一种自动化综合测试机
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及自动化测试设备技术领域,尤其涉及一种自动化综合测试机。
背景技术
目前,继电器在生产过程中,需要经过吸合测试、IP/OP高压测试(即对继电器进行线圈与触点之间的高压测试)、OP/OP高压测试(即对继电器进行触点与触点之间的高压测试)、电洗测试及综合功能测试,现有的继电器测试设备通常为独立设备,需要人工操作相关测试设备对上述测试分别进行单独测试,操作繁杂,无法在一台设备上依次完成所有测试,人工劳动强度大,费时费力,自动化程度低,测试效率较低。
因此,现有技术存在缺陷,需要改进。
发明内容
本发明的目的是克服现有技术的不足,提供一种自动化综合测试机。
本发明的技术方案如下:
一种自动化综合测试机,包括:设有工作台的机架、上料机构、缓存移载机构、第一输送机构、第一抓料机构、吸合测试机构、第二输送机构、第二抓料机构、四合一测试机构、第三抓料机构和下料机构;所述上料机构、缓存移载机构、第一输送机构、吸合测试机构、第二输送机构和下料机构从前至后依次设置在所述工作台上,所述上料机构用于实现自动化上料,所述缓存移载机构用于实现对所述第一输送机构的定量上料,所述第一输送机构用于实现对所述吸合测试机构的自动化上料,所述吸合测试机构用于实现对产品的自动化吸合测试,所述第二输送机构用于暂存所述吸合机构输送来的产品,所述下料机构用于实现自动化下料;所述第一抓料机构于所述第一输送机构上方设置在所述工作台上,用于转运所述第一输送机构上的产品;所述第二抓料机构于所述第二输送机构上方设置在所述工作台上,用于实现对所述四合一测试机构的自动化上料;所述四合一测试机构于所述第二抓料机构后方设置在所述工作台上,用于实现对产品的自动化四合一测试;所述第三抓料机构于所述下料机构上方设置在所述工作台上,用于将所述四合一测试机构上完成测试的产品转运至所述下料机构上。
优选地,所述上料机构包括两个上料模组,所述工作台上的左右两侧上分别设有一个所述上料模组;每个所述上料模组均包括上料输送线、推料装置和截料装置;所述上料输送线设置在所述工作台上,用于实现自动化上料;所述推料装置设置在所述上料输送线上,用于推动所述上料输送线上的产品以实现定量下料;所述截料装置设置在所述上料输送线的后端上,起到一个控制下料的作用;
所述缓存移载机构包括移载模组和两个缓存模组;每个所述缓存模组分别对应于一所述上料输送线后方设置在所述工作台上,用于暂存从所述上料输送线上转运来的产品,所述移载模组于两个所述缓存模组之间设置在所述工作台上,用于将所述缓存模组上暂存的产品转运至所述第一输送机构上;
每个所述缓存模组均包括缓存架、第四气缸、基座、第五气缸、第一滑座、第六气缸和缓存平台;所述工作台于每个所述上料模组后方分别设有贯通的缓存安装槽,每一所述缓存安装槽内安装有一所述缓存架,且所述缓存架上分别设有若干可滑动的第一导向柱,所述基座设置在所述第一导向柱的顶部上;所述第四气缸连接在所述缓存架的下方,且所述第四气缸的输出端向上穿出所述缓存架并与所述基座相连接,用于牵引所述基座上升或下降;所述基座上设有一第一滑轨,所述第一滑座设置在所述第一滑轨上;所述第五气缸于所述第一滑轨右侧设置在所述基座上,且所述第五气缸的输出端与所述第一滑座相连接,用于牵引所述第一滑座沿所述第一滑轨前后滑移;所述第一滑座上设有一第二滑轨,所述缓存平台设置在所述第二滑轨上;所述第六气缸于所述第二滑轨右侧设置在所述第一滑座上,且所述第六气缸的输出端与所述缓存平台相连接,用于牵引所述缓存平台沿所述第二滑轨前后滑移;
所述移载模组包括于两所述缓存架之间置于所述工作台上的移载架、置于所述移载架上的直线模组和连接在所述直线模组输出端上的移载装置;所述移载装置包括固定板、第七气缸、牵引杆、两连接杆和两夹爪;所述固定板连接在所述直线模组的输出端上,所述固定板的左右两侧上分别设有一所述连接杆,所述第七气缸于两所述连接杆之间设置在所述固定板上,所述牵引杆设置在两所述连接杆的顶部上,且所述牵引杆还与所述第七气缸的输出端相连接,每一所述夹爪对应连接在一所述牵引杆的底部上,所述牵引杆通过所述第七气缸的动作实现牵引所述连接杆上升或下降。
优选地,所述第一输送机构包括一第一输送模组、两转承台和两第一顶升装置;每一所述转承台对应于一所述缓存平台后方设置在所述工作台上,用于暂存从所述缓存平台输送来的产品;每一所述第一顶升装置分别对应于一所述转承台后方设置在所述工作台上,用于承载并顶升所述转承台输送来的产品;所述第一输送模组于两所述转承台之间设置在所述工作台上,用于在所述第一抓料机构的配合下实现对所述吸合机构的自动化上料;
每一所述第一顶升装置均包括顶升安装板、第八气缸、第二滑座、第二连接块和顶升块;所述顶升安装板于所述转承台后方设置在所述工作台上,所述顶升安装板前侧的左右两侧上分别设有一滑动块,所述第二滑座后侧对应每一所述滑动块的位置上分别设有一第三滑轨,所述第二滑座与所述顶升安装板通过第三滑轨及滑动块实现滑动连接;所述顶升块连接在所述第二滑座的前侧上,且所述顶升块对应每一所述第二暂存槽的位置上分别设有适配产品的用于承载产品的容置槽,所述第二连接块于两所述第三滑轨之间设置在所述第二滑座上;所述第八气缸于所述第二连接块下方设置在所述顶升安装板上,且所述第八气缸的输出端与所述第二连接块相连接,用于牵引所述第二滑座上升或下降;
所述第一输送模组包括第一传动组件、第三滑座、产品承载台;所述第一传动组件于两所述转承台之间设置在所述工作台上,所述第一传动组件上设有一第四滑轨,所述第三滑座可前后滑动设置在所述第四滑轨上,且第三滑座还与所述第一传动组件的输出端相连接;所述产品承载台设置在所述第三滑座上,所述产品承载台上设有若干产品槽,用于承载产品。
优选地,所述第一抓料机构包括第一安装架、第九气缸和两抓料装置;所述第一安装架于所述产品承载台上方设置在所述工作台上,所述第一安装架上设有一第五滑轨,两所述抓料装置分别设置在所述第五滑轨上,且两所述抓料装置之间通过一连接板实现固定连接;所述第九气缸于所述第五滑轨右侧设置在所述第一安装架上,且所述第九气缸的输出端与所述抓料装置相连接,用于牵引所述抓料装置沿所述第五滑轨左右滑移;
每一所述抓料装置均包括第四滑座、第十气缸、第五滑座、第十一气缸、第一抓料块和弹簧;所述第四滑座可左右滑动设置在所述第五滑轨上,且两所述第四滑座之间通过所述连接板实现固定连接;每一所述第四滑座上均设有一第六滑轨,所述第五滑座设置在所述第六滑轨上;所述第十气缸于所述第五滑座上方设置在所述第四滑座上,且所述第十气缸的输出端与所述第五滑座相连接,用于牵引所述第五滑座上升或下降;所述弹簧一端连接在所述第四滑座上,另一端连接在所述第五滑座上,于所述第四滑座与第五滑座之间提供一个弹力;所述第十一气缸设置在所述第五滑座上,所述第一抓料块连接在所述第十一气缸的输出端上,所述第十一气缸用于牵引所述第一抓料块上升或下降;所述第一抓料块的底部均设有若干第一抓料槽,每一所述第一抓料槽内设有一第一电磁铁,用于抓取产品。
优选地,所述吸合测试机构包括底座、第二安装座、第六滑座、第十二气缸、数字压力表、第三安装座、第十三气缸、第七滑座、第十四气缸、吸合台、第四安装座、第八滑座、第十五气缸和探针板;所述底座于所述产品承载台后方设置在所述工作台上,所述底座上分别设有两第七滑轨,所述第六滑座可前后滑动设置在两所述第七滑轨上,所述第二安装座于所述第六滑座上方设置在所述底座上;所述第十二气缸设置在所述第二安装座上,且所述第十二气缸的输出端与所述第六滑座相连接,用于牵引所述第六滑座沿所述第七滑轨前后滑移;所述数字压力表于所述第十二气缸左侧设置在所述第六滑座上;所述第三安装座于所述数字压力表左侧设置在所述第六滑座上,所述第三安装座上设有两第八滑轨,所述第十三气缸于两所述第八滑轨之间设置在所述第三安装座上,所述第七滑座设置在两所述第八滑轨上,且所述第七滑座与所述第十三气缸的输出端相连接,所述第十三气缸用于牵引所述第七滑座上升或下降;所述吸合台通过转动连接的方式连接在所述第七滑座上,所述吸合台上设有与若干所述产品槽数量相匹配的吸合槽,每一吸合槽内设有若干第一真空吸盘,用于吸附产品,且每一真空吸盘均与所述数字压力表相连接;所述第十四气缸设置在所述第七滑座上,且所述第十四气缸的输出端与所述吸合台相连接,用于牵引所述吸合台转动;所述第四安装座于所述吸合台左侧设置在所述工作台上,所述第四安装座分别设有两第九滑轨,所述第八滑座可左右滑动设置在两所述第九滑轨上;所述第十五气缸设置在所述第八滑座上,且所述第十五气缸的输出端与所述第四安装座相连接,用于牵引所述第八滑座沿所述第九滑轨左右滑移;所述探针板对应所述吸合台的位置设置在所述第八滑座上,所述探针板上对应每一所述第一真空吸盘的位置上均设有探针,且所述探针的左端部依次向左穿出所述探针板和第八滑座并连接一吸合测试装置以实现对产品的自动化吸合测试。
优选地,所述第二输送机构包括适配所述吸合台的第二输送模组和第二顶升装置;所述第二输送模组于所述吸合台后方设置在所述工作台上,所述第二输送模组设有若干输送料道,且所述第二输送模组上设有一取料板,所述取料板上对应每一所述输送料道的位置上分别设有若干取料槽;所述取料板的左右两侧上分别设有一光纤传感器,且所述取料板的前后两侧对应每一所述输送料道的位置上分别设有一光电传感器,用于实时检测取料槽内是否存有所述产品;所述第二顶升装置于所述第二输送模组下方设置在所述工作台上,用于将产品对应顶入所述取料槽内;
所述第二顶升装置包括第五安装座、第十六气缸和适配所述第二输送模组的顶升架;所述第五安装座于所述第二输送模组下方设置在所述工作台上,所述第十六气缸设置在所述第五安装座上;所述顶升架的一端连接在所述第十六气缸的输出端上,另一端插入所述第二输送模组内,用于在所述第十六气缸的配合下将所述产品顶入所述取料槽内。
优选地,所述第二抓料机构包括第二安装架、第二传动组件、第十七气缸、第九滑座、第十滑座、第十八气缸和第二抓料块;所述第二安装架于所述第二输送模组上方设置在所述工作台上,所述第二安装架上设有一第十滑轨,所述第二传动组件于所述第十滑轨上方设置在所述第二安装架上,所述第九滑座设置在所述第十滑轨上,且所述第九滑座与所述第二传动组件的输出端相连接,所述第二传动组件用于牵引所述第九滑座沿所述第十滑轨左右滑移;所述第九滑座上设有一第十一滑轨,所述第十滑座设置在所述第十一滑轨上;所述第十七气缸于所述第十滑座上方设置在所述第九滑座上,所述第十七气缸的输出端与所述第十滑座相连接,用于牵引所述第十滑座沿所述第十一滑轨上升或下降;所述第十八气缸设置在所述第十滑座上,所述第二抓料块连接在所述第十八气缸的输出端上,所述第十八气缸用于牵引所述第二抓料块上升或下降;所述第二抓料块的底部均设有若干第二抓料槽,每一所述第二抓料槽内设有一第二电磁铁,用于抓取产品。
优选地,所述四合一测试机构包括第三安装架、两第十九气缸、支撑座、第十一滑座、第二十气缸、适配所述第二抓料块的测试支撑台、第四安装架、第十二滑座、第二十一气缸、第二十二气缸和拨块;所述第三安装架于所述第二安装架后方设置在所述工作台上,所述第三安装架上分别设有若干第二导向柱,两所述第十九气缸于若干所述第二导向柱之间设置在所述第三安装架上,所述支撑座于两所述第十九气缸上方设置在若干所述第二导向柱上,且所述支撑座还与两所述第十九气缸的输出端相连接,所述第十九气缸用于牵引所述支撑座上升或下降;所述支撑座分别设有若干第十二滑轨,所述第十一滑座设置在若干所述第十二滑轨上;所述第二十气缸于所述第十一滑座右侧设置在所述支撑座上,且所述第二十气缸的输出端与所述第十一滑座相连接,用于牵引所述第十一滑座实现左右滑移;所述第十一滑座上从前至后依次设有七个PCB安装槽,每个所述PCB安装槽内均匀安装有若干测试PCB板,每一所述测试PCB板的顶部均向上穿出所述PCB安装槽,且每一所述测试PCB板的底部均依次向下穿出所述第十一滑座和支撑座,其中,第一个PCB安装槽内的所有测试PCB板均连接一第一高压测试仪,所述第一高压测试仪用于实现对产品的线圈与触点之间的高压测试,第二个PCB安装槽内的所有测试PCB板均连接一第二高压测试仪,所述第二高压测试仪用于实现对产品的触点与触点之间的高压测试,第三个PCB安装槽内的所有测试PCB板均连接一电洗仪,所述电洗仪用于实现对产品的电洗测试,第四个所述PCB安装槽内的所有测试PCB板均连接一综合功能测试仪,所述综合功能测试仪用于实现对产品的综合功能测试测试;所述测试支撑台于所述第十一滑座上方设置在所述工作台上,所述测试支撑台上设有若干测试通道,每条测试通道均用于承载所述第二抓料块输送来的产品,且所有所述测试PCB板的顶部均依次向上穿出所述PCB安装槽和测试支撑台并设置在所述测试通道内;所述第四安装架于所述测试支撑台左侧设置在所述工作台上,所述第四安装架设有一第十三滑轨,所述第十二滑座可前后滑动设置在所述第十三滑轨上;所述第二十一气缸于所述第十二滑座前方设置在所述第四安装架,且所述第二十一气缸的输出端与所述第十二滑座相连接,用于牵引所述第十二滑座实现前后滑移;所述第十二滑座上设有一第十四滑轨,所述第二十二气缸于所述第十四滑轨后方设置在所述第十二滑座上,所述拨块设置在所述第十四滑轨上,且所述拨块还与所述第二十二气缸的输出端相连接,所述第二十二气缸用于牵引所述拨块上升或下降。
优选地,所述下料机构包括下料输送线和不良品暂存台;所述下料输送线于所述测试支撑台后方设置在所述工作台上,且所述下料输送线与所述测试通道相对接,用于实现对良品的自动化下料;所述不良品暂存台于所述第二输送模组后方设置在所述工作台上,用于暂存所述第三抓料机构转运来的不良品;
所述第三抓料机构包括第五安装架、第三传动组件、第二十三气缸、第十三滑座、第十四滑座和第三抓料块;所述第五安装架于所述下料输送线上方设置在所述工作台上,所述第五安装架上设有一第十五滑轨,所述第三传动组件于所述第十五滑轨上方设置在所述第五安装架上,所述第十三滑座设置在所述第十五滑轨上,且所述第十三滑座与所述第三传动组件的输出端相连接,所述第三传动组件用于所述第十三滑座沿所述第十五滑轨左右滑移;所述第十三滑座上设有一第十六滑轨,所述第十四滑座设置在所述第十六滑轨上,所述第二十三气缸于所述第十四滑座上方设置在所述第十三滑座上,且所述第二十三气缸的输出端与所述第十四滑座相连接,所述第二十三气缸用于牵引所述第十四滑座沿所述第十六滑轨上升或下降;所述第三抓料块连接在所述第十四滑座下方,随所述第十四滑座运动而做同向运动;所述第三抓料块的底部分别设有若干第三抓料槽,每一所述第三抓料槽内设有一第二真空吸盘,用于抓取产品。
优选地,所述机架上还设有一机罩,所述机罩于所述工作台上方设置在所述机架上,起到一个保护作用;所述机罩的左右两侧分别设有若干可开闭的安全门,便于观察及检修设备;所述机罩右侧上还设有一控制盒,所述控制盒分别与所述上料机构、缓存移载机构、第一输送机构、第一抓料机构、吸合测试机构、第二输送机构、第二抓料机构、四合一测试机构、第三抓料机构和下料机构电性连接,所述控制盒还与一工控机电性连接,用于控制设备的运行;所述机罩的后方还设有一显示屏,所述显示屏与所述工控机电性连接,用于显示设备运行的各项参数及测试数据。
采用上述方案,本发明具有以下有益效果:
1、本发明的设计,能够在同一设备上依次完成吸合测试、线圈与触点之间的高压测试、触点与触点之间的高压测试、电洗测试及综合功能测试,实现全自动化测试,易于操作,有效减少人工劳动,省时省力,提高了测试效率;
2、优选方案中上料机构的设计,实现双线上料,提高了上料效率;
3、优选方案中光纤传感器和光电传感器的应用,有效避免产生漏上料现象,保障加工质量。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1为本发明的立体结构图;
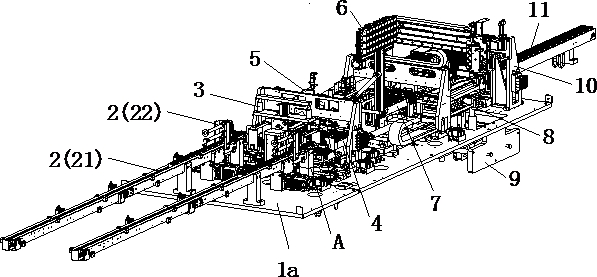
图2为本发明去掉机罩和机架后的立体结构图;
图3为图2中A处的放大图;
图4为本发明去掉机罩和机架后另一角度的立体结构图;
图5为本发明移载模组的立体结构图;
图6为本发明缓存模组的立体结构图;
图7为本发明第一抓料机构的立体结构图;
图8为本发明第一抓料块的立体结构图;
图9为本发明吸合测试机构机构的立体结构图;
图10为本发明吸合测试机构机构另一角度的立体结构图;
图11为图10中B处放大图;
图12为本发明第二抓料机构的立体结构图;
图13为本发明第二抓料块的立体结构图;
图14为本发明四合一测试机构的立体结构图;
图15为图14中C处放大图;
图16为本发明四合一测试机构的局部结构示意图;
图17为本发明第三抓料机构的立体结构图;
图18为本发明第三抓料块的立体结构图;
图19为本发明工作台、第一输送机构和第二输送机构的结构示意图;
图20为图19中D处放大图;
图21为本发明顶升架的立体结构图。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本实施例的描述中,术语“上”、“下”、“左”、“右”、“前”、“后”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
参照图1至图21所示,本发明提供一种自动化综合测试机,包括设有工作台1a的机架1、上料机构2、缓存移载机构3、第一输送机构4、第一抓料机构5、吸合测试机构6、第二输送机构7、第二抓料机构8、四合一测试机构9、第三抓料机构10和下料机构11;所述上料机构2、缓存移载机构3、第一输送机构4、吸合测试机构6、第二输送机构7和下料机构11从前至后依次设置在所述工作台1a上,所述上料机构2用于实现自动化上料,所述缓存移载机构3用于实现对所述第一输送机构4的定量上料,所述第一输送机构4用于实现对所述吸合测试机构6的自动化上料,所述吸合测试机构6用于实现对产品的自动化吸合测试,所述第二输送机构7用于暂存所述吸合机构输送来的产品,所述下料机构11用于实现自动化下料;所述第一抓料机构5于所述第一输送机构4上方设置在所述工作台1a上,用于转运所述第一输送机构4上的产品;所述第二抓料机构8于所述第二输送机构7上方设置在所述工作台1a上,用于实现对所述四合一测试机构9的自动化上料;所述四合一测试机构9于所述第二抓料机构8后方设置在所述工作台1a上,用于实现对产品的自动化四合一测试,其中,该四合一测试包括对产品进行线圈与触点之间的高压测试、触点与触点之间的高压测试、电洗测试和综合功能测试;所述第三抓料机构10于所述下料机构11上方设置在所述工作台1a上,用于将所述四合一测试机构9上完成测试的产品转运至所述下料机构11上。
在本实施例中,所述上料机构2包括两个上料模组,所述工作台1a上的左右两侧上分别设有一个所述上料模组,从而能够实现双线自动化上料,提高了上料效率;
进一步的,每个所述上料模组均包括上料输送线21、推料装置22和截料装置23;所述上料输送线21设置在所述工作台1a上,用于实现自动化上料,具体的,所述上料输送线21为皮带式传动输送线(此为现有技术,不赘述);所述推料装置22设置在所述上料输送线21上,用于推动所述上料输送线21上的产品以实现定量下料;所述截料装置23设置在所述上料输送线21的后端上,起到一个控制下料的作用;
所述推料装置22由置于所述上料输送线21上方的推料架221、置于所述推料架221上的第一气缸222、连接在所述第一气缸222输出端上的第一连接块223、置于所述第一连接块223上的第二气缸224以及连接在所述第二气缸224输出端上的推料片225所组成;使用时所述推料片225通过所述第二气缸224的动作实现向下插入两所述产品之间,且所述推料片225通过第一气缸222的动作实现推动其后方的产品向后滑移;
所述截料装置23由连接在所述上料输送线21后端上的第一安装座231、置于所述第一安装座231上的第三气缸232、以及连接在所述第三气缸232输出端上的截料片233所组成;使用时所述截料片233通过所述第三气缸232的动作实现左右滑移,从而能够控制上料输送线21的下料,起到一个控制下料的作用。
在本实施例中,所述缓存移载机构3包括移载模组31和两个缓存模组32;每个所述缓存模组32分别对应于一所述上料输送线21后方设置在所述工作台1a上,用于暂存从所述上料输送线21上转运来的产品,所述移载模组31于两个所述缓存模组32之间设置在所述工作台1a上,用于将所述缓存模组32上暂存的产品转运至所述第一输送机构4上;
进一步的,每个所述缓存模组32均包括缓存架321、第四气缸322、基座323、第五气缸324、第一滑座325、第六气缸326和缓存平台327;所述工作台1a于每个所述上料模组后方分别设有上下两端贯通的缓存安装槽,每一所述缓存安装槽内安装有一所述缓存架321,且所述缓存架321上分别设有两根可上下滑动的第一导向柱3211,所述基座323设置在两根所述第一导向柱3211的顶部上,所述第四气缸322连接在所述缓存架321的下方,且所述第四气缸322的输出端向上穿出所述缓存架321并与所述基座323相连接,使用时通过所述第四气缸322的动作实现牵引所述基座323上升或下降;所述基座323上设有一第一滑轨3231,所述第一滑座325可前后滑动设置在所述第一滑轨3231上,所述第五气缸324于所述第一滑轨3231右侧设置在所述基座323上,且所述第五气缸324的输出端与所述第一滑座325相连接,使用时通过所述第五气缸324的动作牵引所述第一滑座325沿所述第一滑轨3231实现前后滑移;所述第一滑座325上设有一第二滑轨3251,所述缓存平台327可前后滑动设置在所述第二滑轨3251上,所述第六气缸326于所述第二滑轨3251右侧设置在所述第一滑座325上,且所述第六气缸326的输出端与所述缓存平台327相连接,使用时通过所述第六气缸326的动作牵引所述缓存平台327沿所述第二滑轨3251实现前后滑移,从而缓存平台327能够实现与上料输送线21或第一输送机构4的对接操作;所述缓存平台327上设有两条适配所述产品的第一暂存槽,且所述缓存平台327于两台所述第一暂存槽上方设有限位块,对第一暂存槽内的产品起到一个限位作用,有效保持第一暂存槽内的产品在运输时的平整度;需要说明的是,两个所述缓存模组32呈对称式安装,两者结构相同,区别仅在于安装位置和安装方向不同;
所述移载模组31包括于两所述缓存架321之间置于所述工作台1a上的移载架311、置于所述移载架311上的直线模组312和连接在所述直线模组312输出端上的移载装置;所述移载装置包括固定板313、第七气缸314、牵引杆315、两连接杆316和两夹爪317;所述固定板313连接在所述直线模组312的输出端上,所述固定板313的左右两侧上分别可上下滑动设置有一所述连接杆316,所述第七气缸314于两所述连接杆316之间设置在所述固定板313上,所述牵引杆315设置在两所述连接杆316的顶部上,且所述牵引杆315还与所述第七气缸314的输出端相连接,每一所述夹爪317对应连接在一所述牵引杆315的底部上,使用时所述牵引杆315通过所述第七气缸314的动作实现牵引所述连接杆316上升或下降,所述夹爪317随所述连接杆316运动而做同向运动,且通过所述直线模组312的动作牵引所述固定板313实现前后滑移,从而缓存平台327对接在第一输送机构4时夹爪317能够将第一暂存槽内的产品转运至第一输送机构4上。
在本实施例中,所述第一输送机构4包括一第一输送模组41、两转承台42和两第一顶升装置43;每一所述转承台42对应于一所述缓存平台327后方设置在所述工作台1a上,用于暂存从所述缓存平台327输送来的产品;每一所述第一顶升装置43分别对应于一所述转承台42后方设置在所述工作台1a上,用于承载并顶升所述转承台42输送来的产品;所述第一输送模组41于两所述转承台42之间设置在所述工作台1a上,用于在所述第一抓料机构5的配合下实现对所述吸合机构的自动化上料;
进一步的,每一所述转承台42分别设有两条适配所述产品的第二暂存槽,用于暂存产品,且所述转承台42于两条所述第二暂存槽上方分别设有压板,对第二暂存槽内的产品起到一个限位作用,有效保持第二暂存槽内的产品在运输时的平整度;
每一所述第一顶升装置43均包括顶升安装板431、第八气缸432、第二滑座433、第二连接块434和顶升块435;所述顶升安装板431安装板于所述转承台42后方设置在所述工作台1a上,所述顶升安装板431前侧的左右两侧上分别设有一滑动块,所述第二滑座433后侧对应每一所述滑动块的位置上分别设有一第三滑轨4331,所述第二滑座433与所述顶升安装板431通过第三滑轨4331及滑动块实现滑动连接,所述顶升块435连接在所述第二滑座433的前侧上,且所述顶升块435对应每一所述第二暂存槽的位置上分别设有适配产品的用于承载产品的容置槽,所述第二连接块434于两所述第三滑轨4331之间设置在所述第二滑座433上,所述第八气缸432于所述第二连接块434下方设置在所述顶升安装板431上,且所述第八气缸432的输出端与所述第二连接块434相连接,使用时所述第二连接块434通过所述第八气缸432的动作实现牵引所述第二滑座433实现上下滑移,所述顶升块435随所述第二滑座433运动而做同向运动,从而顶升块435能够完成承载及向上顶升其承载的产品的操作;
所述第一输送模组41包括第一传动组件411、第三滑座412、产品承载台413;所述第一传动组件411于两所述转承台42之间设置在所述工作台1a上,所述第一传动组件411上设有一第四滑轨4111,所述第三滑座412可前后滑动设置在所述第四滑轨4111上,且第三滑座412还与所述第一传动组件411的输出端相连接,所述产品承载台413设置在所述第三滑座412上,所述产品承载台413上设有若干个产品槽,用于承载若干所述产品;使用时所述第三滑座412通过第一传动组件411的动作实现牵引所述产品承载台413实现前后滑移,具体的,所述第一传动组件411为一皮带式传动机构,所述第三滑座412连接在该皮带式传动机构的皮带上。
在本实施例中,所述第一抓料机构5包括第一安装架51、第九气缸52和两抓料装置53;所述第一安装架51于所述产品承载台413上方设置在所述工作台1a上,所述第一安装架51上设有一第五滑轨511,两所述抓料装置53分别设置在所述第五滑轨511上,且两所述抓料装置53之间通过一连接板54实现固定连接,所述第九气缸52于所述第五滑轨511右侧设置在所述第一安装架51上,且所述第九气缸52的输出端与所述抓料装置53相连接,使用时通过所述抓料装置53抓取所述顶升块435上的产品,并通过所述第九气缸52牵引所述抓料装置53实现左右滑移,从而能够将转承台42上暂存的产品转运至产品承载台413上;
进一步的,每一所述抓料装置53均包括第四滑座531、第十气缸532、第五滑座533、第十一气缸534、第一抓料块535和弹簧536;所述第四滑座531可左右滑动设置在所述第五滑轨511上,且两所述第四滑座531之间通过所述连接板54实现固定连接;每一所述第四滑座531上均设有一第六滑轨5311,所述第五滑座533可上下滑动设置在所述第六滑轨5311上,所述第十气缸532于所述第五滑座533上方设置在所述第四滑座531上,且所述第十气缸532的输出端与所述第五滑座533相连接,使用时通过所述第十气缸532牵引所述第五滑座533实现上升或下降;所述弹簧536一端连接在所述第四滑座531上,另一端连接在所述第五滑座533上,于所述第四滑座531与第五滑座533之间提供一个弹力以实现自动复位;所述第十一气缸534设置在所述第五滑座533上,所述第一抓料块535连接在所述第十一气缸534的输出端上,使用时通过所述第十一气缸534牵引所述第一抓料块535实现上升或下降;所述第一抓料块535的底部分别设有两个适配所述产品的第一抓料槽,每一所述第一抓料槽内设有一第一电磁铁5351,用于抓取所述产品。
在本实施例中,所述吸合测试机构6包括底座61、第二安装座62、第六滑座63、第十二气缸64、数字压力表65、第三安装座66、第十三气缸67、第七滑座68、第十四气缸69、吸合台69a、第四安装座69b、第八滑座69c、第十五气缸69d和探针板69e;所述底座61于所述产品承载台413后方设置在所述工作台1a上,所述底座61上分别设有两第七滑轨611,所述第六滑座63可前后滑动设置在两所述第七滑轨611上,所述第二安装座62于所述第六滑座63上方设置在所述底座61上,所述第十二气缸64设置在所述第二安装座62上,且所述第十二气缸64的输出端与所述第六滑座63相连接,使用时通过所述第十二气缸64牵引所述第六滑座63实现前后滑移;所述数字压力表65于所述第十二气缸64左侧设置在所述第六滑座63上;所述第三安装座66于所述数字压力表65左侧设置在所述第六滑座63上,所述第三安装座66上设有两第八滑轨661,所述第十三气缸67于两所述第八滑轨661之间设置在所述第三安装座66上,所述第七滑座68可上下滑动设置在两所述第八滑轨661上,且所述第七滑座68与所述第十三气缸67的输出端相连接,使用时通过所述第十三气缸67牵引所述第七滑座68实现上升或下降;所述吸合台69a通过转动连接的方式连接在所述第七滑座68上,且在所述吸合台69a翻转至所述产品承载台413平行时,所述吸合台69a与所述产品承载台413相对齐,所述吸合台69a上设有与若干所述产品槽数量相匹配且适配所述产品的吸合槽69a1,每一吸合槽69a1内设有两第一真空吸盘69a2,用于吸附所述产品,且每一真空吸盘69a2均与所述数字压力表65相连接;所述第十四气缸69设置在所述第七滑座68上,且所述第十四气缸69的输出端与所述吸合台69a相连接,用于牵引所述吸合台69a转动;所述第四安装座69b于所述吸合台69a左侧设置在所述工作台1a上,所述第四安装座69b分别设有两第九滑轨69b1,所述第八滑座69c可左右滑动设置在两所述第九滑轨69b1上,所述第十五气缸69d设置在所述第八滑座69c上,且所述第十五气缸69d的输出端与所述第四安装座69b相连接,使用时所述第八滑座69c通过所述第十五气缸69d的动作实现沿所述第九滑轨69b1左右滑移;所述探针板69e对应所述吸合台69a的位置设置在所述第八滑座69c上,所述探针板69e上对应每一所述第一真空吸盘69a2的位置上均设有探针69e1,且所述探针69e1的左端部依次向左穿出所述探针板69e和第八滑座69c并连接一吸合测试装置以实现对产品的自动化吸合测试操作。
在本实施例中,所述第二输送机构7包括适配所述吸合台69a的第二输送模组71和第二顶升装置72;所述第二输送模组71于所述吸合台69a后方设置在所述工作台1a上,具体的,所述第二输送模组71为具有四条适配所述产品的输送料道的皮带式传动输送线,且所述第二输送模组71的后端上设有一取料板711,所述取料板711上对应每一所述输送料道的位置上从前至后分别设有两个取料槽,用于取料;所述取料板711的左右两侧对应所述取料板711后方的取料槽的位置上分别设有一光纤传感器712,用于实时检测后方取料槽内是否存有所述产品;所述取料板711的前后两侧对应每一所述输送料道的位置上分别设有一光电传感器713,用于实时检测取料槽内是否存有所述产品,有效避免漏上料;所述第二顶升装置72于所述第二输送模组71下方设置在所述工作台1a上,用于将所述第二输送模组71上的产品对应顶入所述取料槽内;
所述第二顶升装置72包括第五安装座、第十六气缸721和适配所述第二输送模组71的顶升架722;所述第五安装座于所述第二输送模组71下方设置在所述工作台1a上,所述第十六气缸721设置在所述第五安装座上,所述顶升架722的一端连接在所述第十六气缸721的输出端上,所述顶升架722的另一端插入所述第二输送模组71内,使用时通过所述第十六气缸721驱动所述顶升架722靠近或远离所述第二输送模组71上的产品,从而顶升架722能够将每条输送料道内的产品对应顶入取料槽内;
进一步的,所述顶升架722包括架体7221和与若干顶指7222;所述架体7221连接在所述第十六气缸721的输出端上,且所述架体7221上对应每一所述取料槽的位置分别设有一所述顶指7222,使用时架体7221在第十六气缸721的作用下上升,与架体7221连接的顶指7222随架体7221上升而上升,从而顶指7222将其上方的产品顶入与之对应的取料槽内。
在本实施例中,所述第二抓料机构8包括第二安装架81、第二传动组件82、第十七气缸83、第九滑座84、第十滑座85、第十八气缸86和第二抓料块87;所述第二安装架81于所述第二输送模组71上方设置在所述工作台1a上,所述第二安装架81上设有一第十滑轨811,所述第二传动组件82于所述第十滑轨811上方设置在所述第二安装架81上,所述第九滑座84设置在所述第十滑轨811上,且所述第九滑座84与所述第二传动组件82的输出端相连接,使用时通过所述第二传动组件82驱动所述第九滑座84沿所述第十滑轨811左右滑移,具体的,所述第二传动组件82为一皮带式传动机构(采用现有技术,不赘述);所述第九滑座84上设有一第十一滑轨841,所述第十滑座85设置在所述第十一滑轨841上,所述第十七气缸83于所述第十滑座85上方设置在所述第九滑座84上,且所述第十七气缸83的输出端与所述第十滑座85相连接,使用时通过所述第十七气缸83驱动所述第十滑座85沿所述第十一滑轨841实现上升或下降;所述第十八气缸86设置在所述第十滑座85上,所述第二抓料块87连接在所述第十八气缸86的输出端上,使用时通过所述第十八气缸86牵引所述第二抓料块87实现上升或下降;所述第二抓料块87的底部分别设有四个适配所述产品的第二抓料槽,每一所述第二抓料槽内设有一第二电磁铁871,用于抓取所述产品。
在本实施例中,所述四合一测试机构9包括第三安装架91、两第十九气缸92、支撑座93、第十一滑座94、第二十气缸95、适配所述第二抓料块87的测试支撑台96、第四安装架97、第十二滑座98、第二十一气缸99、第二十二气缸99a和拨块99b;所述第三安装架91于所述第二安装架81后方设置在所述工作台1a上,所述第三安装架91上分别设有四根可上下滑动的第二导向柱911,两所述第十九气缸92于四根所述第二导向柱911之间设置在所述第三安装架91上,所述支撑座93于两所述第十九气缸92上方设置在四根所述第二导向柱911上,且所述支撑座93还与两所述第十九气缸92的输出端相连接,使用时通过所述第十九气缸92牵引所述支撑座93上升或下降;所述支撑座93分别设有四根第十二滑轨931,所述第十一滑座94可左右滑动设置在四根所述第十二滑轨931上,所述第二十气缸95于所述第十一滑座94右侧设置在所述支撑座93上,且所述第二十气缸95的输出端与所述第十一滑座94相连接,使用时通过所述第二十气缸95牵引所述第十一滑座94实现左右滑移;所述第十一滑座94上从前至后依次设有七个PCB安装槽,每个所述PCB安装槽内均匀安装有若干测试PCB板941,每一所述测试PCB板941的顶部均向上穿出所述PCB安装槽,且每一所述测试PCB板941的底部均依次向下穿出所述第十一滑座94和支撑座93,其中,第一个PCB安装槽内的所有测试PCB板941均连接一第一高压测试仪(图中未示出,此为现有技术,不赘述),所述第一高压测试仪用于实现对产品的线圈与触点之间的高压测试,第二个PCB安装槽内的所有测试PCB板941均连接一第二高压测试仪(图中未示出,此为现有技术,不赘述),所述第二高压测试仪用于实现对产品的触点与触点之间的高压测试,第三个PCB安装槽内的所有测试PCB板941均连接一电洗仪(图中未示出,此为现有技术,不赘述),所述电洗仪用于实现对产品的电洗测试,第四个所述PCB安装槽内的所有测试PCB板941均连接一综合功能测试仪(图中未示出,此为现有技术,不赘述),所述综合功能测试仪用于实现对产品的综合功能测试测试;所述测试支撑台96于所述第十一滑座94上方设置在所述工作台1a上,所述测试支撑台96上设有两条测试通道,每条测试通道均用于承载所述第二抓料块87输送来的产品,且所有所述测试PCB板941的顶部均依次向上穿出所述PCB安装槽和测试支撑台96并设置在所述测试通道内,从而测试PCB板941能够与产品实现电性连接以进行测试;所述第四安装架97于所述测试支撑台96左侧设置在所述工作台1a上,所述第四安装架97设有一第十三滑轨971,所述第十二滑座98可前后滑动设置在所述第十三滑轨971上,所述第二十一气缸99于所述第十二滑座98前方设置在所述第四安装架97,且所述第二十一气缸99的输出端与所述第十二滑座98相连接,使用时通过所述第二十一气缸99牵引所述第十二滑座98实现前后滑移;所述第十二滑座98上设有一第十四滑轨981,所述第二十二气缸99a于所述第十四滑轨981后方设置在所述第十二滑座98上,所述拨块99b可上下滑动设置在所述第十四滑轨981上,且所述拨块99b还与所述第二十二气缸99a的输出端相连接,使用时通过所述第二十二气缸99a牵引所述拨块99b实现上升或下降;所述拨块99b底部设有若干适配所述产品的拨槽,从而拨块99b能够罩设在测试通道内的产品上并产品向后滑移以实现依次完成上述四种测试。
在本实施例中,所述下料机构11包括下料输送线11a和不良品暂存台11b;所述下料输送线11a于所述测试支撑台96后方设置在所述工作台1a上,且所述下料输送线11a的前端与所述测试通道对接在一起,具体的,所述下料输送线11a为皮带式传动输送线(此为现有技术,不赘述),从而完成测试的良品能够实现自动化下料;所述不良品暂存台11b于所述第二输送模组71后方设置在所述工作台1a上,用于暂存所述第三抓料机构10转运来的不良品。
在本实施例中,所述第三抓料机构10包括第五安装架101、第三传动组件102、第二十三气缸103、第十三滑座104、第十四滑座105和第三抓料块106;所述第五安装架101于所述下料输送线11a上方设置在所述工作台1a上,所述第五安装架101上设有一第十五滑轨1011,所述第三传动组件102于所述第十五滑轨1011上方设置在所述第五安装架101上,所述第十三滑座104设置在所述第十五滑轨1011上,且所述第十三滑座104与所述第三传动组件102的输出端相连接,使用时通过所述第三传动组件102驱动所述第十三滑座104沿所述第十五滑轨1011左右滑移,具体的,所述第三传动组件102为一皮带式传动机构(采用现有技术,不赘述);所述第十三滑座104上设有一第十六滑轨1041,所述第十四滑座105设置在所述第十六滑轨1041上,所述第二十三气缸103于所述第十四滑座105上方设置在所述第十三滑座104上,且所述第二十三气缸103的输出端与所述第十四滑座105相连接,使用时通过所述第二十三气缸103驱动所述第十四滑座105沿所述第十六滑轨1041实现上升或下降;所述第三抓料块106连接在所述第十四滑座105下方,所述第三抓料块106随所述第十四滑座105运动而做同向运动;所述第三抓料块106的底部分别设有四个适配所述产品的第三抓料槽,每一所述第三抓料槽内设有一第二真空吸盘1061,用于抓取所述产品。
在本实施例中,所述机架1上还设有一机罩1b,所述机罩1b于所述工作台1b上方设置在所述机架1上,起到一个保护作用;所述机罩1b的左右两侧分别设有若干可开闭的安全门,便于观察及检修设备;所述机罩1b右侧上还设有一控制盒1c,所述控制盒1c分别与所述上料机构2、缓存移载机构3、第一输送机构4、第一抓料机构5、吸合测试机构6、第二输送机构7、第二抓料机构8、四合一测试机构9、第三抓料机构10和下料机构11电性连接,所述控制盒1c还与一工控机电性连接,用于控制设备的运行;所述机罩1b的后方还设有一显示屏1d,所述显示屏1与所述工控机电性连接,用于显示设备运行的各项参数及测试数据;
所述机架1上还设有一气源处理器1e,用于提供气源;所述机架1的底部四周上分别设有一车轮1f,便于设备的转移,且所述机架1于每一所述车轮1f的侧边还设有一高度可调节的支撑脚1g,提高了稳定性;
进一步的,所述机架1于所述上料输送线21下方设有一上料支撑台1h,对上料输送线21起到一个支撑作用,提高了上料输送线21的运行稳定性。
本发明工作过程及原理如下:设备通电后,通过人工或上料机构2往上料输送线21定期供料,放置在上料输送线21的产品沿上料输送线21向后输送,当产品输送至与截料片233相接触时,此时,停止上料输送线21,启动第三气缸232、第四气缸322、第五气缸324和第六气缸326,截料片233在第三气缸232作用下向右运动以解除与产品的接触,缓存平台327在第四气缸322、第五气缸324和第六气缸326的作用下与上料输送线21完成对接;然后,启动第二气缸224,推料片225向下插入两个产品之间,再启动第一气缸222,推料片225在第一气缸222的作用下将推料片225后方的产品推入第一暂存槽内,重复上述动作直至所有的第一暂存槽内均完成上料操作为止;接着,缓存平台327在第四气缸322、第五气缸324和第六气缸326的作用下与转承台42完成对接,此时,启动第七气缸314和第八气缸432,夹爪317在第七气缸314和第八气缸432的作用下套设在产品上,再启动直线模组312,夹爪317在直线模组312的作用下将产品推入第二暂存槽内,重复上述动作直至所有的第二暂存槽内均完成上料操作为止;接着,启动第九气缸52和第十气缸532,第一抓料块535在第九气缸52和第十气缸532的作用下移动至顶升块435上方,再启动第十一气缸534,第一抓料块535在第十一气缸534的作用下套设在转承台42输送至顶升块435上的产品上,此时,启动第一电磁铁5351,产品即被吸附在第一抓料槽内完成抓料动作,第一抓料块535在第九气缸52、第十气缸532和第十一气缸534的作用下移动至产品承载台413上方,断开第一电磁铁5351即可将产品卸放在产品承载台413,重复上述动作直至产品承载台413上的所有产品槽均完成上料操作为止;接着,启动第一传动组件411,产品承载台413在第一传动组件411的作用下向后滑移至吸合台69a下方,再启动第十三气缸67和第十四气缸69,吸合台69a在第十三气缸67和第十四气缸69的作用下套设在产品承载台413的产品上,此时,启动第一真空吸盘69a2,产品即被第一真空吸盘69a2吸附在吸合槽69a1内,再启动吸合测试装置对产品进行300次吸合测试;吸合测试完成后,启动第十二气缸64,吸合台69a在第十二气缸64的作用下移动至第二输送模组71上,此时,断开第一真空吸盘69a2,产品即被卸放在第二输送模组71上;接着,产品在第二输送模组71的作用下向后输送,当产品移动到顶升架722上方时,顶升架722在第十六气缸721的作用下向上顶升产品,使得产品顶入对应的取料槽内,此时,第二抓料块87在第二传动组件82、第十七气缸83和第十八气缸86的作用下套设在产品上,再启动第二电磁铁871,产品即被吸附在第二抓料槽内;接着,第二抓料块87在第二传动组件82、第十七气缸83和第十八气缸86的作用下移动至测试通道上方,断开第二电磁铁871,产品即被卸放在测试通道上;接着,拨块99b在第二十一气缸99和第二十二气缸99a的作用下驱动产品向后滑移,测试PCB板941在第十九气缸92和第二十气缸95的作用下实现与产品的电性连接,从而产品在测试通道上向后滑移时能够依次完成线圈与触点之间的高压测试、触点与触点之间的高压测试、电洗测试和综合功能测试;四种测试完成后,良品在拨块99b的作用下被推入下料输送线11a,完成自动化下料,而不良品则会被第三抓料机构10转移至不良品暂存台11b上,具体过程是,第三抓料块106在第三传动组件102和第二十三气缸103的作用下移动至测试通道上方,并套设在不良品上方,此时,启动第二真空吸盘1061,不良品即被吸附在第三抓料槽内,再启动第三传动组件102和第二十三气缸103,使得第三抓料块106移动至不良品暂存槽上方,断开第二真空吸盘1061,不良品即被卸放在不良品暂存槽上;如此循环,即可实现对继电器的自动化测试。
以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种自动化综合测试机
- 一种电源自动化组装综合测试机