具有夹持区域的定影装置和成像装置
文献发布时间:2023-06-19 10:08:35
技术领域
本发明涉及定影装置和成像装置,更具体地涉及设置在使用电子照相记录方法的成像装置(诸如激光打印机、复印机或传真机)中的定影装置。
背景技术
作为设置在成像装置中的定影装置,例如,在日本专利申请特开No.2016-114621中,公开了一种定影装置,其中在作为加热构件的定影膜内部布置热源并且在作为压力构件的压力辊与定影膜之间形成定影夹持部。该定影装置的定影膜的热容小,因此可以使定影膜立即达到高温。
另外,例如,在日本专利申请特开No.2012-002956中,公开了一种定影装置,类似于日本专利申请特开No.2016-114621,该定影装置具有定影膜和压力辊,其中在定影夹持部处设置有与定影膜的内周表面接触的定影夹持部形成构件。该定影夹持部形成构件包括突出部,该突出部位于片材的输送方向上的下游侧并且位于定影夹持部的区域(以下称为定影夹持区域)的外侧,从而提高了分离片材的分离能力。
当片材穿过定影夹持区域时,形成在片材上的调色剂图像在被加热的同时与定影膜接触。存在加热的调色剂的粘性增大而引起定影膜的外表面(以下称为定影膜外表面)与调色剂图像粘合的趋势。当定影膜外表面与调色剂图像之间的粘合强度过高时,片材可能粘合并附着至定影膜外表面,结果在某些情况下片材无法与定影膜外表面分离。在日本专利申请特开No.2016-114621中公开的定影装置中,定影膜具有几乎为正圆的椭圆形状,并且定影膜外表面的曲率半径在任何位置处都基本相同。因此,存在提高分离能力的问题。
此外,对于成像装置,还需要被排出片材的堆叠性。在其中热源布置在片材的正面侧的定影构造中,片材的正面比背面达到更高的温度。在这种情况下,在片材的背面侧位于内侧的情况下,片材更容易卷曲成管状。当片材强烈卷曲时,在某些情况下无法将片材堆叠在排出部上。在日本专利申请特开No.2012-002956中公开的定影装置中,夹持部形成构件包括位于输送方向的下游侧并且位于定影夹持区域的外侧的突出部,该突出部朝压力辊显著地突出。片材沿着压力辊的旋转方向排出。因此,片材由于加热而卷曲所沿的方向与由排出方向赋予的弯曲的方向相同。因此,在高温高湿的条件下,片材可能卷曲成管状。
发明内容
根据本发明的一个实施例,提供了一种定影装置,包括:第一旋转构件,其能够旋转;第二旋转构件,其构造成接触第一旋转构件;夹持部形成构件,其位于第一旋转构件的内周侧、并且构造成支撑第一旋转构件以形成夹持区域,所述夹持区域是第一旋转构件与第二旋转构件之间的接触区域;和加热器,其由夹持部形成构件保持,其中,定影装置构造成在夹持区域中加热承载于记录材料上的调色剂图像,其中,夹持部形成构件包括:第一突出部,其位于夹持区域的内侧并且位于记录材料的输送方向上的下游侧的端部附近、并且抵接在第一旋转构件的内周表面上;和第二突出部,其位于夹持区域的外侧并且位于输送方向上的下游侧、并且抵接在第一旋转构件的内周表面上,其中,在相对于夹持部切线正交的正交方向上,第二突出部的顶端与夹持部切线之间的距离大于第一突出部的顶端与夹持部切线之间的距离,所述夹持部切线穿过其中加热器与第一旋转构件的内周表面接触的夹持区域中的第一旋转构件与第二旋转构件之间的接触表面、并且平行于所述接触表面延伸,其中,第二突出部沿正交方向朝第二旋转构件延伸而不超过夹持部切线,并且其中,第二突出部的顶端部分处的曲率半径小于第一旋转构件的内周圆的半径。
通过以下参考附图对示例性实施例的描述,本发明的其他特征将变得显而易见。
附图说明
图1是根据第一实施例的定影装置的截面图。
图2A是第一实施例的夹持部形成构件的截面图。
图2B是图2A的局部放大图。
图3A是根据第一实施例的定影装置的透视图。
图3B是第一实施例的夹持部形成构件的透视图。
图4A是第一比较例的夹持部形成构件的截面图。
图4B是图4A的局部放大图。
图5A是第二比较例的夹持部形成构件的截面图。
图5B是图5A的局部放大图。
图6A是第三比较例的夹持部形成构件的截面图。
图6B是图6A的局部放大图。
图7是根据第一至第四实施例的成像装置的截面图。
图8A和8B是用于说明第一实施例中的片材堆叠性的说明图。
图9A和9B是用于说明第二比较例中的片材堆叠性的说明图。
图10示出了第一实施例中的分离能力和片材堆叠性的评估结果。
图11示出了第二实施例中的分离能力和片材堆叠性的评估结果。
图12A是根据第三实施例的定影装置的截面图。
图12B是根据第三实施例的定影装置的透视图。
图13A和13B是根据第三实施例的定影装置的透视图。
图14A、图14B、图14C和图14D是根据第三实施例的夹持部形成构件的示意图。
图15A是第三实施例的夹持部形成构件的A-A’截面图。
图15B是图15A的局部放大图。
图16A是第三实施例的夹持部形成构件的B-B’截面图。
图16B是图16A的局部放大图。
图17A、图17B、图17C和图17D是第四实施例的夹持部形成构件的示意图。
图18A是第四实施例的夹持部形成构件的A-A’截面图。
图18B是图18A的局部放大图。
图19A是第四实施例的夹持部形成构件的B-B’截面图。
图19B是图19A的局部放大图。
图20A和图20B是第五实施例的加热器的示意图。
具体实施方式
现在,参考附图详细描述本发明的实施例。
[第一实施例]
[定影装置]
本公开涉及设置在使用电子照相记录方法的成像装置30(图7)(例如激光打印机、复印机或传真机)中的定影装置1。图1是根据第一实施例的定影装置1的截面图。定影装置1包括定影膜2、压力辊3、加热器4和夹持部形成构件5。定影膜2是呈圆筒形状(或管形状)并且可旋转的第一旋转构件。压力辊3是与定影膜2形成定影夹持部的第二旋转构件。夹持部形成构件5构造成保持加热器4。夹持部形成构件5布置在定影膜2的内周侧,并且构造成在定影夹持部处支撑定影膜2。定影装置1还包括构造成保持定影装置1在纵向方向上的强度的支架6。定影装置1的纵向方向也是相对于作为记录材料的片材的输送方向基本正交的方向。定影夹持部形成在夹持区域中,该夹持区域由夹持部形成构件5形成并且是定影膜2与压力辊3之间的接触区域。
定影膜2由聚酰亚胺基材、硅橡胶层和PFA脱模层形成。聚酰亚胺基材的膜厚度为50μm。硅橡胶层的膜厚度为200μm,并且形成在聚酰亚胺基材上。PFA脱模层的膜厚度为20μm,并且形成在硅橡胶层上。压力辊3由SUM金属芯、硅橡胶弹性层和PFA脱模层形成。SUM金属芯的外径为13mm。硅橡胶弹性层的膜厚度为3.5mm,并且形成在SUM金属芯上。PFA脱模层的膜厚度为40μm,并且形成在硅橡胶弹性层上。压力辊3通过驱动源(未示出)旋转,并且由压力辊3推压的定影膜2跟随压力辊3的驱动而旋转。
加热器4由夹持部形成构件5保持,并且定影膜2的内周表面和加热器4的表面彼此接触。支架6的两端通过未示出的器件而被加压,并且加压力经由夹持部形成构件5和定影膜2由压力辊3接收。结果,形成了其中定影膜2和压力辊3彼此压力接触的定影夹持部。夹持部形成构件5需要具有刚性、耐热性和隔热性,并且由液晶聚合物形成。
加热器4由陶瓷基板和加热器形成。陶瓷基板为板状并且由例如氧化铝制成。加热器设置在陶瓷基板上,并且主要由银和钯制成。陶瓷基板的厚度t=1mm,宽度W=6.3mm,长度l=280mm。设置在陶瓷基板上的加热器产生热量。在加热器4的后表面上布置有彼此接触的作为温度检测单元的热敏电阻7和作为安全元件的热敏开关(未示出)。热敏电阻7是片式电阻型的热敏电阻。检测热敏电阻7的片式电阻,并且热敏电阻7的检测结果被用于加热器4的温度控制。作为陶瓷基板的材料,例如氧化铝(Al
热敏电阻7还能够检测过度的温度升高。热敏开关是双金属热敏开关,并且加热器4和热敏开关彼此电连接。当热敏开关检测到加热器4的后表面上的温度过度升高时,设置在热敏开关内部的双金属片工作,从而能够中断供应给加热器4的电力。
[夹持部形成构件]
图2A是第一实施例的夹持部形成构件5的截面图。其中定影膜2和压力辊3彼此接触的区域被称为夹持区域N1,其中定影膜2和加热器4彼此接触的区域被称为夹持区域N2。夹持区域N2的切线被称为夹持部切线W。与夹持部切线W平行的方向被称为X方向(图2A的图纸中的向右方向(与输送方向相反的方向)相当于正侧),并且在图2A的图纸中与夹持部切线W垂直的方向被称为Y方向(图2A的图纸中的向上方向相当于正侧)。夹持部切线W是这样的直线,其在其中加热器4与定影膜2的内周表面接触的夹持区域N2中穿过定影膜2与压力辊3之间的接触表面、并且平行于该接触表面延伸。
夹持部形成构件5包括第一突出部51和第二突出部52。第一突出部51是在片材的输送方向上比加热器4更位于下游侧并且隔着定影膜2与压力辊3接触的突出部。第一突出部51位于夹持区域N1中并且位于夹持区域N1在输送方向上的下游侧的端部附近。第一突出部51在相对于夹持部切线W大致正交的方向上向压力辊3(Y轴方向上的负侧)延伸(突出)。第一突出部51按压定影膜2的内周表面,从而改变定影膜2的外表面在受压部分处的曲率半径。第一突出部51布置在与紧接在从定影夹持部排出片材之前的时刻相对应的位置处,并且具有向片材施加高压(峰值压力)以使调色剂图像附着至片材上的功能。第一突出部51在定影夹持部的位于输送方向上的下游侧的端部附近将定影膜2的内周表面压在压力辊3上。
第二突出部52是在输送方向上比加热器4和第一突出部51位于更下游侧并且与定影膜2的内周表面抵接但不从压力辊3接收压力(即不隔着定影膜2与压力辊3接触)的突出部。第二突出部52位于夹持区域N1的外侧,并且位于输送方向上的下游侧。第二突出部52在相对于夹持部切线W大致正交的方向上朝压力辊3(Y轴方向上的负侧)延伸。第二突出部52不隔着定影膜2与压力辊3接触。第二突出部52在与紧接从定影夹持部排出片材之后的时刻相对应的位置处按压定影膜2的内周表面以改变定影膜2的曲率,从而能够减小定影膜2的外表面的曲率半径。结果,第二突出部52具有使片材与定影膜2分离的功能。在第一突出部51和第二突出部52之间设置有空间R,在该空间R中定影膜2的内周表面和夹持部形成构件5不彼此抵接并且定影膜2的外表面和压力辊3不彼此接触,由此使定影膜2与第二突出部52接触,使得定影膜2围绕第二突出部52卷绕。结果,定影膜2能够更可靠地与第二突出部52接触,由此能够稳定地提供从定影膜2分离片材的分离能力。这里,夹持区域N1在输送方向上具有大约为8mm的长度,夹持区域N2在输送方向上具有大约为6mm的长度。
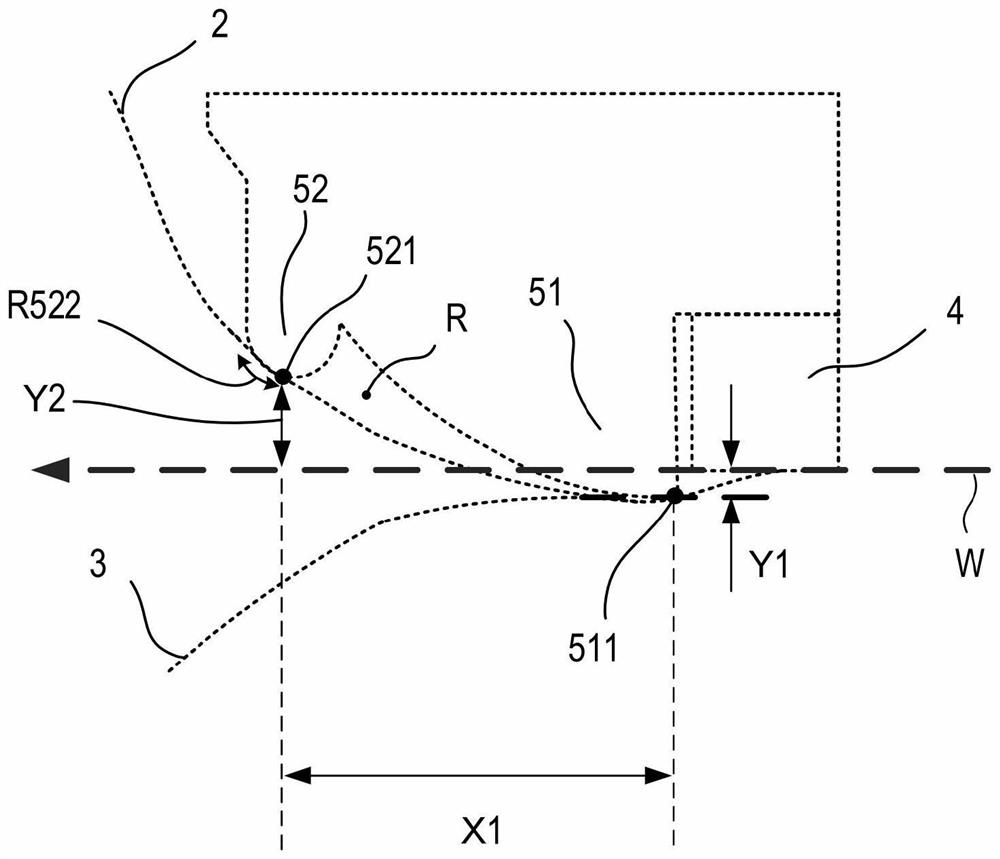
图2B是图2A的局部放大图,包括第一实施例中的在输送方向上位于夹持部形成构件5的下游侧的第一突出部51和第二突出部52。在第一突出部51中,位于夹持区域N1中且朝压力辊3侧(Y轴方向上的负侧)突出最多的点被称为第一突出部51的顶点511。在第二突出部52中,朝压力辊3侧(Y轴方向上的负侧)突出最多的点被称为第二突出部52的顶点521。
与第二突出部52相比,第一突出部51位于输送方向的更上游侧(X方向上的正侧),并且第一突出部51的顶点511与第二突出部52的顶点521之间在X方向上的距离Xl为例如3mm。第一突出部51伸入超过夹持部切线W(Y方向上的负侧),第一突出部51的顶点511相对于夹持部切线W的伸入量Y1为例如0.2mm。在此,第一突出部51的顶点511相对于夹持部切线W的伸入量Y1是第一突出部51的顶点511与夹持部切线W之间在相对于夹持部切线W大致正交的方向上的距离。同时,第二突出部52相对于夹持部切线W以一定的间隙布置,而不到达夹持部切线W,并且从第二突出部52的顶点521到夹持部切线W的距离(最小退避量)Y2为例如0.8mm。在此,从第二突出部52的顶点521到夹持部切线W的距离(最小退避量)Y2是第二突出部52的顶点521与夹持部切线W之间在相对于夹持部切线W大致正交的方向上的距离。
第二突出部52的顶端部分在相对于纵向方向基本正交的方向上具有半径为4mm的半圆形截面形状,并且与定影膜2的内周表面抵接的区域的曲率半径R522为4mm。定影膜2具有大致圆筒形的形状,其中内周圆的半径为9mm,并且外表面的曲率半径基本上为约9mm。使曲率半径小的第二突出部52与定影膜2的内周表面压力接触,以减小定影膜2的表面在受压部分处的曲率半径,从而能够提高从定影膜2分离片材的分离能力。优选的是,第二突出部52的曲率半径小于定影膜2的内周圆的半径。在此,定影膜2的内周圆的半径是在与具有圆筒形形状的定影膜2的圆筒体延伸所沿的方向正交的横截面中由定影膜2形成的大致圆形形状中内接的最大圆的半径。
图3A是根据第一实施例的定影装置1的透视图。与压力辊3的芯轴平行的方向被称为Z方向(图3B的图纸中的向上方向对应于正侧)。图3B是第一实施例的夹持部形成构件5的透视图。第一突出部51和第二突出部52均以在Z方向上延伸的方式连续地形成。
如上所述,布置在夹持区域N1外部的第二突出部52与定影膜2的圆周表面接触,从而使定影膜2的表面弯曲,由此能够减小定影膜2的曲率半径。结果,片材可以容易地与定影膜2分离。
此外,第二突出部52布置成在与压力辊3相反的方向(Y轴方向上的正侧)上比第一突出部51更远离夹持部切线W。因此,从夹持区域N1排出的片材以倾斜状态朝与压力辊3相反的方向(Y轴方向上的正侧)排出。在与通过加热引起的片材卷曲所沿的方向相反的方向上赋予片材弯曲,并且片材被排出。结果,显著减轻了片材的卷曲,由此能够提高片材的堆叠性。
[效果]
为了检验第一实施例的效果,通过与包括形状与夹持部形成构件5不同的夹持部形成构件的第一比较例、第二比较例和第三比较例进行比较,检验了(i)分离片材的分离能力、以及(ii)被排出片材的堆叠性。
(第一比较例)
图4A是第一比较例的夹持部形成构件60的截面图。图4B是图4A的局部放大图,包括在输送方向上设置在下游侧的第一突出部61。在图4A中,夹持部形成构件60包括第一突出部61。在第一比较例中,夹持区域N1和N2与第一实施例中的相同。夹持区域N1在输送方向上具有约为8mm的长度,夹持区域N2在输送方向上具有约为6mm的长度。在图4B中,第一突出部61的顶点611伸入超过夹持部切线W,并且伸入量Y3为0.2mm。与第一实施例的夹持部形成构件5不同,夹持部形成构件60不包括第二突出部。
(第二比较例)
图5A是第二比较例的夹持部形成构件70的截面图。图5B是图5A的局部放大图,包括在输送方向上设置在下游侧的第一突出部71和第二突出部72。在第二比较例中,夹持区域N1和N2与第一实施例的相同。夹持区域N1在输送方向上具有约为8mm的长度,夹持区域N2在输送方向上具有约为6mm的长度。在图5B中,第一突出部71的顶点711的伸入量Y4为0.2mm。第二突出部72在输送方向上比第一突出部71布置在更下游侧,并且第一突出部71的顶点711与第二突出部72的顶点721之间的距离X2为3mm。第二突出部72的顶点721越过夹持部切线W而伸入Y方向的负侧,伸入量Y5为0.6mm。即,第二比较例与第一实施例的不同之处在于,第二突出部72比第一突出部71和加热器4的表面向压力辊3侧突出更多。
(第三比较例)
图6A是第三比较例的夹持部形成构件80的截面图。图6B是图6A的局部放大图,包括在输送方向上设置在下游侧的第一突出部81和第二突出部82。在第三比较例中,夹持区域N1和N2与第一实施例中的相同。夹持区域N1在输送方向上具有约为8mm的长度,夹持区域N2在输送方向上具有约为6mm的长度。在图6B中,第一突出部81的顶点811的伸入量Y6为0.2mm。第二突出部82的顶点821的最小退避量也与第一实施例中的相同,最小退避量Y7为0.8mm。第二突出部82在输送方向上比第一突出部81布置在更下游侧,第一突出部81与第二突出部82之间的距离X3为3mm。第三比较例与第一实施例的不同之处在于,第二突出部82的顶端部分处的曲率半径R822为10mm,并且比定影膜2的内周半径(其为9mm)更大。
(i)分离片材的分离能力
对于第一实施例以及第一至第三比较例的构造,进行了分离片材的分离能力的比较。以使得调色剂图像与定影膜2接触的方式定向的片材进入由定影膜2和压力辊3形成的定影夹持部。然后,进行测试以检查从定影夹持部排出的片材是否与定影膜2分离。
测试条件描述如下。测试室的温度设定为30℃,湿度设定为80%。作为片材,使用由佳能公司制造、基重为60g/m
描述关于分离片材的分离能力的检查结果。在第一实施例和第二比较例中,可以分离片材。同时,在第一比较例和第三比较例中,不能分离片材。考虑关于分离能力的测试结果。在第一实施例和第二比较例中,提供了具有小的曲率半径的第二突出部52、72,并且使第二突出部52、72与定影膜2的内周表面压力接触。定影膜2的表面的曲率半径在受压部分处会显著减小。结果,可以在该区域中分离片材。同时,在第一比较例中,未设置第二突出部,并且定影膜2的表面的曲率半径不会减小。结果,不能分离片材。第三比较例的第二突出部82被压在定影膜2的内周表面上并与定影膜2的内周表面接触。然而,第二突出部的曲率半径为10mm,大于定影膜2的内周半径,因此不能减小定影膜2的表面的曲率半径。结果,片材不能与定影膜2分离。根据上述测试结果,发现在设置布置于夹持区域外侧的第二突出部、并且第二突出部的曲率半径设定为小于定影膜2的内周半径时,可以分离片材。
(ii)从定影装置1排出的片材的堆叠性
(关于成像装置)
使用图7所示的成像装置30,对第一实施例以及第一至第三比较例的构造进行了测试,以检查是否可以堆叠被排出的片材。成像装置30是联线型的彩色激光打印机。现在,描述成像装置30的构造。成像装置30包括用于黄色(Y)、品红色(M)、青色(C)和黑色(Bk)的四个站。这些站具有相同的构造。因此,在图7中,附图标记仅被给予用于黑色(Bk)的站,而省略了用于其他站的附图标记。每个站包括感光鼓20、充电辊21、清洁单元22和显影单元23。感光鼓20是图像承载构件。充电辊21构造成对感光鼓20充电。清洁单元22构造成收集感光鼓20上的调色剂。显影单元23由显影辊、调色剂和显影刮刀形成。这些构件被集成为可拆卸地附接至成像装置30的处理盒。曝光设备24是扫描仪单元,其被构造成利用多面镜扫描激光束、并且被构造成用基于图像信号调制的扫描光束照射感光鼓20。感光鼓20和一次转印辊25隔着中间转印带13彼此相对地布置。中间转印带13围绕张力辊14、二次转印对置辊12和辅助辊15张紧,二次转印辊11与二次转印对置辊12相对地布置。中间转印带清洁单元16构造成去除中间转印带13上的调色剂。定影装置1在输送方向上比二次转印辊11布置在更下游侧。
接下来,描述成像过程。通过曝光设备24在感光鼓20上形成静电潜像。感光鼓20与将调色剂保持于其表面上的显影辊接触,并且使调色剂图像在感光鼓20上显影。电压被施加至一次转印辊25,并且感光鼓20上的调色剂图像被转印至中间转印带13。电压被施加至二次转印辊11,并且中间转印带13上的调色剂图像被转印到输送至二次转印辊11的片材上。在片材到达定影装置1之前有助于在片材上形成未定影的调色剂图像的构件用作成像单元。定影装置1施加热量以将调色剂图像定影在片材上。片材堆叠在成像装置30的排出部31上。
测试条件描述如下。测试室的温度设定为30℃,湿度设定为80%。使用由佳能公司制造、基重为60g/m
图8A和图8B是用于说明第一实施例中的片材的堆叠性的说明图。图8A是用于说明从定影装置1排出的片材的状态的图。在图8A中,片材在被相对于输送方向平缓地弯曲以使得片材的正面(位于前侧的表面)位于内侧的同时从定影装置1排出。在图8A中,带阴影线的表面是片材的背面。图8B是连续排出的第一至第三片材堆叠在排出部31上的状态的图示。片材被整齐地堆叠在成像装置30的排出部31上。不仅在第一实施例中,而且在第一比较例和第三比较例中,均毫无困难地堆叠片材。
接下来,在图9A和图9B中示出了用于示出第二比较例中的片材的堆叠性的说明图。图9A是从定影装置1排出的片材的状态的图示。在片材的纵向方向上,片材以使片材卷曲成圆筒状且背面位于内侧的状态排出。在图9A中,带阴影线的表面是片材的背面。图9B是相继排出的第一至第三片材被排出至排出部31的状态的图示。首先,将卷曲成圆筒形状的片材作为第一片材排出至排出部31。第二片材在推出第一片材的同时排出至排出部31。以相同的方式,第三片材推出第二片材,并且第二片材推出第一片材,结果第一片材从排出部31掉落。在第二比较例中,不能堆叠片材。
图10示出了第一实施例以及第一至第三比较例中的分离片材的分离能力和被排出片材的堆叠性的评估结果的列表。图10示出了作为分离能力片材是否可以通过定影装置1与定影膜2分离、以及作为被排出片材的堆叠性片材是否可以堆叠在排出部31上。另外,示出了在片材的排出方向Nw和输送方向上的下游侧的夹持部形成构件的局部截面图。片材的排出方向Nw是可以基于输送方向上的下游侧的其中定影膜2和压力辊3彼此接触的夹持部处的切线而确定的方向。即,排出方向Nw是在定影夹持部的在片材的输送方向上的下游侧的端部处的切线方向。
在第一实施例、第一比较例和第三比较例中,片材在排出方向Nw倾斜而具有朝Y轴方向上的正侧的方向分量的状态下排出。片材被赋予在与片材由于加热而卷曲所沿的方向相反的方向上的弯曲,并且片材被排出。因此,能够堆叠片材。同时,在第二比较例中,第二突出部72比第一突出部更向Y轴方向上的负侧突出。因此,片材在片材的排出方向Nw倾斜而具有朝Y轴方向上的负侧的方向分量的状态下排出。因此,片材卷曲,并且不能堆叠片材。在以使排出方向Nw向Y轴方向上的正侧倾斜的方式排出片材时,能够以正面位于内侧的弯曲状态排出片材。结果,片材可以被赋予在与片材因加热而卷曲成圆筒形状所沿的方向相反的方向上的弯曲。在将包括第一突出部和第二突出部的夹持部形成构件5安装至定影装置1上时,能够至少通过将第二突出部的顶端布置得比第一突出部的顶端更靠Y方向上的正侧来堆叠片材。基于这些结果,可以确认,利用第一实施例的构造可以获得分离片材的分离能力和被排出片材的堆叠性这两者。
如上所述,根据第一实施例,可以将第二突出部52的顶端部分处的曲率半径设定为小于定影膜2的内表面的半径,并且第二突出部52的顶端可以布置成比第一突出部51更远离压力辊3或夹持部切线W。结果,可以获得分离片材的分离能力和被排出片材的堆叠性这两者。在以上描述中,示例了彩色激光束打印机。然而,无论是单色还是彩色,根据第一实施例的定影装置都可以无限制地用于使用电子照相记录方法的成像装置30。
如上所述,根据第一实施例,可以获得分离片材的分离能力和被排出片材的堆叠性这两者。
[第二实施例]
图11示出了第二实施例中的分离能力和片材堆叠性的评估结果。图11示出了第一实施例和第二实施例中的分离片材的分离能力和被排出片材的堆叠性的评估结果以及位于输送方向上的下游侧的夹持部形成构件5的局部截面图。第二实施例的夹持部形成构件5包括第一突出部53和第二突出部54。第一突出部53具有顶点531,第二突出部54具有顶点541。
第二实施例的夹持部形成构件5与第一实施例的不同之处在于,不允许第一突出部53伸入超过夹持部切线W,从而使Y1=0。在第一实施例和第二实施例中,都可以堆叠片材而不存在任何问题。根据图11的截面图,在第二实施例中,片材的排出方向Nw更朝向Y轴方向上的正侧倾斜。由于排出方向Nw更朝向Y轴方向上的正侧倾斜,因此能够在沿片材的正面形成谷状部的方向赋予片材弯曲的情况下排出片材。即,通过在与片材因加热而卷曲成圆筒形状所沿的方向相反的方向上校正片材的能力高。例如,在成像装置30的处理速度高并且需要在高温下加热片材的情况下,存在片材的卷曲程度变大的趋势。因此,第二实施例的构造更有可能提高片材的堆叠性,因此是优选的。
如上所述,根据第二实施例,可以获得分离片材的分离能力和被排出片材的堆叠性这两者。
[第三实施例]
在第三实施例中,定影膜2、压力辊3等与第一实施例中的相同,并且在定影膜2的端部处设置有构造成管控膜形状的管控构件9。利用这种构造,能够获得分离片材的分离能力和被排出片材的堆叠性这两者。根据第三实施例的定影装置1包括夹持部形成构件90,并且夹持部形成构件90包括第一突出部91和第二突出部92。
[管控构件]
图12A是根据第三实施例的定影装置1的截面图。图12B是根据第三实施例的定影装置1的透视图。与根据第一实施例的定影装置1不同,管控构件9布置在与定影膜2的内周表面接触的位置处。管控构件9在定影膜2的纵向方向上的两端处插入定影膜2中,并且构造成支撑定影膜2的两端部的至少一部分。通过使用管控构件9,可以固定定影膜2的两端处的位置,由此稳定定影膜2的旋转输送能力。
图13A是在压力辊3停止时(以下称为“在压力辊3停止期间”)的定影装置1的透视图。图13B是在压力辊3旋转时(以下称为“在压力辊3旋转期间”)的定影装置1的透视图。与定影膜2的纵向方向(压力辊3的轴向方向)平行的方向被称为Z方向。在图13A中,在压力辊3停止期间,定影膜2跟随压力辊3而不被弯曲,并且平行于Z方向布置。在图13B中,在压力辊3旋转期间,定影膜2是弯曲的,并且不平行于Z方向。管控构件9管控定影膜2的两端部处的膜形状。因此,在压力辊3旋转期间,定影膜2在两端部处(A-A’部分附近)显示出与在压力辊3停止期间显示的定影膜2的轨迹基本相同的轨迹。同时,在定影膜2的纵向方向的中心部分(B-B’部分附近)处,未设置构造成管控定影膜2的构件,因此定影膜2被沿输送方向拉动。因此,定影膜2在纵向方向上的中心部分处沿输送方向弯曲。
[夹持部形成构件]
图14A是夹持部形成构件90的平面图。图14B是夹持部形成构件90的截面图。图14C是夹持部形成构件90的侧视图。图14D是夹持部形成构件90的截面图。在图14A和图14B中,第二突出部92在夹持部形成构件90的纵向方向上的中心部分处(B-B’部分附近)布置得比在夹持部形成构件90的纵向方向上的端部处(A-A’部分附近)更靠X轴方向上的负侧。即,第二突出部92在纵向方向上的中心部分处以远离沿纵向方向延伸的中心轴线的方式弯曲成弧状。在图14C和图14D中,第二突出部92在Z轴方向上连续地形成,并且在Z轴方向上的任何位置处沿Y轴方向的长度都是恒定的。
接下来,描述第三实施例中的夹持部形成构件90的纵向方向上的端部的A-A’部分和纵向方向上的中心部分的B-B’部分的细节。图15A是夹持部形成构件90在纵向方向上的端部的A-A’部分处的截面图。在图15A中,夹持部形成构件90包括第一突出部91和第二突出部92。夹持区域N1在输送方向上具有大约为8mm的长度,并且夹持区域N2在输送方向上具有大约为6mm的长度。图15B是夹持部形成构件90的局部放大图,该夹持部形成构件90在夹持部形成构件90的输送方向上的下游侧包括第一突出部91和第二突出部92。在图15B中,第一突出部91布置得比第二突出部92更靠X轴方向上的正侧,并且第一突出部91的顶点911与第二突出部92的顶点921之间的距离X4为3mm。第一突出部91越过夹持部切线W而伸入Y方向上的负侧,第一突出部91的顶点911的伸入量Y8为0.2mm。同时,第二突出部92远离地布置而不跨越夹持部切线W,并且从第二突出部92的顶点921到夹持部切线W的最小退避量Y9为0.8mm。第二突出部92的顶端部分具有半径为4mm的半圆形截面形状,并且与定影膜2的内周表面接触的区域的曲率半径R922为4mm。
图16A是夹持部形成构件90在纵向方向上的中心部分的B-B’部分处的剖视图。在图16A中,夹持部形成构件90包括第一突出部91和第二突出部92。夹持区域N1在输送方向上具有大约为8mm的长度,并且夹持区域N2在输送方向上具有大约为6mm的长度。图16B是夹持部形成构件90的局部放大图,该夹持部形成构件90包括位于夹持部形成构件90在输送方向上的下游侧的第一突出部91和第二突出部92。在图16B中,第一突出部91在X轴方向上布置得比第二突出部92更靠正侧,并且第一突出部91的顶点911与第二突出部92的顶点921之间的距离X41为4mm。在纵向方向上的端部处的距离X4为3mm,而在纵向方向上的中心部分处的距离X41为4mm,即第二突出部92的位置在X轴方向上的负侧相差1mm。第一突出部91越过夹持部切线W而伸入Y方向上的负侧,第一突出部91的顶点911的伸入量Y81为0.2mm。同时,第二突出部92远离地布置而不跨越夹持部切线W,并且从第二突出部92的顶点921到夹持部切线W的最小退避量Y91为0.8mm。第二突出部92的顶端部分具有半径为4mm的半圆形截面形状,并且与定影膜2的内周表面接触的区域的曲率半径R922为4mm。
第二突出部92在纵向方向上的中心部分处布置得比第二突出部92在纵向方向上的端部处靠X轴方向上的负侧更多1mm,使得夹持部形成构件90可以在跟随定影膜2的同时与朝外侧弯曲的定影膜2接触。结果,在与纵向方向上的端部和纵向方向上的中心部分相对应的区域中的任何一个处,都能够使第二突出部92与定影膜2的内周表面接触。如上所述,在第三实施例的夹持部形成构件90的情况下,在与纵向方向上的端部和中心部分相对应的位置中的任何一个处,定影膜2的内周表面与第二突出部92均可以彼此接触,由此能够提高分离片材的分离能力。
[效果]
为了检查第三实施例的效果,检查了在第三实施例的夹持部形成构件90安装至定影装置1的情况下分离片材的分离能力。测试条件如下所述。测试室的温度设定为30℃,湿度设定为80%。由佳能公司制造、基重为60g/m
在使用第三实施例的夹持部形成构件90时,可以从定影膜2分离第一片材(A4片材)和第二片材(A5片材)。另外,在以类似于第一实施例的方式检查片材的堆叠性时,可以堆叠片材而不存在任何问题。如上所述,不管片材的宽度如何,都可以容易地从定影膜2分离片材,并且在与片材由于加热而卷曲所沿的方向相反的方向上校正片材以使得片材的卷曲程度减轻,由此能够提高片材的堆叠性。
如上所述,根据第三实施例,可以获得分离片材的分离能力和被排出片材的堆叠性这两者。
[第四实施例]
在第四实施例中,类似于第三实施例,在定影膜2的端部处设置有构造成管控膜形状的管控构件9。利用第四实施例的构造,可以获得分离片材的分离能力和被排出片材的堆叠性这两者。根据第四实施例的定影装置1包括夹持部形成构件100,并且夹持部形成构件100包括第一突出部101和第二突出部102。如上文在第三实施例中提到的,在布置管控构件9时,如图13B所示,定影膜2在纵向方向上的中心部分处被沿输送方向拉动。结果,定影膜2在纵向方向上的中心部分处沿输送方向弯曲。
[夹持部形成构件]
图17A是夹持部形成构件100的平面图。图17B是夹持部形成构件100的截面图。图17C是夹持部形成构件100的侧视图。图17D是夹持部形成构件的截面图。在图17A和图17B中,第二突出部102在夹持部形成构件100的纵向方向上的端部处(A-A’部分附近)和纵向方向上的中心部分处(B-B’部分附近)沿X轴方向具有恒定的长度。在图17C和图17D中,第二突出部102在纵向方向上的中心部分处(B-B’部分附近)比在纵向方向上的端部处(A-A’部分附近)朝Y轴方向上的负侧延伸并突出得更多。第二突出部102在Z轴方向上连续地形成。
接下来,描述第四实施例中的夹持部形成构件100在纵向方向上的端部的A-A’部分和纵向方向上的中心部分的B-B’部分的细节。图18A是夹持部形成构件100在纵向方向上的端部的A-A’部分处的截面图。在图18A中,夹持部形成构件100包括第一突出部101和第二突出部102。夹持区域N1在输送方向上具有大约为8mm的长度,并且夹持区域N2在输送方向上具有大约为6mm的长度。在图18B中,第一突出部101布置得比第二突出部102更靠X轴方向上的正侧,并且第一突出部101的顶点1011与第二突出部102的顶点1021之间的距离X5为3mm。第一突出部101越过夹持部切线W而伸入Y方向上的负侧,第一突出部101的顶点1011的伸入量Y10为0.2mm。同时,第二突出部102远离地布置而不越过夹持部切线W,并且从第二突出部102的顶点1021到夹持部切线W的最小退避量Y11为0.8mm。第二突出部102的顶端部分具有半径为4mm的半圆形截面形状,并且与定影膜2的内周表面接触的区域的曲率半径R1022为4mm。
图19A是夹持部形成构件100在纵向方向上的中心部分的B-B’部分处的截面图。在图19A中,夹持部形成构件100包括第一突出部101和第二突出部102。夹持区域N1在输送方向上具有大约为8mm的长度,并且夹持区域N2在输送方向上具有大约为6mm的长度。在图19B中,第一突出部101在X轴方向上布置得比第二突出部102更靠正侧,并且第一突出部101的顶点1011与第二突出部102的顶点1021之间的距离X51为3mm。第一突出部101越过夹持部切线W而伸入Y方向上的负侧,并且第一突出部101的顶点1011的伸入量Y101为0.2mm。同时,第二突出部102远离地布置而不越过夹持部切线W,并且从第二突出部102的顶点1021到夹持部切线W的最小退避量Y111为0.2mm。第二突出部102的顶端部分具有半径为4mm的半圆形截面形状,并且与定影膜2的内周表面接触的区域的曲率半径R1022为4mm。
第二突出部102在纵向方向上的中心部分处布置得比第二突出部102在纵向方向上的端部处靠Y轴方向上的负侧更多0.6mm,使得夹持部形成构件100可以在跟随定影膜2的同时与朝外侧弯曲的定影膜2接触。结果,在与纵向方向上的端部和纵向方向上的中心部分相对应的区域中的任何一个处,均能够使第二突出部102与定影膜2的内周表面接触。如上所述,根据第四实施例的夹持部形成构件100,在与纵向方向上的端部和中心部分相对应的位置中的任何一个处,定影膜2的内周表面与第二突出部102均能够彼此接触,由此能够提高分离片材的分离能力。
[效果]
为了检查第四实施例的效果,检查了在第四实施例的夹持部形成构件100安装至定影装置1的情况下分离片材的分离能力。测试条件与第三实施例中的相同。当使用第四实施例的夹持部形成构件100时,可以从定影膜2分离第一片材(A4片材)和第二片材(A5片材)。此外,在以类似于第一实施例的方式检查片材的堆叠性时,可以堆叠片材而不存在任何问题。如上所述,不管片材的宽度如何,都可以容易地从定影膜2分离片材,并且在与片材由于加热而卷曲所沿的方向相反的方向上校正片材以使得片材的卷曲程度减轻,由此能够提高片材的堆叠性。
如上所述,根据第四实施例,可以获得分离片材的分离能力和被排出片材的堆叠性这两者。
[第五实施例]
第五实施例是如下情况的一个实施例,所述情况即:在第一实施例中,使用包括三个发热元件的加热器54,这三个发热元件在相对于输送方向的正交方向(片材的宽度方向)上具有不同的长度,如图20A所示。图20A是第五实施例的加热器(包括三个具有不同长度的发热元件的加热器54)的示意图。在第五实施例中,在发热元件产生热量的区域中,片材不通过的区域被称为非片材通过区域(或非片材通过部),而片材通过的区域被称为片材通过区域(或片材通过部)。
加热器54由基板54a、作为第一发热元件的发热元件54b1a、作为第四发热元件的发热元件54b1b、作为第二发热元件的发热元件54b2、作为第三发热元件的发热元件54b3、导体54c、触头54d1至54d4和保护玻璃层54e形成。在下文中,在某些部分中将发热元件54b1a、54blb、54b2和54b3统称为发热元件54b。另外,将在纵向方向上具有基本相同长度的发热元件54b1a、54b1b统称为发热元件54b1。基板54a由作为陶瓷的氧化铝(Al
发热元件54b在纵向方向上的长度(以下也称为尺寸)不同。发热元件54b1a和54b1b在纵向方向上均具有长度L1=222mm,其为第一长度。发热元件54b2在纵向方向上具有长度L2=188mm,其为第二长度。发热元件54b3在纵向方向上具有长度L3=154mm,其为第三长度。长度L1、L2和L3具有L1>L2>L3的关系。
另外,可以在根据第五实施例的成像装置30中使用的片材的最宽片材宽度(以下称为最大片材宽度)为216mm,最窄片材宽度(以下称为最小片材宽度)为76mm。因此,第一长度L1被设定为这样的长度,使得能够通过发热元件54b1定影具有最大片材宽度(216mm)的图像尺寸(206mm)。发热元件54b1经由导体54c而电连接至作为第二触头的触头54d2和作为第四触头的触头54d4,并且发热元件54b2经由导体54c而电连接至触头54d2和54d3。发热元件54b3经由导体54c而电连接至作为第一触头的触头54d1和作为第三触头的触头54d3。这里,发热元件54b1a和发热元件54b1b具有相同的长度,并且始终大致同时使用。发热元件54b1a设置在基板54a的宽度方向上的一个端部处,而发热元件54b1b设置在基板54a的宽度方向上的另一端部处。发热元件54b2和54b3在基板54a的宽度方向上以相对于宽度方向上的中心对称的方式设置在发热元件54b1a和发热元件54b1b之间。
作为温度检测单元的定影温度传感器59是热敏电阻。参照图20B描述定影温度传感器59的构造。图20B中所示的定影温度传感器59由主热敏电阻元件59a、保持器59b、陶瓷纸59c和绝缘树脂片59d形成。陶瓷纸59c具有阻止保持器59b与主热敏电阻元件59a之间传热的作用。绝缘树脂片59d具有物理地和电气地保护主热敏电阻元件59a的作用。主热敏电阻元件59a是温度检测单元,其输出值根据加热器54的温度而变化,并且通过Dumet线(未示出)和配线连接至成像装置30的CPU(未示出)。主热敏电阻元件59a检测加热器54的温度并且将检测结果输出至CPU。
定影温度传感器59位于基板54a上与保护玻璃层54e相对的表面上。另外,定影温度传感器59在发热元件54b的纵向方向上的基准线“a”上的位置(与中心对应的位置)处与基板54a接触地安装。CPU构造成基于定影温度传感器59的检测结果来控制定影处理时的温度。以上是关于作为主热敏电阻的定影温度传感器59的构造的描述。
对于上述加热器54,即使在片材的宽度小于加热器54在纵向方向上的长度时,通过减小发热元件54b1的功率比,也可以抑制非片材通过部的温度增大,由此能够防止片材的两端的温度高。而且,可以减轻使片材卷曲成圆筒形状的力。因此,同样关于片材的堆叠性,即使在片材通过的条件等改变时,也可以提供允许这种改变的定影装置。这里提到的功率比是在整个宽度上提供给发热元件54b1的功率相对于提供给发热元件54b2或发热元件54b3的功率的比。
如上所述,根据第五实施例,减小了在定影夹持部处片材通过部与非片材通过部之间的温度差,由此能够获得具有高容许性的片材堆叠性和片材分离能力这两者。
[其他实施例]
本发明的实施例还可以通过系统或装置的计算机来实现,该计算机读取并执行记录在存储介质(该存储介质还可以被更完整地称为“非暂时性的计算机可读存储介质”)上的计算机可执行指令(例如,一个或多个程序)以实施一个或多个上述实施例的功能、和/或该计算机包括用于实施一个或多个上述实施例的功能的一个或多个电路(例如,专用集成电路(ASIC)),并且本发明的实施例还可以借助该系统或装置的计算机通过例如从存储介质读取并执行计算机可执行指令以实施一个或多个上述实施例的功能和/或通过控制所述一个或多个电路以实施一个或多个上述实施例的功能而实施的方法来实现。计算机可以包括一个或多个处理器(例如,中央处理单元(CPU)、微处理单元(MPU))并且可以包括独立计算机或独立处理器的网络,以读取并执行计算机可执行指令。计算机可执行指令可以例如从网络或存储介质提供至计算机。存储介质可以包括例如硬盘、随机存取存储器(RAM)、只读存储器(ROM)、分布式计算系统的存储器、光盘(例如光碟(CD)、数字化通用碟(DVD)、或蓝光盘(BD)TM)、闪存装置、存储卡等中的一个或多个。
本发明的实施例还可以通过如下的方法来实现,即,通过网络或者各种存储介质将执行上述实施例的功能的软件(程序)提供给系统或装置,该系统或装置的计算机或是中央处理单元(CPU)、微处理单元(MPU)读出并执行程序的方法。
虽然已经参考示例性实施例描述了本发明,但是应当理解,本发明不限于所公开的示例性实施例。所附权利要求的范围应被赋予最宽泛的解释,以涵盖所有这样的修改以及等同的结构和功能。
- 具有夹持区域的定影装置和成像装置
- 用于成像装置的定影单元和具有这种定影单元的成像装置