一种铜形变类工序单位能耗的测算方法
文献发布时间:2023-06-19 10:02:03
技术领域
本发明涉及能耗测算领域,尤其涉及一种铜形变类工序单位能耗的测算方法。
背景技术
因企业数字化转型需求,同时生产设备不断优化升级,产品规格越来越丰富,故其对于新产品的工艺设定无法确定、能耗核算无法做到有效且细致。且当新规格产品需要成本测算或工艺标准建立时以往需经过多次大量的实验性生产才可以确定。本方法针对现有技术的不足,提供了一种铜形变类工序单位能耗的测算方法。
发明内容
本发明的目的是针对现有技术中的不足,提供一种铜形变类工序单位能耗的测算方法。
为实现上述目的,本发明采取的技术方案是:
提供一种铜形变类工序单位能耗的测算方法,包括如下步骤:
步骤一,数据导出:工序所采用设备的用电量Q
步骤二,计算单样品单道次的能耗α
步骤三,计算单样品各道次的累计能耗α
步骤四,将编号为{1,2,3……N}的不同所述样品的累计能耗α
进一步地,所述散点图中以所述累计延展率λ
进一步地,所述铜形变类工序包括管坯盘拉工序、轧制工序。
进一步地,当所述铜形变类工序为管坯盘拉工序时,所述单样品单道次的能耗α
米克重=(D
其中,ρ为所述管坯的密度,H
进一步地,当所述铜形变类工序为管坯盘拉工序时,所述延展率λ
λ
其中,ρ为所述管坯的密度。
进一步优选地,当所述铜形变类工序为管坯盘拉工序时,所述延展率λ
λ
其中,ρ为所述管坯的密度。
进一步地,当所述铜形变类工序为轧制工序时,所述单样品单道次的能耗α
米克重=H
其中,所述线速度的单位为m/min,
进一步地,当所述铜形变类工序为轧制工序时,所述延展率λ
本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
仅需在少量样品数据测算的情况下,可将该设备可生产的所有规格产品能耗数据根据趋势线方程测算出,且后续有新规格产品时也可以预测其单吨电耗数据,进而计算出其设备参数设定值。
附图说明
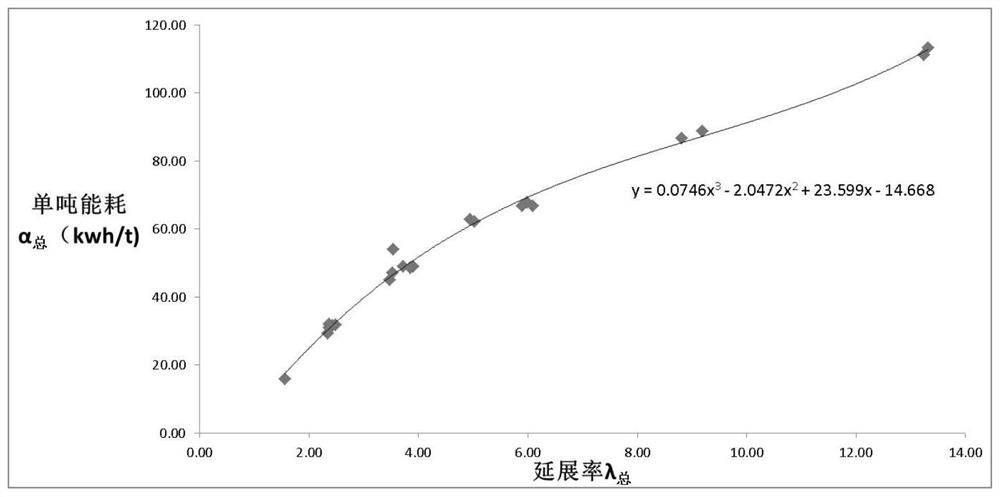
图1为本发明实施例1的能耗曲线方程;
图2为本发明实施例2的能耗曲线方程。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
实施例1
本实施例提供了管坯盘拉工序单位能耗的测算方法,具体步骤如下:
步骤一,数据导出:工序所采用设备的用电量Q
步骤二,计算单样品单道次的能耗α
米克重=(D
单样品单道次的能耗α
延展率λ
优选地,延展率λ
λ
其中,公式中的ρ为管坯的密度。
步骤三,计算单样品各道次的累计能耗α
步骤四,以累计延展率λ
表1
本发明实施例提供的能耗曲线方程,可以用于以下工业场景:
1、新产品动力成本测算:首先将新规产品的延展率计算出,从而带入能耗曲线方程,可以计算出其当前设备用电利用效率下的动力成本。
2、工艺参数的测算:对于设备的生产能力来说,其所能提供的最大功率可以知道,故一个设备的生产能力可由设备所能提供能耗/能耗曲线计算出产品的单吨能耗得出其单位时间内的最大生产量,从而计算出速度。
3、用于新设备验收时用电效率评价:新设备引进后通过能耗曲线测算后,可得出新设备能耗曲线,将其与老设备相对比,评价其用电效率的高低。
实施例2
本实施例提供了轧制工序单位能耗的测算方法,具体步骤如下:
步骤一,数据导出:工序所采用设备的总电流I;工序的道次n;进行道次n的工序之前样品的厚度H
步骤二,计算单样品单道次的能耗α
米克重=H
其中,线速度的单位为m/min,
当无法直接获得线速度时,可通过轧辊直径D和轧辊角速度w(圈/min)
计算线速度,线速度=(D÷2)
步骤三,计算单样品各道次的累计能耗α
步骤四,将编号为{1,2,3……N}的不同所述样品的累计能耗α
在本实施例2中,由于延展率λ
表2
上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
- 一种铜形变类工序单位能耗的测算方法
- 一种防变形变压器制造工序线圈制作绕线机