用于许多生产领域,其适合于制造与皮肤长时间接触的制品。特别地,根据最近的研究,某些类型被认为没有镍转移的风险。
在当前的实践中,不锈钢经常与其他金属结合使用,出于功能或美观的原因,许多所述金属需要进行电解涂覆处理。因此,适用于也有效地涂覆至不锈钢的电镀处理的使用是必不可少的。
已知,由于不锈钢的氧化铬层可以保护不锈钢,因此不锈钢需要进行表面处理,以涂覆具有足够粘附特性的涂层。
粘附度是确保最终产品符合多种使用情形的决定因素。在适当制备表面之后,必须有有效且安全的处理系统,而在涂覆方式中没有严重问题。实际上,粘附方面的缺点,在不进行特定测试的情况下难以检测,其有时是破坏性的,并且对制品的后续功能构成严重的风险。
当前使用的系统是:
1.通过机械或电解(阳极溶解)处理将表面粗糙化;这些方法通常限于技术制品,所述制品随后将通过自动催化系统(例如“无电镀镍”)覆盖,所述制品即使在不锈钢上不具有粘附特性,也具有以下特征:产生具有“护套”效果的连续涂层的能力。
2.使用所谓的伍德镍浴进行电解镀镍,所述伍德镍浴由24%N1Cl
3.在各类型的添加剂存在下,基于Au金属量在2.0至4.0g/l之间的AuCl
在第一种情况下,当它接受电解涂层时根本无效。而且,该解决方案显然不适用于不改变亮度的光滑表面,因此,大多数个人使用的物体都被排除在外。
在第二种情况下,由于镍层的涂覆,镍是易腐蚀的金属,该解决方案取消不锈钢的外观。在被设计成与皮肤接触的制品的情况下,非合金镍的存在导致需要涂覆保护性涂层,用于即使在长时间使用制品后也避免其转移,并通过耗时且可靠性有限的分析程序证明制品不引起过敏反应。此外,该解决方案有利地要求使用对于操作者而言被认为具有致癌性的方法。
在第三种情况下,该解决方案仅在不锈钢最终镀金的方法的情况下在经济上有效;用作预处理,其导致金的浪费,金是极其昂贵的材料,注定会被不太贵重的材料(例如铜及其合金)覆盖。粘附程度也不足以通过通常要求的测试(见下文)。
因此,需要一种解决方案,该解决方案允许特别是在用于个人使用的物体上使用不锈钢,其对使用者无害并且对所涉及的操作者无毒,并且从技术上有效且从经济角度讲方便。
本发明的目的是克服上述缺点,并提供一种牢固地粘附至不锈钢表面的金属层的可靠的涂覆方法。
通过根据所附权利要求1的涂覆金属层的方法,可以实现该目的以及下面将更充分体现的这些目的和其他目的。
在相应的从属权利要求中指出了根据本发明的方法的详细步骤。
因此,本发明的一个特定目的是牢固地粘附至不锈钢物体的表面的金属层的涂覆方法,根据操作实践中采用的程序,所述方法包括以下操作:
1.根据需要通过机械和/或化学方法消除加工残留物,例如氧化皮或镀层;
2.通过适当的去油处理消除油、油脂或其他异物;
3.阴极或阳极电解活化;
4.电沉积粘附至不锈钢表面的覆盖物;
5.沉积其他功能性和/或装饰性覆盖物。
在被设计用于个人用途的物体的情况下,由于通常在电镀处理之前对这些物体进行的表面修整处理,因此根据本发明的处理的连续步骤的实例可以是如下:
a)去油
b)漂洗;
c)在由矿物或羧酸和/或其盐的混合物组成的溶液中进行阴极电解活化;
d)在软化水中漂洗;
e)在电沉积浴中处理,所述电沉积浴包含一种或多种过渡金属、由根据通式R-SO
f)漂洗;
g)预处理周期之后,如果需要,但不是必须地,进行进一步的功能性或装饰性覆盖处理,例如以下:
i.阴极电解去油;
ii.漂洗;
iii.在酸溶液中活化;
iv.漂洗。
特别地,点e)的磺酸衍生物使浴对于电沉积而言是最有效的,并且可以由以下组成:
1.以下类型的化合物
R-SO
其中R=还含有杂原子(例如N、O、S)的烷烃、烯烃、炔烃及其组合的线性或支化的和/或环状的衍生物。如果需要,这些基团可以依次替换为下面列出的基团:
参考上式,R可以是:卤离子(F、Cl、Br、I)、烷烃、烯烃、炔烃的衍生物、芳基基团、芳基烷基、羧基、羰基、硫醇基、氮基(例如硝基和/或亚硝基、氨基(amminic)、酰胺(ammidic)等)、环状取代基和/或含有杂原子(例如N、O、S)和/或较多磺酸基团的环状取代基。还考虑了列出的一种或多种类别与羟基的添加结合。
2.苯磺酸和萘磺酸的衍生化合物,其类型为:
但也是由缩聚环组成的芳族化合物;例如但不限于:蒽、并四苯、芘、甘菊环烃、菲、环轮烯、苯并芘的衍生物和/或含有杂原子(例如N、O、S)的芳族化合物。
取代基R可以是:氢、羟基、卤离子(F、Cl、Br、I)、饱和和/或不饱和烷基、芳基、芳基烷基、羧基、羰基、几个磺酸基、硫醇基、氮基(例如硝基和/或亚硝基、氨基(amminic)、酰胺(ammidic)等)、环状取代基和/或含有杂原子(N、O、S)的环状基团。还可以考虑列出的一个或多个类别的组合。
然而,一般而言,包括所有通常可商购的或可以通过文献中已知的合成方法制备的磺酸衍生物。
本发明可以包括包含铜的过渡金属,浓度为0.1至10g/l,优选为0.25至2.5g/l。
实际上,铜的存在保证了工艺的最佳运行,即使它不是唯一可以使用的金属。
再根据本发明,如上所述,用R表示的基团的物质可以包含浓度为10至600g/l,优选为100至400g/l的甲磺酸。
特别地,在市场上最容易找到的所有酸中,甲磺酸是能够为所述方法提供最佳结果的一种。
优选地,根据本发明,在电沉积浴中的处理步骤提供一种或多种具有晶粒细化剂功能的添加剂,所述添加剂包括例如糖精钠盐或聚乙二醇,其浓度为0.1至2.0g/l,优选0.4至1.0g/l。
实际上,这些允许获得更均匀且一致的覆盖物。
此外,本发明可以包含用于消除表面氧化物的一种或多种酸洗剂和/或用于在步骤e)中形成溶液中存在的金属的络合物的一种或多种螯合剂;和以这种方式,可以改善覆盖物在金属基材上的粘附性和其最终厚度。
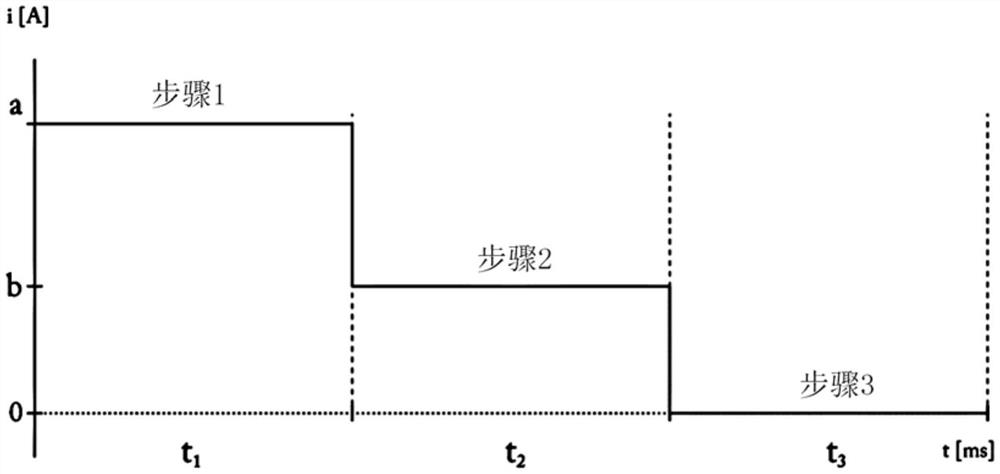
此外,根据本发明,在电沉积浴中的处理步骤可以包括用脉冲电流进行阴极电解液处理。
这有利地允许获得特定的结构并改善涂层的分布,具有比使用恒定电流可获得的特性更大的特性。
例如,至少一种脉冲可以是正的,有利地在发送负电荷之后产生电解覆盖物的生长。
在这种情况下,第一种脉冲和第二种脉冲都可以是正的。
这将有利地允许所得涂层的改善的紧致性。
同样,第一种脉冲和第二种脉冲可以具有不同的强度,例如各自具有以毫秒为单位的持续时间并且具有可以相等或不同的值。
同样优选地,脉冲电流循环可以包括第三种脉冲,其电流强度等于0。
上述特征有利地转化为覆盖物在对基材的粘附性和所涂覆厚度的均匀性方面的性能的改善。
本发明还涉及一种由不锈钢制成的物体,特别是但不限于用于个人用途的物体,其本身或者与其他金属结合使用并且通过所述方法覆盖。
本发明的其他特征和优点将从对根据本发明的涂覆金属层的方法的优选的但非排他的实施方案的描述中更加充分地体现出来,所述实施方案在附图中通过非限制性示例的方式进行了说明,其中:
图1示出了在根据本发明的方法中使用的化合物的第一变体。
图2示出了在根据本发明的方法中使用的化合物的第二变体。
图3是描述根据本发明的方法的第一优选实施方案的步骤的图。
图4是描述根据本发明的方法的第二优选实施方案的步骤的图。
图5示出了根据本发明的方法的步骤期间的优选工作配置。
本发明涉及一种牢固地粘附至不锈钢物体表面的金属层的涂覆方法,所述不锈钢物体特别是但不必限于以下类型的钢:
AISI 301
AISI 304
AISI 310
AISI 316
AISI 430
这些中的一些满足欧洲标准,2011年3月的EN 1811、2011年3月的EN16128、1998年10月的EN 12472(参考欧洲联盟风险评估报告)规定的镍转移限制。
特别地,本发明涉及电沉积处理循环,其包括以下步骤:
1.对通常被油、油脂和有机物质污染的零件进行去油。该步骤中使用的技术和产品是公知的,因此不构成本发明的目的。
2.漂洗(已知类型,并且不构成本发明的目的)。
3.阴极电解活化(物体连接到供电单元的负极)。溶液由矿物或羧酸及其盐的混合物组成。该处理的目的是确保涂层也完美粘附在受异常氧化影响的表面上,该异常氧化源于诸如局部加热、长时间抛光或特定机械过程之类的过程。该步骤中使用的技术和产品是公知的,因此不构成本发明的目的。
4.在流动的软化水中漂洗(已知类型,并且不构成本发明的目的)。
5.在电沉积浴中处理,所述电沉积浴包含一种或多种排他地属于元素周期表第3至12族的金属(过渡金属)(不包括元素镍、钴、镉、钌、铑、钯、银、锇、铱,铂、金和铼)、一种或多种选自上述的物质(例如,如图1和2所示)和特别地甲磺酸,其浓度优选为100至400g/l;另外,可以在电沉积浴中使用具有晶粒细化剂功能的一种或多种添加剂,和/或一种或多种螯合剂以使溶液中存在的金属络合,和/或一种或多种酸洗剂以消除表面氧化物。
有利地,所描述的化学物质的使用允许已经在电镀浴的出口处获得涂层,所述涂层完美地粘附至钢基材并且极其耐机械应力,而无需后续处理或工艺。
显然,该特性意味着可以通过电动系统生产的零件数量和质量得到提高,并且它还具有现有系统中也简化过程的实施和驱动的优点,因为它不需要在生产线中引入额外的步骤和/或仪器。
就时间、成本和安全性而言,这使得根据本发明的方法比现有技术更方便。
金属覆盖物的涂覆通过阴极电解液处理进行,例如,如图3和4所示(物体连接到可以是恒定或脉冲的电流源单元的负极)。
6.漂洗(已知类型,并且不构成本发明的目的)。
7.阴极电解去油(已知类型,并且不构成本发明的目的)。
8.漂洗(已知类型,并且不构成本发明的目的)。
9.在酸溶液中活化(已知类型,并且不构成本发明的目的)。
10.漂洗(已知类型,并且不构成本发明的目的)。
11.从合适的电解浴中电沉积另外的金属层(不构成本发明的目的)。
以下实施例的目的是举例说明本发明的优选的但非限制性的实施方案,仅以实施例的方式提供。
实施例1
用于形成粘附在不锈钢表面上的涂层的电镀浴:
溶液的pH小于1。使用涂有混合氧化物的钛阳极,以2.0A/dm
这实现了具有半光滑外观的铜涂层,其完美地粘附至钢表面,通过XRF分光光度计测得平均厚度为0.2μm。
随后涂覆具有光滑铜镀层的酸电解质铜的铜层,平均厚度为8.7μm。
最后对板进行ASTM B 571粘附性测试(9.Heat-Quench测试)即使在直径为10mm的轴上弯曲后,也没有分层迹象。
实施例2
用于形成粘附在不锈钢表面上的涂层的电镀浴:
溶液的pH小于1。使用涂有混合氧化物的钛阳极,将经过上述处理的AISI316L钢板在电镀浴中(步骤5)在25℃的温度下处理了90秒。
这实现了具有光滑外观的铜涂层,其完美地粘附至钢表面,通过XRF分光光度计测得平均厚度为0.25μm。
随后涂覆具有光滑铜镀层的酸电解质铜的铜层,平均厚度为10.2μm。
最后对板进行ASTM B 571粘附性测试(9.Heat-Quench测试)即使在直径为10mm的轴上弯曲后,也没有分层迹象。
实施例3
用于形成粘附在不锈钢表面上的涂层的电镀浴。
使用脉冲电流来改善具有复杂形状的物体的涂层分布。在下表1所示的处理之后,通过XRF分光光度计,对在纵向弯曲90°的三块3.5×2.5cm AISI 316L钢板上获得的厚度进行测量。
厚度的测量是沿着板1的角3内的中点线以规则方式分布的七个点进行的,如图5所示。
将0.5升实施例2中所述的浴放入
参考图5,将例如弯曲成90°的板1悬挂在容器2的中心,并连接到电流源单元的负极。
通过磁力搅拌器使溶液保持运动,磁力搅拌器旋转增塑的磁力筒。
用于所有三种测试的板的操作条件:
1)温度:25℃
2)沉积时间;2分钟
3)搅拌速度:每分钟250转
4)磁铁尺寸:
特别地,参考图3和图4,可以提供电流脉冲以有利于电沉积。
在根据本发明的方法的步骤5期间,在这一系列测试中使用的电流具有以下参数:
获得的结果:
参考表1和表2,很明显,可以采用由上述步骤序列组成的组合形成的循环,以可变模式交替并重复足够的次数以形成所需的覆盖厚度。
实际上,在这种情况下,在覆盖物的紧致性、延展性和其表面分布的更大一致性方面获得了可观的优势。
根据本发明的优选变型,通过向上述组分中添加一种或多种由氢氟酸(HF)或其衍生物(例如金属盐、氨盐、或氟的有机化合物)之一组成的化合物,来改变电解液的组成,所述化合物的量使得溶液中氟的量为0.5至50g/l,优选为2.0至20.0g/l。
这些化合物充当酸洗剂,可除去钢的氧化铬表面层并利于其被另一种金属覆盖。
实施例4
用于形成粘附在不锈钢表面上的涂层的电镀浴:
溶液的pH小于1。使用石墨阳极,以2.0A/dm
所使用的板由AISI 304钢制成,尺寸为35x 25x 0.15mm,总表面积为0.18dm
这实现了具有半光滑外观的铜涂层,其完美地粘附至钢表面,通过XRF分光光度计测得平均厚度为0.1μm。
通过按照以下所述的程序进行操作,可以看出,与使用伍德镍浴所获得的结果相比,在本实施例中描述的系统的使用保证了更好的结果。
使用的伍德镍浴具有以下组成:
250g/l的NiCl
120ml/l的HCl溶液37%
认为有必要将通过实施例4的制剂获得的覆盖物的性能水平与通过酸镀金、伍德镍浴以及实施例1和2获得的覆盖物的性能水平进行实验比较,以测试每种覆盖物的直到极限条件的粘附性。
将电解镍涂层(众所周知其特征在于高的硬度和抗变形值)涂覆至样品,样品由经过各种紧固配方处理的不锈钢板组成,且厚度不断增加;使用间接测量,然后通过绕轴缠绕使板变形,检查各种处理的行为。
A.预处理
在电解电沉积之前,通过伍德镍浴以及通过根据本发明的各种制剂,都有去油步骤,这对于本发明的所有变型是共有的。
去油过程包括以下步骤:
1)在用于超声波洗涤的洗涤剂的3%溶液(例如,Dantecaneva Sri代码PRE04001的商品代码为DS 904的洗涤剂,一种用于超声波洗涤的洗涤剂和添加剂的混合物)中在70℃的温度下超声波洗涤30秒的时间;
2)在用于金属电解去油的洗涤剂的10%溶液(例如,Dantecaneva Sri代码PLT90001的商品代码为Fer 540的洗涤剂,一种用于金属电解去油的去污剂和碱性盐的混合物)中在25℃的温度以及等于5A/dm
在去油之后,且在电沉积之前,存在在酸盐(例如,Dantecaneva Sri代码CHI76001商品名称为Solvadec的混合物,一种用于活化金属表面的酸盐的混合物)的10%酸溶液中电解活化样品的步骤;如果随后的电沉积是通过伍德镍浴进行的,则活化是通过将样品在25℃下在酸溶液中浸泡30秒且无电流通过而进行的,因为在伍德镍浴中的后续阴极处理同时执行激活和覆盖功能。
另一方面,如果通过使用根据本发明的制剂之一或酸镀金浴进行电沉积,则通过在相同的酸溶液中和相同的25℃温度下以3A/dm
B.紧固层的电沉积
通过阴极电解液处理(板连接到具有恒定强度的连续电流源单元的负极)进行金属涂层的涂覆。
B1.使用包含2g/l的金AuK(CN)
1)温度: 35℃
2)沉积时间; 1.5分钟
3)电流密度; 1.5 A/dm
B2.伍德镍浴中的处理包括使用镍阳极,工艺参数如下:
1)温度: 25℃
2)沉积时间; 1.5分钟
3)电流密度; 2.3 A/dm
B3.根据本发明的处理包括使用石墨负极,工艺参数如下:
1)温度: 25℃
2)沉积时间; 1.5分钟
3)电流密度; 1.5 A/dm
C.B.光亮镍层的电沉积
镍覆盖物的涂覆通过在伍德镍浴中进行阴极电解液处理进行;使用镍阳极和以下工艺参数:
1)温度: 60℃
2)沉积时间; 变量
3)电流密度; 2.0A/dm
粘附性测试结果
为了间接评估镍涂层的粘附性,通过将板的平坦表面放在直径8mm的轴上,使涂覆后的板变形,直到两端平行;以下给出的结果表明,对于相同的厚度,相对于伍德镍浴和酸镀金,还相对于实施例1-2的制剂,都通过实施例4的制剂进行覆盖具有便利性(所述结果从下表中突出显示的行的比较中可以看出)。
(1):在变形区域内从不锈钢脱离的表面的百分比。
根据本发明的优选实施例,仅以示例的方式描述了本发明,而没有限制本发明的范围,但是应当理解,本领域的专家可以对本发明进行修改和/或调节而不脱离如本文的权利要求书所限定的发明构思的范围。
- 涂覆不锈钢物体的电解处理方法
- 用于涂覆金属物体的环境友好的涂料组合物、由其涂覆的物体、及其涂覆的方法、工艺和组合系统